水压机梭阀的设计原理和现场应用
2016-12-18曾淑斌
丁 超,曾淑斌
(宝鸡钢管西安石油专用管公司,西安710201)
水压机梭阀的设计原理和现场应用
丁 超,曾淑斌
(宝鸡钢管西安石油专用管公司,西安710201)
为了提高钢管水压机梭阀的加工质量,降低梭阀的使用成本,对梭阀的设计原理和加工工艺进行了研究,包括梭阀的外形、材质、热处理工艺、公差配合、尺寸精度、密封等方面的设计要点,并对梭阀使用过程中出现的问题进行了分析,明确了梭阀加工过程中的质量控制要点。研究结果可用于指导梭阀加工质量的验收和现场使用问题的及时处理,减少生产中的异常消耗,促进备件的国产化,降低生产成本,提高设备维护管理水平。
钢管;水压试验机;梭阀;密封;加工工艺
管加工生产线水压机是对钢管进行静水压试验的装置,利用水压机将钢管充满高压水并稳定在压力设定值[1],全压试验状态保持时间应不得少于5s[2]。目的是检查钢管的缺陷和钢管的强度,检验接箍和管体连接密封性,以使钢管满足输送石油和天然气等场合的要求,是保证钢管出厂质量的重要手段[3]。宝鸡钢管西安石油专用管公司水压机从美国Bronx公司引进,最高水压压力为140MPa,梭阀在水压机静水压试验中起着预密封水和高压水的转换作用。笔者将从水压机的工艺过程、梭阀的设计原理以及使用性能的影响因素进行研究,提高梭阀的加工质量,降低梭阀的使用成本,提高设备维护管理水平,进一步保障生产。
1 水压机工作过程
钢管进入试压中心时,注水端和小车端分别从两端套入管头,接箍抱卡、管体抱卡关闭;预密封增压的乳化液通过梭阀进入大间隙密封圈预压紧钢管,预密封的压力最高为15MPa,设定为10MPa,冲水阀、排气阀打开,乳化液进入钢管内腔,经过设定的时间,排气阀、冲水阀先后关闭[4]。
增压器开始工作,钢管进入增压阶段,当高压水压力高于预密封压力,水压试验的最高压力为140MPa,梭阀转换使得高压水作用在大间隙密封上,与钢管内试验压力一致,高压密封住钢管。当水压压力达到设定值时,钢管进入稳压阶段。钢管静水压试验完成后,排气阀打开进行卸荷,注水端、小车端分别后退到位,抱闸打开,水压试验结束。钢管进行静水压试验前,蘑菇头气阀动作,推动阀芯运动至最底端,保证阀芯与下阀座密封配合。梭阀的安装位置如图1所示。
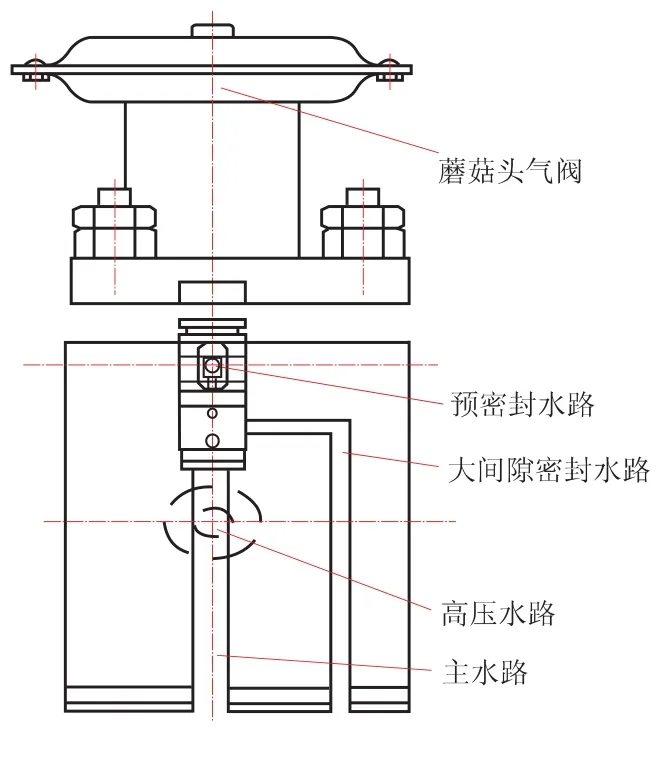
图1 梭阀安装位置示意图
由于上阀体上、下两道密封的作用,预密封水不会窜入其他部位,从上阀体的小孔进入,通过下部阀体的上孔作用在大间隙密封上。阀芯与下部阀体的机械密封、上阀体的下密封以及下部阀体的密封共同作用保证预密封水不会轴向泄漏。
增压器开始工作,高压水从底孔进入,推动阀芯运动至顶部,阀芯与上部阀体的机械密封以及上部阀芯下密封共同作用,保证高压水路不会进入预密封水路中,从而实现了高压水路和预密封水路工作的互不干扰,高压水经过下部阀体的下孔作用在大间隙密封上,实现高压密封。
高压水的压力不断增加,达到设定值后进入保压阶段,达到设定时间后开始泄压。泄压时,由于高压水路和大间隙密封、钢管内部水路联通,卸荷阀泄压,作用在梭阀上的压力下降,完成整个动作。
2 梭阀的设计
2.1 外形设计
上阀体和下阀体的连接通过螺纹连接,密封主要靠螺纹加端面密封,保证梭阀不在接口处泄漏。梭阀的整体外形如图2所示。

图2 梭阀整体结构示意图
2.1.1 上阀体
上阀体设计上、下两道密封,保证预密封水路的水不会轴向泄漏。两道密封槽中间设计4个圆孔,使预密封水能够通过。上阀体和阀芯的密封配合靠两个45°的密封面配合,配合为机械密封。上阀体上端设计密封槽用来安装密封圈,密封蘑菇头气阀的长杆,防止预密封水的泄漏。
为防止梭阀出现锈死、不易取出等问题,在上阀体的上端设计螺纹孔,在拆卸的时候,可以使螺栓上紧,借助工具作用螺栓取出梭阀。上阀体顶部设计一道沟槽,方便借助三爪等专用工具取出梭阀。上阀体结构如图3所示。
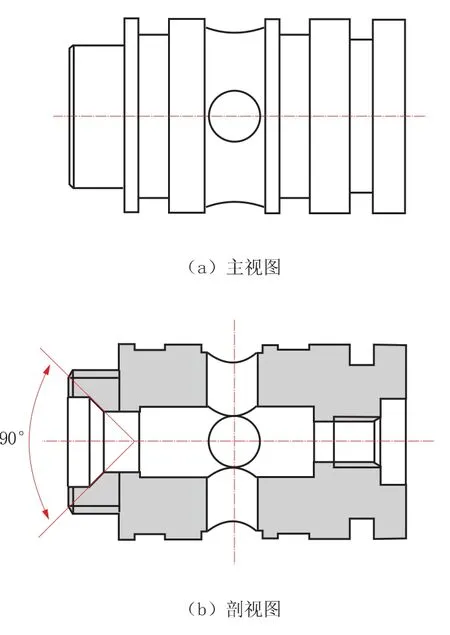
图3 上阀体结构示意图
2.1.2 下阀体
下阀体设计一道密封,和上阀体的第二道密封共同作用,保证高压水作用时或者预密封水作用时,打压液不会轴向泄漏。下阀体中间上下各设计4个开孔,上孔保证预密封的水可以顺利进入大间隙密封中,下孔保证高压水可以顺利进入大间隙密封中,不用考虑阀芯位置对其产生影响。下阀体的底部开通孔,保证高压水可以顺利进入梭阀。由于阀芯要在下阀体中来回运动,因此下阀体中要开导向孔。
下阀体和阀芯的密封配合主要靠两个45°的密封面配合,配合为机械密封。下阀体结构如图4所示。
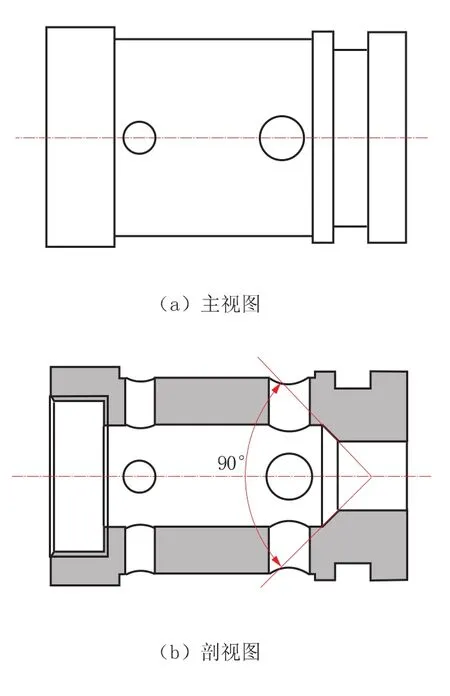
图4 下阀体结构示意图
2.1.3 阀芯
阀芯的作用是和阀座配合进行密封。密封主要靠两个45°的密封面与上下阀座配合。阀芯在工作时要来回运动,阀芯外圆上均匀铣出5mm宽的平面,连接10°的过渡弧。这样既减轻了阀芯在运动时的阻力,也起到了良好的导向作用。
阀芯和下阀体密封面相配合的面需要开M6×10的螺纹内孔。这样设计方便与阀芯和下阀体在加工时的研磨,使得配合精度达到使用要求。阀芯结构如图5所示。
2.2 材质的选择和热处理工艺
由于企业所在地的水质较硬,水质硬度过高会导致打压液的防锈能力下降[5],因此梭阀材质的选择要有一定的抗腐蚀性,从梭阀的使用强度、抗疲劳、使用寿命等要求,确定材质为4Cr13。

图5 阀芯结构示意图
2.2.1 强度校核
梭阀的受力主要为静压力,作用在上阀体、下阀体、阀芯的最高静压力为140MPa,4Cr13的屈服强度为355MPa。
对Sσ1进行校核,S为安全系数,取值1.6;σ1为作用梭阀的最大应力,因1MPa=103.323 N/cm2,所以 σ1=14.5kN/cm2,Sσ1=1.6 σ1<355MPa,因此阀体材质的强度选择符合要求。
2.2.2 疲劳强度的校核
水压机梭阀动作2 100次/天,在较高的接触应力的反复作用下,会在接触表面的局部区域产生小块或小片金属剥落,形成麻点和凹坑,使密封性能下降,导致零件失效。

对接触疲劳强度进行校核,依据公式式中:σrn—循环次数N对应的疲劳极限;
N—循环次数,N=2 100×365=7.6×105;
σr—无限疲劳强度,取300MPa;
m—指数,与材料和尺寸有关系,本研究梭阀为中等尺寸零件,取值m=9;
N0—设定值,一般取(1~10)×106,本研究N0=5×106。
计算可得σrn=360MPa,即满足要求。
4Cr13毛坯料粗加工后调质处理。调质可以获得良好的综合力学性能,调质后硬度为35HRC,调质完成后进行精加工。上阀体、下阀体表面进行高频淬火,加热深度为2.5mm,硬度达到55HRC;阀芯来回运动,硬度略低于阀体,加热深度为2.5mm,硬度达到50HRC。高频淬火既可以满足表面硬度的使用要求,也可以满足芯部韧性的使用要求,达到较高的使用寿命。
2.3 尺寸公差设计
梭阀安装在阀座之中,采用间隙配合,方便安装和拆取。阀座安装孔公差等级为IT7,梭阀外形公差等级IT6,基本偏差f。
密封圈的使用要有一定的形变量,这样才能起到密封作用,因此密封槽和密封圈配合为过盈配合,密封槽公差等级IT7,基本偏差h。
阀芯在打压过程中要来回移动,因此阀芯的导向部分和下阀体圆柱形通道的整体设计采用基孔制和间隙配合,孔公差等级为IT6,基本偏差h,阀芯公差等级IT5,基本偏差g。阀芯、阀座公差如图6所示。

图6 阀芯、阀座公差图
良好的同轴度是保证梭阀正确安装和正常使用的前提。上阀体和下阀体之间同轴度是以中心线为基准,同轴度的公差范围0.025mm。
2.4 加工精度的选择
阀芯要和上下阀座密封配合,密封面需要研磨,粗糙度Ra0.1。阀芯要在阀座中来回移动,属于滑动摩擦,阀芯导向面的粗糙度Ra0.8。上阀体和下阀体连接是靠螺纹连接,因此要靠螺纹加端面密封。螺纹处的两个端面的粗糙度为Ra0.2。密封槽的粗糙度为Ra1.6,保证密封效果[6]。其余的粗糙度为Ra3.2。
2.5 密封设计
上、下阀座三道密封均使用改性聚氨酯,材质硬度高,满足水压试验最高压力140MPa的要求,其力学性能、抗老化性能、使用寿命等需满足使用要求。密封与密封槽、密封与阀座底孔的配合都为过盈配合,密封圈发生形变,安装到位时有一个压紧力,起到密封作用;采用改性四氟垫片,起支撑保护密封作用,延长密封的使用寿命,安装形式为开口式,与密封圈配合使用。
上阀体和蘑菇头气阀拉杆相配密封使用聚氨酯,满足预密封水最高压力15MPa的使用要求,其硬度、弹性、力学性能、抗老化性能等要满足使用要求。密封和底孔、拉杆的配合都属于过盈配合,密封圈发生形变,安装到位时有一个压紧力,起到密封作用。
3 梭阀现场使用问题分析
3.1 梭阀泄露原因分析
当阀芯与下阀座密封泄露时,会导致作用在大间隙密封上的预密封压力下降,甚至导致冲水时钢管泄漏;当阀芯与上阀座密封泄漏时,会导致高压水沿着预密封水路泄漏,甚至导致无法打压或者保压。
影响阀芯与阀座密封的原因主要有两个:一是长时间使用导致密封面出现点蚀或者出现划痕,影响密封效果,如果不严重可以使用手工研磨的方式改善这种情况;二是加工精度的问题,阀芯、阀座密封面需要研磨,通常检验的方法是使用煤油静止24 h,检验密封面是否泄漏。
梭阀上、下阀座的三道密封质量不高会导致预密封水路和高压水路互相干涉,导致打压失败。因此密封圈材质选择能承受高压的改性聚氨酯和改性四氟垫片;上阀体和蘑菇头气阀拉杆相配使用的聚氨酯如果出现磨损,会影响预密封水路的密封效果。
3.2 梭阀使用寿命影响因素分析
3.2.1 材质
静水压试验使用打压液,因此梭阀本身要有防锈性能。不锈钢中含有大量的Cr,Cr是提高抗腐蚀的基本元素。当w(Cr)>11.7%时,在氧化介质中,钢表面形成一层具有保护性的Cr2O3薄膜,Cr能提高钢的电极电位,而且能使碳含量很低的钢成为单向铁素体组织,因而可以有效防止钢的腐蚀[7]。使用其他材质,比如45钢,梭阀在使用中会逐渐出现锈蚀,影响密封质量,甚至导致梭阀拆卸困难。
梭阀的使用工况要求材质有强度、耐磨等良好的力学性能。如果含碳量过低,比如2Cr13钢和3Cr13钢,即使热处理后,表面硬度很难达到要求,影响最终的使用寿命。如果含碳量过高,比如9Cr18钢,一方面加工困难,另一方面材质脆性大,也影响使用寿命[8]。
3.2.2 热处理工艺
热处理工艺不使用高频淬火,而是调质直接到所需硬度,会导致阀芯和上下阀座出现变形,直接影响密封性能。整体硬度高,也会增加脆性,增加开裂的风险,降低梭阀的使用寿命。选用调质加高频淬火的热处理方式,一方面保证外形尺寸不变形,另一方面提高表面的耐磨性能,芯部有一定的韧性,获得良好的综合力学性能。
3.2.3 尺寸公差
当尺寸公差没有达到设计要求时,会影响梭阀的使用效果,因此必须严格按照图纸要求进行加工。比如梭阀阀芯的导向面和下阀体的圆柱形通道之间的间隙过大时,阀芯来回运动时晃动增加,不但会加速磨损也会影响阀芯、阀座的密封效果;间隙过小时,阀芯来回运动不畅,会影响水压机的正常打压。
3.2.4 加工精度
当加工精度没有达到设计要求时,会影响梭阀的使用寿命,因此必须严格按照图纸要求进行加工。比如梭阀阀芯导向面粗糙度过大会加速导向面的磨损,阀芯磨损过快会影响阀芯与阀座的密封面的配合。阀芯与上下阀座的密封面配合需要手工研磨,保证密封质量。
3.2.5 打压液质量
当打压液中的杂质过多时,会加剧阀芯与上、下阀座两个密封面的磨损,严重影响梭阀的使用寿命。因此需要定期监控打压液的质量,如有异常及时更换处理。定期检查更换增压器水路的密封,可以部分减缓打压液中杂质对梭阀密封面的磨损和冲击。
4 结束语
梭阀对大间隙密封上的预密封水和高压水起到转换作用,在工作的时候,预密封水路和高压水路互不干涉,是水压机设备的关键技术之一。设备维护人员只有充分理解其设计要点、工艺过程和工作原理,才能快速判断故障,提出最优设备故障处理方案,提高生产效率[9]。根据梭阀使用过程中出现的问题进行分析,明确梭阀加工质量控制要点,减少生产中的异常消耗,促进备件的国产化,提高设备维护管理的精细化水平。
[1]李中详.焊管水压试验机增压原理及故障的排除[J].液压与气动,2005(11):72-73.
[2]API SPEC 5CT,套管和油管规范[S].
[3]刘锡会,王兰英,王文卿.电液比例控制在焊接钢管静水压试验中的应用[J].液压与气动,2000(3):51-52.
[4]张晶晶,丁先进,周立兵.140钢管水压试验机结构及调试问题处理[J].冶金设备,2012(S2):61-63.
[5]倪蓓,贾秋莲,张二水.乳化液防锈性能的研究[J].石油商技,2003,21(3):11-14.
[6]徐灏.机械设计手册(第三卷)[M].北京:机械工业出版社,1991.
[7]文九巴.机械工程材料[M].第1版.北京:机械工业出版社,2002.
[8]杨瑞成,蒋成禹,初福民.材料科学与工程导论[M].哈尔滨:哈尔滨工业大学出版社,2002.
[9]胡学发.水压试验机故障诊断与故障预测方法研究[D].沈阳:东北大学信息科学与工程学院,2008.
Design Principle of Hydraulic Press Shuttle Valve and Field Application
DING Chao,ZENG Shubin
(Xi’an OCTG Company of BSG Group,Xi’an 710201,China)
In order to increase the processing quality of steel pipe hydraulic press shuttle valve,reduce using cost of shuttle valve,the design principle and processing technology were studied,including the appearance of shuttle valve,material,heat treatment,tolerance fitting,dimensional accuracy,sealing and other aspects.The problems occurredin use process of shuttle valve were analyzed,and made clear the key points of quality controlin the shuttle valve processing.The research results can be used to guide the shuttle valve processing quality acceptance and the timely disposing of field use problems,to decrease the abnormal consumptionin production,promote the localization of replacement parts,to reduce the production cost and improve the level of equipment maintenance and management.
steel pipe;hydraulic press;shuttle valve;sealing;processing technology
TH137.52
B
10.19291/j.cnki.1001-3938.2016.12.012
丁 超(1987—),男,汉族,本科,工程师,主要从事石油专用管生产线的设备维护工作。
2016-08-15
黄蔚莉