屯兰选煤厂HMDA-6滚筒磁选机滚筒端盖改造实践
2016-12-19甄亮
甄 亮
(西山煤电 屯兰选煤厂,山西 太原 030206)
屯兰选煤厂HMDA-6滚筒磁选机滚筒端盖改造实践
甄 亮
(西山煤电 屯兰选煤厂,山西 太原 030206)
针对HMDA-6滚筒磁选机运行中滚筒端盖频繁磨损使其内部磁极损坏的问题,在对其结构组成、工作原理、技术参数分析的基础上,结合现场实际情况和应用经验,在滚筒端盖处涂抹小颗粒的耐磨颗粒胶涂层,以降低滚筒端盖的磨损程度。生产实践表明:在对滚筒端盖改造后,其未出现被磨烂的情况,更换次数明显减少,防护效果明显提高,职工劳动强度降低,设备运行正常,并产生了一定的经济效益。
磁选机;滚筒端盖;磨损程度;耐磨颗粒胶
屯兰选煤厂属于特大型炼焦煤选煤厂,生产能力为5.0 Mt/a,主选采用无压给料三产品重介质旋流器分选+浮选的联合工艺。入选原煤全部来自于屯兰矿井,原煤矸石含量大且易泥化,在洗选加工过程中,对介质损耗影响较大;主导产品为十级焦煤,主要服务于国内外各大钢铁企业。
与其他重介选煤厂一样,屯兰选煤厂重介分选系统的磁性物主要通过磁选设备回收,磁选设备运转正常与否,直接影响磁性物的回收效果。该选煤厂的磁选设备为HMDA-6滚筒磁选机,在其运行过程中由煤泥水中的细颗粒与磁铁矿粉形成的混合物对磁力滚筒端盖(以下简称“滚筒端盖”)磨损较大;此外,滚筒端盖与溜槽之间的槽体处频繁出现物料堆积而不能及时清理的现象,这进一步加剧了端盖的受损程度。该端盖由铝材料制作而成,本身硬度较低,耐磨性能远低于磁铁矿粉,导致端盖损坏频繁(平均9个月需要更换一次),且生产现场无法修补焊接,损坏端盖只能被整体更换,导致材料损耗增大;如果巡检过程中不能及时发现此类问题,极易导致介质进入滚筒内部,进而损坏其内部磁极,维修费用进一步增大[1-3]。因此,必须对磁选机的滚筒端盖进行改造。
1 HMDA-6滚筒磁选机
1.1 结构组成
HMDA-6滚筒磁选机(图1)主要由圆筒、辊筒、刷辊、磁系、槽体、传动部分组成[4-5],圆筒是由2~3 mm不锈钢板卷焊成的,端盖是铸铝件或工件,二者采用不锈钢螺钉相连;电机通过减速机带动圆筒和磁辊、刷辊运动,也可以直接选用无极调速电机;磁系为开放式的,部分装在圆筒内,并布置有裸露的全磁;磁块通过不锈钢螺栓固定在磁轭底板上,磁轭的轴伸出筒外,轴端固定有拐臂;扳动拐臂即可调整磁系偏角,调整合适后采用拉杆固定;槽体工作区域由不锈钢板制造而成,机架、槽体的其他部分采用普通钢材焊接而成。

图1 HMDA-6滚筒磁选机结构示意图
1.2 工作原理
矿浆经给矿箱进入槽体,在喷水管内水流的作用下,矿粒呈松散状进入槽体的给矿区(图2)。
在磁场作用下,磁性矿粒形成“磁团”或“磁链”,其在矿浆中受磁力作用,并向磁极运动,进而被吸附在圆筒上。由于磁极的极性沿圆筒旋转方向交替排列,且工作期间固定不动,“磁团”或“磁链”随着圆筒旋转时,因磁极交替产生磁搅拌现象,被夹杂在“磁团”或“磁链”中的非磁性矿物容易脱落,最终吸附在圆筒表面的“磁团”或“磁莲”即为精矿。精矿随着圆筒旋转到磁系边缘的磁力最弱处,在冲洗水的作用下进入精矿槽;如果磁辊是全磁的,卸矿时需要采用刷辊处理。非磁性矿物、弱磁性矿物则被留在矿浆中,最终随矿浆排出槽外,其即是尾矿[6-7]。

图2 磁选机工作原理简图
1.3 技术参数
屯兰选煤厂HMDA-6滚筒磁选机的主要技术参数如下:
磁极(并联双筒)/(mm×mm)
914×2 972
单筒最大处理量/(m3·h-1)
330
单筒精矿处理量/(t·h-1)
45
电动机功率/kW
2×4
2 改造方案与效果
为了解决滚筒端盖的磨损问题,通过研究现有耐磨颗粒胶的使用效果,结合现场实际情况,在滚筒端盖处涂抹小颗粒的耐磨颗粒胶涂层,其厚度为5 mm,并在涂层上端盖直径方向处粘贴3~4道耐磨陶瓷片刮片(图3)。在设备工作过程中,通过刮片刮掉滚筒端盖与磁选机槽体之间的粘附物,同时端盖上的耐磨涂层能够有效保护铝制端盖,从而彻底解决了粘附物与端盖之间相互摩擦的问题[8-9]。
就改造后的使用情况来看,端盖上的耐磨涂层基本未出现较大磨损,滚筒端盖也未出现被磨烂的情况,达到了预期效果。在对滚筒端盖改造后,端盖的更换次数明显减少,每桶耐磨颗粒胶的价格为1 200元[10],可涂抹10台磁选机滚筒端盖的20个端面,因此每年可以节约材料费约30万元;同时,职工劳动强度降低,设备运行恢复正常,还产生了一定的、间接的经济效益和社会效益。就整体运行情况来看,改造成效显著。
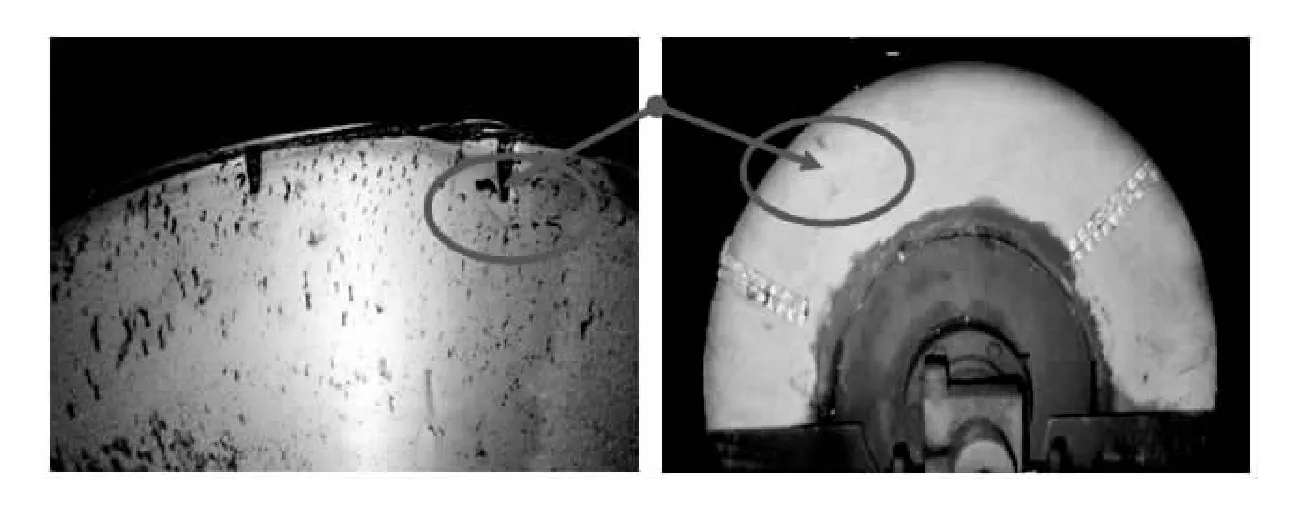
(a)未安装涂层与刮刀前的使用效果 (b)安装涂层与刮刀后的使用效果
3 结语
针对屯兰选煤厂磁选机的滚筒端盖易磨损及由此引发的其他问题,采用涂抹耐磨颗粒胶和粘贴耐磨陶瓷片的方式对其改造。通过对防损效果及其他相关投资、费用对比分析得出,采用该方式对滚筒端盖进行防护,不仅防护效果明显,对改善作业现场环境质量有着重要意义,还能够解决滚筒端盖部件故障率高、维护量大的问题,具有较高的应用价值。
[1] 吴式瑜.选煤基本知识[M].北京:煤炭工业出版社,2003:266-276.
[2] 王金官. KM300/2000型压滤机在成庄选煤厂的应用[J].煤质技术,2007(2):57-59.
[3] 胡志东,蒲建国.孔庄选煤厂工艺系统改造实践[J].洁净煤技术,2012,18(1):26-29.
[4] 吴习芳,仇 勇,侯静保,等.三产品重介质旋流器选煤工艺介耗小于0.6 kg/t的生产实践[J].煤炭加工与综合利用,2007(2).
[5] 刘燕华,徐春江,丁 勇,等.煤用磁选机的应用及评述[J].选煤技术,2007(4):143-145
[6] 刘光昭.小河沟选煤厂煤泥水系统改造实践[J].洁净煤技术,2011,17(3):29-30.
[7] 王立龙.沉降过滤式离心脱水机在望峰岗选煤厂的应用[J].洁净煤技术, 2012,18(5):31-34.
[8] 张春辉.吕梁山煤电公司选煤厂技术改造[J].中国煤炭, 2011,37(7):92-94.
[9] 李松泰,郝木明,任宝杰.一种新型组合轴端密封的设计及数值模拟[J].润滑与密封,2015,40(11):116-119.
[10] 谢广元.选矿学[M].徐州:中国矿业大学出版社,2001:310-363.
Application of the HMDA-6 drum magnetic separator after remoulding of its end cover at Tunlan Coal Preparation Plant
ZHEN Liang
(Tunlan Coal Preparation Plant, Xishan Coal & Electricity Co., Ltd., Taiyuan, Shanxi 030206, China)
For avoiding the damage of the internal magnetic poles of the HMDA-6 drum magnetic separator in operation due to frequent wearing out of the separator's end cover, work is made on the renovation of the end cover based on the result of an analysis of the structural design, working principle and technical parameters of the separator, as well as the specific working condition and the experience gained in separator operation. The remoulding work involves the application of fine-grained wear-resistant gelled coating onto the end cover since the adoption of the method, no phenomenon of wear and tear of the end cover has been observed, significantly reducing, as a result the cover replacement work. Because of the better protection performance of the end cover, reduced labour intensity and trouble-free operation of the magnetic separator, a favourable economic result has been achieved.
1001-3571(2016)05-0044-03
TD944
B
Keywordsmagnetic separator; end cover; wear; wear-resistant granulated gel
2016-10-01
10.16447/j.cnki.cpt.2016.05.011
甄 亮(1987—),男,辽宁省锦州市人,工程师,硕士,主要从事煤炭洗选管理工作。
E-mail: 382394250@qq.com Tel: 13753135605
甄 亮.屯兰选煤厂HMDA-6滚筒磁选机滚筒端盖改造实践[J]. 选煤技术,2016(5):44-46.
