基于Matlab的PSW轧辊棍形设计
2016-12-16戴小标刘志辉徐勇
戴小标,刘志辉,2,徐勇,2
(1.邵阳学院 机械与能源工程系,湖南 邵阳 422000;2.中南大学 机电工程学院,湖南 长沙410012)
基于Matlab的PSW轧辊棍形设计
戴小标1,刘志辉1,2,徐勇1,2
(1.邵阳学院 机械与能源工程系,湖南 邵阳 422000;2.中南大学 机电工程学院,湖南 长沙410012)
三棍行星轧机(PSW)因其高效、节能、环保且可实现轧件无旋转轧制,而成为棒材、线材和管材连轧生产线粗轧道次最佳设备。建立轧件不转动轧制轧辊曲面的数学模型,设计考虑轧制切向滑移的轧辊棍形计算流程。利用Matlab人工智能语言二次开发出轧辊棍形计算程序,运算得到了轧辊棍形数据。在Pro/E中建立轧制三维装配模型,证实了轧辊棍形几何形状的合理性。通过轧机轧制调试试验,验证所设计的轧辊棍形满足轧件不转动条件。
Matlab;PSW;棍形设计
随着经济的迅速发展,工业、信息、建筑和交通运输对棒材、线材和管材的需求质量持续提高,对我国比较落后的金属轧制生产行业提出了更高的要求,急需要新的技术和设备来对其改造。三辊行星轧机(3-roll Planet Schrage Waltwerk,简称PSW)是20世纪70年代初期发展起来的一种新型、高效率、节能环保和大压下量的粗轧设备。因其特殊结构可以消除轧件的旋转,使得轧件直线前进,并将轧件直接送入后面的精轧道次设备,形成纵轧—斜轧的连轧过程。但要消除轧件的旋转,在满足结构和轧辊公、自转速度确定的前提下,难点是设计轧辊棍形,消除或减小轧件变形段各横截面处的旋转,实现轧件内部无扭转、整体无旋转的直线送进。
王志丹等通过矢量法推导出轧件不转的条件,并用转臂法进行验证,给出了四辊行星轧管机轧制时轧件直线前进、内部无扭曲、整体无旋转的条件[1]。郭佛印等介绍了使用VB语言,采用解析几何方法对PSW的轧辊精整段曲线进行自动成形设计[2]。倪元相根据轧辊和轧件两表面的相对运动速度与两表面垂直,即要与轧辊表面的幺法矢相垂直,建立PSW的轧制数学模型[3]。张海兵等根据微分几何学,利用所建立的行星斜轧的坐标系及其变换矩阵,由轧辊锥面方程推导了轧辊与轧件两表面接触线上点的相对运动速度方程,借助所定义的碾轧方程,获得了轧件表面方程和接触线方程[4]。
以上研究都基于PSW轧制时忽略碾轧角且假设轧辊与轧件间不存在切向滑移得出轧辊棍形曲线,而在轧制过程中轧辊和轧件间必定存在一定的切向滑移,要使轧件在轧制过程中不发生转动,必须考虑此客观存在的切向滑移量,只有轧件不转动才能消除出料转动,为连轧生产提供条件。本文在应用立体解析几何法建立轧辊曲面数学模型的基础上,考虑轧辊与轧件间存在一定切向滑移量,采用黄金分割法在MatLab中二次开发出轧辊曲面自动计算程序,迭代求解保证轧件不转动的轧辊棍形曲线;并通过Pro/E建立轧辊和轧件三维模型并进行装配,证实了轧辊棍形几何尺寸的正确性,通过对轧机轧制调试试验,验证所设计的轧辊棍形在轧制过程满足轧件不转条件。
1 三辊行星轧机轧辊曲面数学模型建立
1.1 轧制三维几何模型建立
如图1所示,oG为轧件轴线,以o点为原点,以oG为x轴,根据右手法则建立全局坐标系o-xyz;将oG沿y轴平移a0得到PG1,将平面oGG1P绕PG1逆时针旋转轧机调整角θ,旋转后得到平面PG1G2B,其中B为平面PG1G2B与z轴交点,将oB沿y轴平移a0得到PB1,将平面oBB1P绕PB1顺时针旋转一角度,旋转后得到平面PAA1B1,其中A为平面PAA1B1与x轴交点,平面PG1G2B和平面PAA1B1相交于PA1,PA1与A1B的夹角为β,β定义为轧辊轴线与轧件轴线夹角即碾轧角[1],在平面PG1G2B内做o’E垂直PA1相交于点o’,o’y’与轧辊轴线PA1重合,o’x’与o’E重合,根据右手法则建立轧辊坐标系o’-x’y’z’;L为轧辊任意横截面圆心o’到P点距离,r为轧辊任意横截面圆半径,N为轧辊任意横截面圆与相应轧件横截面理论接触点(轧辊与轧件实为面接触[2]),即为轧辊横截面圆上离轧件轴线ox最近的点,η为o’x’ 绕o’y’ 轴逆时针旋转到o’N的角度,RH为接触点N所在轧件截面圆半径(即轧件半径)。ng为轧辊公转角速度(r/min),nz为轧辊自转角速度(r/min),Vzt为轧辊接触点N绕轧辊轴线自转切向速度。

图1 轧制几何模型
1.2 轧辊曲面的数学模型建立
设轧辊和轧件接触的任意点N在轧辊坐标系o’-x’y’z’中的坐标值为(x’,y’,z’),在绝对坐标系o-xyz中的坐标值为(x,y,z)。则有:
[x′y′z′1]=[xyz1][T0][R0]
(1)
[xyz1]=[x′y′z′1][R0]-1[T0]-1(2)
式(1-2)中,[T0]为N点由绝对坐标到轧辊坐标变换的平移矩阵,[R0]为N点由绝对坐标系到轧辊坐标系变换的旋转矩阵。[T0]和[R0]表达式为:
(3)
(4)
式(3)中,(xo’,yo’,zo’)为轧辊坐标轴原点o’的绝对坐标,其值由式(5)确定。式(4)中,(ux1’,ux2’,ux3’)、(uy1’,uy2’,uy3’)和(uz1’,uz2’,uz3’)分别为轧辊坐标轴o’x’、o’y’和o’z’单位矢量在绝对坐标系o-xyz中矢量表示,其值由式(6)确定。
(5)
(6)
假定任意点N位置对应角度为η(本文采用黄金分割法进行迭代求解,见流程图2b),则N点在轧辊坐标系o’-x’y’z’中的坐标由式(7)给出。

(7)
利用公式(2)、(7)和(8)计算任意接触点N所在轧辊横截圆相应轧件横截圆半径RH的值。
(8)

Vzt=2πrnz/60
(9)
(10)
在不考虑轧辊公转时,接触点N在轧辊坐标系中的速度矢量[Vx’Vy’Vz’]由式(11)给出,接触点N在绝对坐标系中的速度矢量[VxVyVz]由式(12)求出。
[Vx′Vy′Vz′]=[-Vztsin(η)0-Vztcos(η)]
(11)
[VxVyVz1]=[Vx′Vy′Vz′1][R0]-1
(12)
(13)
Vj=Vx
(14)
不考虑轧辊和轧件挤压过程中的切向滑移,要使轧件不转动应满足式(15)条件,ε为误差(无穷小量)。
(15)
考虑轧辊和轧件挤压过程中的切向滑移,定义滑动速度与接触点N绕轧件轴线的切向速度值VztH的比值为滑动系数ζ,则要使轧件不转动应满足式(16)条件。
(16)
轧制变形段轧辊起始圆位置L0迭代校正计算由公式(17)给出,轧制变形段任意接触点N轧辊横截面圆半径rb迭代校正计算由公式(18)给出,轧制精整段任意接触点N轧辊横截面圆半径rj迭代校正计算由公式(19)给出。
(17)
(18)
rj(i)=rj(i)[1+0.01(RH-RHj)/RHj]
(19)
2 MatLab求解程序及界面
2.1 轧制程序流程
本程序根据某公司定制的高铁电缆连轧生产线粗轧道次PSW为例编写,待轧铜棒毛坯直径为RH0=86mm,轧后直径为RHj=20mm。为防止轧制过程中铜棒细长出料端旋转而扭断,要求出料端铜棒转速为零,同时为保证质量,要求轧制变形段无扭转。根据现有PSW技术条件取:a0=325mm,β=50°,θ=3.2°,轧辊圆柱段即变形段起始圆半径为r0=135mm,轧辊横截面圆在轧辊轴向计算步长δy=1mm,精整段与其导程长度比Rate=1.2。采用黄金分割法迭代求解,迭代误差取ε=0.001,εj=0.0001,变形段求解滑动系数根据实际情况取ζ=0.1%。

图2 轧辊计算流程图
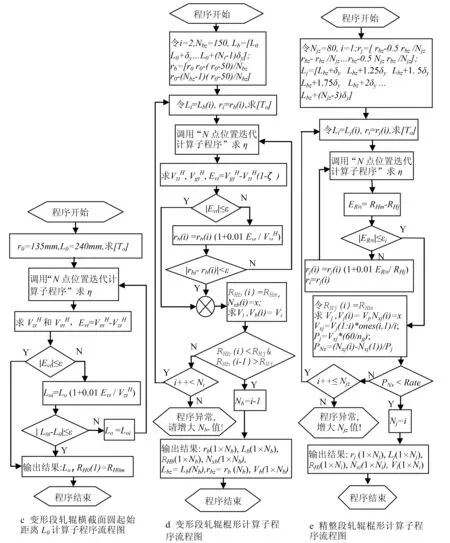
图2(续) 轧制流程图
图2a为轧制计算流程总图;图2b为理论接触点N位置迭代计算子子程序流程图,此子子程序将在流程图2c、2d和2e中被调用;图2c为变形段轧辊横截面圆到P点起始距离L0计算子程序流程图;图2d为变形段轧辊棍形计算子程序流程图;图2e为精整段轧辊棍形计算子程序流程图。
2.2 程序界面设计
参照图2计算流程,并基于MatLab可视化编程的GUI技术,开发PSW轧辊计算的人机交互应用软件,如图3所示,最后得到轧辊轮廓和轧件轮廓以及轧辊接触点进给速度等。
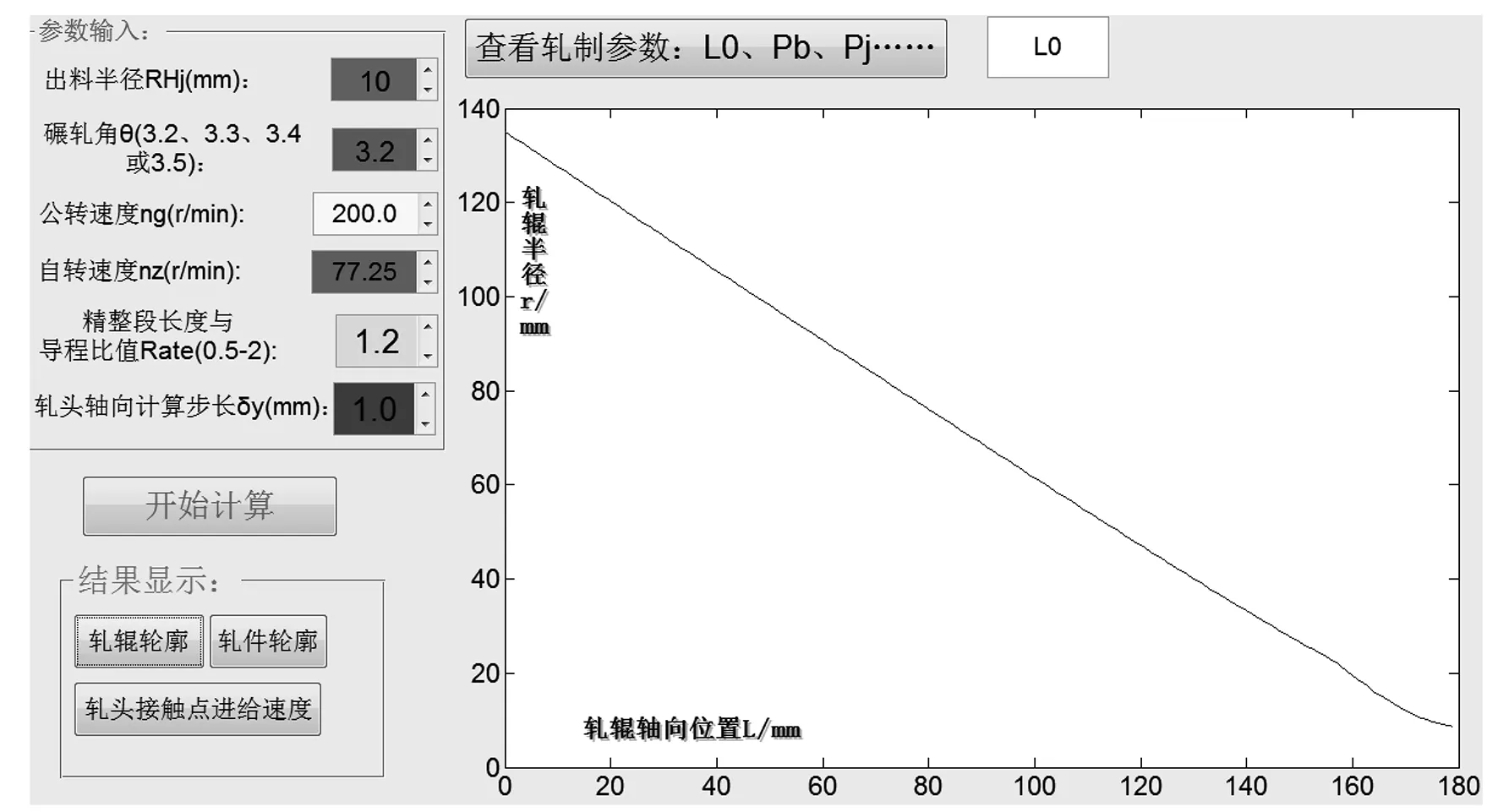
图3 PSW轧辊计算程序界面
3 轧制计算程序验证
根据计算的数据在Pro/E中建立轧辊和轧件三维模型,并进行三维装配,如图4a所示,变形段轧辊和轧件表面完全切合,精整段将轧件出料段包络很好,可证实计算程序计算出来的轧辊棍形完全正确。

图4 轧制模型
为验证轧件是否满足不转条件,此行星轧机在某公司应用于高铁电缆轧制生产线的粗轧工序。轧制调试试验过程中通过观察,轧制出料端看不出存在转动,满足后续精轧道次要求,粗轧半成品如图4b和图4c所示,没有扭转现象(图中螺纹为轧辊精整端挤压出来的导程),满足轧件不转动条件,轧辊棍形设计效果很好,本文给出轧辊棍形计算的流程与程序完全正确。
4 总结
建立PSW轧制满足轧件不旋转条件,且考虑切向滑移的轧辊曲面数学模型,基于黄金分割法设计了满足轧件不转条件的轧辊棍形计算流程;根据某公司高铁电缆粗轧条件参数,利用Matlab人工智能语言进行二次开发出轧辊棍形计算程序,得到的轧辊棍形数据;通过Pro/E建立轧辊和轧件三维模型并进行装配,验证轧辊棍形几何尺寸的正确性,通过对轧机轧制生产试验,验证轧制过程满足轧件不转条件;为PSW轧辊棍形设计计算提供了一种快捷手段。
[1]王志丹,双远华,等.四辊行星轧管机轧件不转条件[J].山西冶金,2012.03,34(3):29-30.
[2]郭佛印,郭琳.基於VB语言的三辊行星轧机轧辊精整段曲线的设计[J].有色金属加工.2012.12,41(6):39-41.
[3]倪元相.三辊行星轧机的数学模型建立[J].机械研究与应用,2008.6,21(3):88-91.
[4]张海兵,倪元相,刘晓星.行星斜轧的轧件变形区微分几何模型[J].重型机械,2007(3):49-52.
Roll-shape design of PSW based on Matlab
DAI Xiaobiao1,LIU Zhihui1,2,XU Yong1,2
(1.Department of Mechanical and Energy Engineering,Shaoyang University,Shaoyang 422000,China;2.School of Mechanical Electrical Engineering,Central South University,Changsha 410012,China)
3-Roller PSW become the best rough rolling equipment of rod,wire and tube rolling production line,because of its high efficiency,energy saving,environmental protection and its ability of rolling without spin.Mathematical model of the roller surface which meets nonrotating condition of the workpiece was established ,and roll-shape calculation process was designed under the condition of considering rolling tangential slip.Roll-shape calculation program was developed using the secondary development function of Matlab artificial intelligence language,and roll-shape data were obtained by running the program.3-D assemble model of rolling was established in Pro/E software,which confirmed the rationality of the rolller geometrical shape.Through rolling debugging test of the rolling mill,it verifies that the design of roll-shaped meets nonrotating condition of the workpiece.
Matlab;PSW; roll-shape design
1672-7010(2016)03-0076-06
2016-04-19
戴小标(1982-),男,湖南新宁人,硕士,从事CAD/CAE/CAM研究
徐勇(1984-),男,湖南新宁人,工程师,博士研究生,从事先进制造技术研究,E-mail:xuyong2927@163.com
TH132.4
A
