铝合金螺旋焊管双面双弧TIG焊接技术
2016-12-18扈如俊
扈如俊
(江苏省特种设备安全监督检验研究院,江苏 扬州225200)
铝合金螺旋焊管双面双弧TIG焊接技术
扈如俊
(江苏省特种设备安全监督检验研究院,江苏 扬州225200)
为了得到较高焊接质量的铝合金螺旋焊管,提高焊接效率,采用新型双面双弧脉冲波控TIG焊接技术对6mm、7mm、8mm、10mm高强耐蚀铝合金板材进行了焊接试验,并对所焊试样的焊接接头进行了射线和金相检测。检测结果表明,采用双面双弧脉冲波控TIG焊接工艺,焊缝成形美观,无气孔、夹渣、焊瘤、咬边等缺陷;焊缝内部质量、金相组织符合标准规范要求。
焊接;铝合金螺旋焊管;双面双弧脉冲波控TIG焊接;焊接工艺
目前,国内钢制螺旋管焊接技术已经较为成熟[1-2],大多采用自动埋弧焊接方式,但铝合金螺旋焊管生产工艺被德国、法国等少数国家垄断。在铝合金螺旋焊管生产中,螺旋焊缝的焊接是非常重要的一环。由于国内对铝合金螺旋管焊接的许多技术难点还未攻克,目前几乎不能生产,因此国内对铝合金螺旋焊管的需求只能依赖进口。
近几年,随着国内对铝合金螺旋焊管需求的增加,攻克螺旋管焊接技术难点迫在眉睫。铝合金焊接容易出现气孔、夹渣等缺陷,为了得到较高的焊接质量,提高焊接效率,本研究采用新型双面双弧焊接技术进行铝合金螺旋焊管的焊接。
1 铝合金螺旋焊管的特点及应用领域
铝合金螺旋焊管以铝合金卷板为原材料,通过铝合金螺旋焊管生产线,将铝合金卷板按一定的螺旋线角度(成型角)卷成管坯,然后将管缝焊接起来制成铝合金螺旋焊管。成型焊接后的铝合金螺旋焊管如图1所示。铝合金螺旋焊管与铝合金直缝焊管相比,其生产过程是连续的,因此生产效率更高,而铝合金直缝焊管生产工序是分段的,相对生产效率较低。铝合金螺旋焊管与铝合金无缝管相比,小直径时选用铝合金无缝管较多,大直径时由于成本高且受模具规格的限制,使得大直径铝合金无缝管的使用受到限制。特别是大直径薄壁铝合金无缝管,由于受生产技术的限制,几乎不能生产,但可以生产任意直径和壁厚的铝合金螺旋焊管[1-2]。

图1 成型焊接后的铝合金螺旋焊管
铝合金螺旋焊管在两端焊上法兰后即成为铝合金螺旋焊管管壳,如图2所示。铝合金螺旋焊管管壳是核电、水电和火电电站用超(特)高压输变电母线管系统(GIL)的关键部件,主要用于核电、水电、火电等大型电站的主变压器至组合电器的超(特)高压传输、大都市地下超高压变电站、超(特)高压超远程传输等特殊区域,同时在严寒、高海拔、重污秽、人口稠密地区用GIL替代高架电缆输送超(特)高压电能。

图2 铝合金螺旋焊管管壳
2 铝合金螺旋焊管生产工艺流程
铝合金螺旋焊管成型-焊接生产工艺流程[3-4]:铝合金卷板开平→铝合金板矫平→铝合金板铣边→成型机将板料成型为圆管状(上卷成型法)→双面双弧焊接→检验检测→螺旋焊管切断→螺旋焊管下线。
3 焊前准备
3.1 坡口加工及其表面清理
铝合金板带在三辊成型之前进行剪切边,再用铣边机铣出焊接坡口,同时修去板边毛刺,去除氧化膜,并设置有清洗装置,可靠消除坡口及其两侧表面的氧化膜,保证焊接过程的稳定和焊缝质量。
3.2 解决焊管传动过程中的“窜动”问题
由于螺旋焊管传动时会在前后方向上发生“窜动”,因此制作了一套柔性焊接跟踪系统,以确保焊接过程顺利连贯,从而保证焊接质量。
3.3 成型与组对的精度控制
为了确保铝合金螺旋焊管成型与组对的精度,研制了铝合金板带开卷、矫平、电动夹送送进、三辊弯板、内承式定径等工艺和生产线装备,突破了液压驱动方式、步进式驱动调节螺旋成型角等关键技术。生产过程中,以铝合金焊管中心线为基准定位,依据现场卷板对口情况自动识别接头坡口间隙和对口错边量,自动调整液压驱动,保证铝合金焊管成型中心线符合设计要求,从而保证组对精度[5]。
4 铝合金螺旋焊管的焊接技术
4.1 双面双弧脉冲波控TIG焊接技术的优越性
铝合金螺旋焊管焊接时,采用双面双弧脉冲波控TIG焊接工艺,I形坡口,对称焊接,不留间隙,仅需填充少量的焊接材料,实现了低耗高效优质焊接;焊接过程中,双弧脉冲电流同时对称焊接,双弧参数相互协调成形。焊接时,双弧电流同时同步同点加热,既保证了根部熔合,减少了气孔等焊接缺陷,又解决了焊接速度与焊缝成形的矛盾。该焊接工艺可以实现高效、高速、无缺陷的焊缝,焊接接头成形美观,质量优良[1-4]。
铝合金焊接对接头坡口表面清理要求高,若不采用双面双弧对称焊,则需要解决多层焊坡口清理的难题,采用双面双弧立焊技术,对6mm、7mm、8mm、10mm铝合金板材可一次性焊透,不用清根,极大地提高了生产效率。双面电弧TIG立焊系统如图3所示。
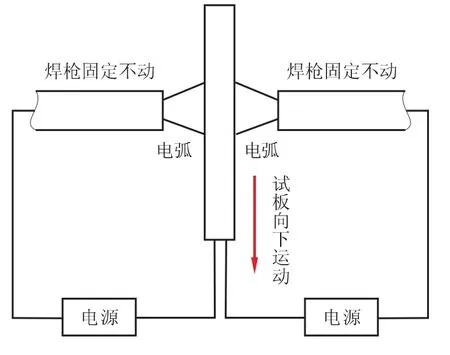
图3 双面电弧脉冲TIG立焊系统示意图
4.2 焊接材料的选用
填充材料选用与母材同类的材质,焊丝直径1.2mm。保护气体采用99.999%的高纯Ar[3-6]。典型母材与焊丝的化学成分见表1。
4.3 焊接工艺参数的确定
制作若干组焊接试样,采用I型坡口,焊接时不留间隙。研究了不同焊接参数对接头质量的影响,对焊接试样进行外观、射线、组织、成分及力学性能等一系列检测,最终确定6~10mm高强耐蚀铝合金螺旋焊管焊接工艺参数[3-8]见表2。

表1 典型母材与填充材料的化学成分

表2 不同厚度高强铝合金平板焊接工艺参数
双面双弧脉冲波控TIG焊接的电流波形如图4所示,铝合金螺旋焊管批量生产的焊缝照片如图5所示。
4.4 焊缝射线检测及金相检查结果
高强铝合金螺旋焊管成形焊后均采用射线检测,检测结果表明,焊缝无气孔、夹渣、焊瘤、咬边等缺陷,且焊缝纹路美观,全部符合核电等产品图样要求,达到I级片的标准[9-11]。
对焊接接头进行宏观形貌抽样检查,结果如图6所示。由图6可见,焊缝内部无缺陷,组织和正常TIG焊一致,组织致密,和母材无明显差异。
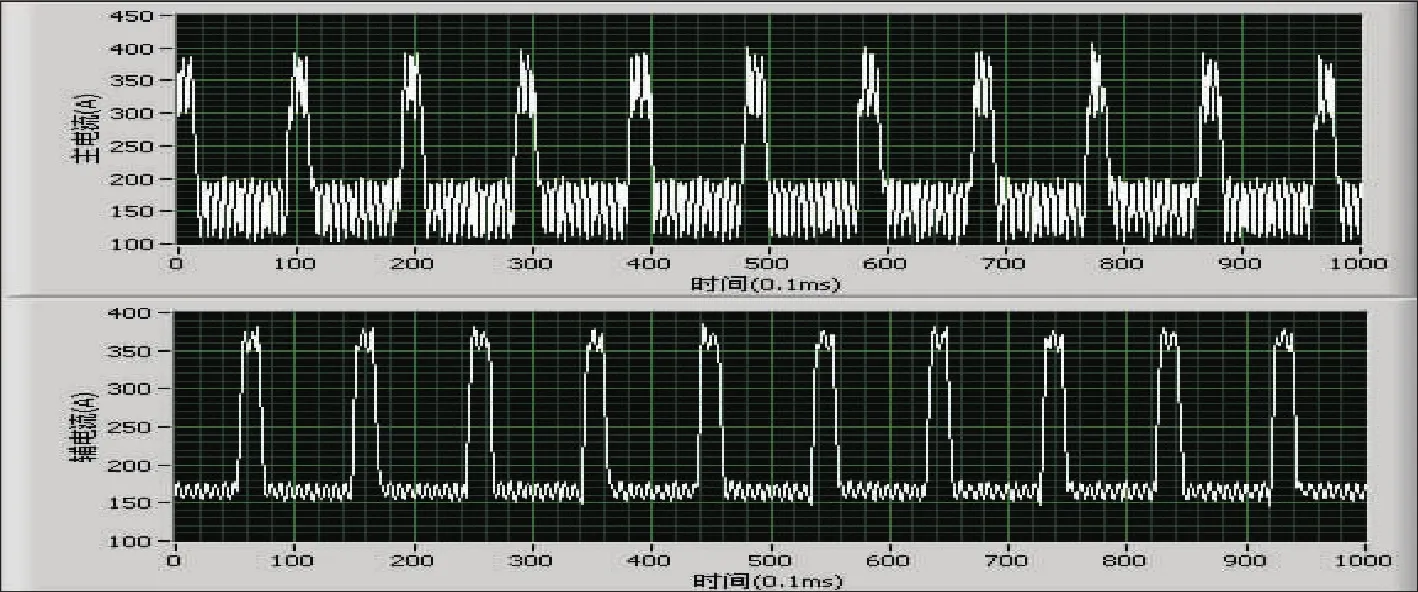
图4 双面双弧脉冲波控TIG焊接电流波形

图5 高强铝合金螺旋焊管批量生产的焊缝照片

图6 高强铝合金螺旋焊管焊接接头宏观形貌
5 结束语
采用双面双弧脉冲波控TIG焊接技术,对6mm、7mm、8mm、10mm高强耐蚀铝合金板材可一次性焊透,不用清根,螺旋焊管生产效率高。采用双面双弧脉冲波控TIG焊接技术,焊缝成形美观,焊缝内部质量、金相组织符合标准规范要求。采用双面双弧脉冲波控TIG焊接技术,可实现铝合金螺旋焊管的国产化生产。
[1]冯日海,周方明,蒋成禹.双弧焊工艺研究现状及发展[J].焊接,2002(1):5-8.
[2]王克鸿,高飞,高俊平,等.基于视觉的机器人智能化焊接技术现状及发展[J].机械制造与自动化,2010,39(5):1-6.
[3]周方明,于治水,王宇,等.铝合金MIG-TIG双面双弧焊接技术[J].造船技术,2003(5):22-24.
[4]张秋平.国外焊接新工艺-双面电弧焊技术[J].飞航导弹,2004(10):57-60.
[5]潘新民.对螺旋焊管焊缝间隙和错边控制的研究[J].山西机械,2000(S1):90-91.
[6]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003:85-87.
[7]卢盛华.半自动向下立焊主要缺陷的成因与预防[J].焊接技术,2004,33(2):60.
[8]苗玉刚.铝合金激光TIG双面焊接特性与能量作用机制研究[M].哈尔滨:哈尔滨工业大学出版社,2008.
[9]JB/T 4734—2002,铝制焊接容器[S].
[10]GB/T 28819—2012,充气高压开关设备用铝合金外壳[S].
[11]TSGR0004—2009,固定式压力容器安全技术监察规程[S].
TIG Welding Technology of Double Side Double Arc for Aluminum Alloy Spiral Welded Pipe
HU Rujun
(Jiangsu Special Equipment Safety Supervision and Inspection Institute,Yangzhou 225200,Jiangsu,China)
In order to get higher welding quality aluminium alloy spiral welded pipe,and improve the welding efficiency,it adopted newer double side double arc welding technology to conduct welding tests on 6mm,7mm,8mm and 10mm thickness high strength aluminium alloy steel plates,and carried out X-ray testing and metallographic test.Test results showed that adopting the double side double arc pulse wave control TIG welding process,weld appearance is good,without stoma,inclusions,welding beading,undercut and other defects;the internal quality of weld and metallographic organization conform to the requirements of the standard specification.
welding; aluminum alloy spiral welded pipe; double side double arc pulse wave control TIG welding; welding process
TG445
A
10.19291/j.cnki.1001-3938.2016.12.004
扈如俊(1971—),男,汉族,工程师,现任锅炉压力容器检验室主任,主要研究方向锅炉压力容器压力管道制造监检。
2016-08-10
修改稿收稿日期:2016-11-01
罗 刚
中石油西气东输三线东段建成通气
2016年12月12日,来自中亚国家和塔里木气区的天然气到达福建省福州市,西气东输三线东段工程建成通气,开始进行调试。西气东输三线是继西气东输二线建成投产后又一条横贯中国东西两端的能源战略通道。西气东输三线东段吉安—福州段工程起于西二线江西吉安联络站,止于福建省福州末站,全长832.4km,设计年输量150亿m3,设计压力10MPa。
西气东输三线东段工程于2012年9月26日正式开工,工程经过赣南闽西丘陵地区和福建沿海发达地区,管道沿线80%为山区,管线穿越山体隧道、大型河流众多,工程建设难度和风险大。管道建设过程中注重环境保护和水土保持,沿线临时占用农田已全部复耕,将为后续同类工程施工树立了环保榜样和技术标杆。
据悉,为更好保障和服务福建省天然气需求,2020年前拟建设7条支线,并择机与中海油福建管网互联互通。
(黄蔚莉摘自中国石油天然气集团公司网站)