厦大科考船设备地脚螺栓安装精度控制
2016-12-15李灵生
张 帆 陈 胜 李灵生
(广船国际制造部)
厦大科考船设备地脚螺栓安装精度控制
张帆陈胜李灵生
(广船国际制造部)
本文详细阐述了厦大科考船地脚螺栓安装精度控制方法,针对此船地脚螺栓安装精度高、数量多等特点,进行详细的前期策划,分析了各个施工阶段可能会影响安装精度的因素,逐条进行了优化并制定详细过程控制措施。为后续此类特种船舶建造安装提供了参考。
地脚螺栓 精度控制 过程控制
0 前言
厦大科考船是一艘满足深海海洋科学多学科交叉研究需求的现代化海洋科学综合考察船,可对近海浅水区、大陆架及全球各大洋进行广泛的科学考察活动。基于此船用途因此船上后续需要安装许多科学考察设备,设备的安装靠甲板上安装的地脚螺栓来进行固定。本船共设置地脚螺栓1 568个,呈610×610 mm均匀布置,分布于主甲板、平台甲板、01甲板和02甲板。其中直径为30 mm的M12型螺栓约660个,直径为
地脚螺栓为满足设备的安装要求,其安装间距须控制在610±1.5mm范围内。对于精度要求高且安装数量大的情况,在我公司较少遇见。而且1.5 mm的公差对于船体的装配和焊接精度而言要求偏高,若不能保证安装精度将导致后续设备无法进行准确定位安装。因此在各个工序控制安装精度成为船体与分段螺栓安装工作重中之重。本文从各个阶段阐述分析过程精度控制,细化每一步的工作确保地脚螺栓的安装精度。60 mm的M24型螺栓约908个。地脚螺栓为不锈钢材质,与甲板采用普通填角焊或对接焊连接,焊材采用309不锈钢焊丝或焊条。
1 前期策划
后续施工能不能顺利进行与前期的策划密切相关。如果没有做好策划按照常规零部件进行安装,没有对各个环节进行梳理,轻则导致安装工作被动,不断出现返工,浪费人工、材料,施工成本升高,周期增长;重则导致大面积换板重新下料,影响船舶建造周期。因此认真对建造的每一个过程制定相应的精度控制措施显得十分重要。

图1 嵌入式螺柱平齐甲板非理论面
本船螺栓连接共有两种形式,一种是嵌入式螺栓平齐甲板非理论面(甲板正面),一种是嵌入式螺栓凸出甲板非理论面,具体节点见图1和图2。前期通过实验采用螺栓直接安装精度无法保证且焊接容易导致螺栓变形,因此船安装时将用实心螺柱代替螺栓,待到大合拢阶段再进行钻孔及螺纹加工。

图2 嵌入式螺柱凸出甲板非理论面
针对地脚螺栓的连接形式以及安装精度要求我们研究策划了以下几点工艺措施:①首先必须保证螺柱与肘板的组装进度,以满足安装要求;②提高下料开孔尺寸及拼板精度,使螺柱孔间距达到安装要求;③控制中合拢阶段分段建造精度,以保证甲板水平及结构垂直度;④制定工艺措施,保证组装螺柱的安装间距满足公差要求。
2 影响安装精度的因素分析
2.1组装精度
螺柱的组装直接影响后续安装精度,尺寸为100×100 mm的连接肘板下料采用光踪机下料,肘板尺寸小且存在多处折角,下料后很难保证边缘尺寸精度,如果将螺柱与肘板直接组装精度将无法满足要求。若制作一个组装工装可以使得组装之后的肘板与螺柱能达到我们的精度要求。
2.2下料与拼板
由于甲板上的安装孔在下料时已经开设,因此拼板时必须保证拼板缝两端的开孔间距。考虑等离子切割机下料时板材会存在自然坡口,拼板时拼板缝会存在一定的间隙影响安装间距,这需要对板材下料进行优化避免间隙超大,并对拼板制定相应控制措施。
2.3分段精度
分段制作精度水平直接影响螺柱的安装精度,如果分段甲板水平以及与肘板焊接的结构安装精度差,将导致螺柱安装之后存在垂直度差、间距超大等问题。因此在制作阶段时需对分段制作制定相应精度控制措施,使得分段最终精度满足螺柱的安装。
2.4螺柱组件安装精度
螺柱组件安装时前期几道工序的误差会累积到最后组件的安装阶段,如拼板后间距误差、螺柱组装时存在的误差等。我们需要控制整体螺柱间距符合公差要求,即任意相邻的四个螺柱间距都需要符合公差要求。这就需要对甲板开孔中心间距进行二次划线检查,同时做好螺柱安装时螺柱间距的实时检查和修正。
3 制定精度控制措施

图3 安装螺柱与连接肘板工装
3.1螺柱组装精度控制
根据螺柱与肘板的连接形式和尺寸类似性的特点,可以制作一专用工装保证肘板与螺柱的安装精度。根据连接肘板与螺柱的连接形式,制作的工装应满足以下几点要求:①保证连接肘板垂直于螺柱;②保证连接肘板板厚中心剖面过螺柱中心线;③控制螺柱与连接肘板的相对高度;④工装要有足够的强度,不会因装配电焊时因连接肘板受力而变形。根据以上几点要求设计出如图3所示的工装。工装制作要求如下:a.工装采用尺寸为150×150×30 mm的不锈钢钢板,采用机加工方式进行制作;b.根据螺柱的外径尺寸Φ+0.5mm进行开孔,深度小于25 mm。用以保证螺柱垂直度和起固定螺柱作用;c.开设连接肘板安装卡槽位,深度等于螺柱开孔深度减肘板与螺柱的高度差,宽度比肘板板厚大0.5 mm,以保证连接肘板与螺柱的高度差;d.在距螺柱开孔50 mm处的开槽位两侧安装两不锈钢立方体,用以保证连接肘板的安装垂直度,不锈钢立方体距螺柱距离50 mm便于组装时焊接连接肘板与螺柱。
3.2下料拼板精度控制
由于甲板上的安装孔在下料时已经开设,因此拼板时必须保证拼板缝处的开孔间距。考虑等离子切割机下料时板材会存在自然坡口,拼板时拼板缝会存在一定的间隙。因此在下料时要求对拼板缝断口单件板多修割1 mm,以保证拼板时开孔间距能保证在公差范围内。
在对甲板进行拼板时,首先检查来料每件板幅的平整度。对于板材平整度不符合要求的需要进行矫正后方可进行拼板。拼板时检查板缝处开孔间距保证跨板缝两孔之间的间距为611 mm,用以抵消拼板缝焊接时的焊接收缩量。同时检查垂直于拼板缝方向上安装孔的直线度,保证开孔在拼板缝方向没有错位。
在拼板时需规范作业流程以保证拼板完成后甲板的平整度。为此我们提出以下要求:①引熄弧板规范安装,并且采取压铁、槽钢、七字码或卡码尖平等方式保证与平台固定好,防止板缝端部上翘变型;②认真做好焊前清渣除锈等准备工作,控制拼板间隙,避免焊缝出现缺陷而导致返修;③拼板后的板幅适当保留端部加强,防止转运过程中产生变形。
3.3中合拢分段制作精度控制
螺柱在分段制作完成出胎之后进行安装,这就需要在制作时控制球扁钢安装的垂直度以及甲板的水平度。在控制球扁钢安装垂直度方面作出以下要求:①在进行球扁钢装配作业时需用新直角卡尺检查球扁钢的装配垂直度;②在进行球扁钢角焊缝焊接过程中应用角焊机在球扁钢两侧同时烧焊,同时应控制好焊接的电流电压。减少焊接引起的角变形;③完成角焊缝焊接后需要用直角尺重新核查球扁钢垂直度。在控制甲板平整度方面要求:①需严格按照胎架图进行布桩;②甲板断口以及部分开孔周围需进行槽钢保型加强;③结构与甲板的角焊缝焊接时应控制焊接电流电压减少变形;④分段出胎后需对甲板进行背烧退火处理,对于局部变形的需要进行火工矫正。
3.4螺柱组件安装精度控制
分段出胎后螺柱组件安装的精度的控制关系着最终的精度效果。如果在这个阶段没有得到有效控制则将导致需要更换螺柱的返工,而这很可能伤及甲板板材,造成甲板的局部换板。这不仅浪费了大量的人力物力,而且严重影响了分段的制作周期,间接影响了分段后期上船台的进度。因此在这个阶段安装每一个螺柱都必须核对其相邻螺柱间距是否满足精度要求。
3.4.1甲板开孔中心修正
分段完工出胎后严格按照分段堆放工艺进行放置,避免因堆放不合理而影响甲板的水平度。甲板上已开孔的开孔间距在下料时放有1mm的补偿量,螺柱开孔间距为611 mm。现场需要对开孔中心按照610 mm的开孔间距进行二次划线,这会出现新的开孔中心线与甲板上已开孔的中心存在一定的偏差,需要按照新的划线修正原有的开孔。为减少对开孔的修正工作,二次划线的基准需从甲板开孔区域的中间选横纵各一列开孔的中心线作为基准,按照610 mm的间距往首尾、两侧划线。划线时应注意现场弹线的宽度不能过粗、间距不能过大,尽量减少划线导致的误差。对于部分开孔中心与二次划线中心存在偏差时,现场对开孔边缘进行修正时不能采用气割的方法进行修正,应用圆头打磨机进行打磨修正。避免过度修割开孔边缘从而增加后续焊缝宽度。
3.4.2螺柱组件安装
经过仔细的研究对嵌入式螺栓凸出甲板非理论面这种形式,通过制作另一专用工装来提高安装效率和精度。具体如图4所示工装。

图4 螺柱安装工装
该组装工装有以下几个特点:①利用4个间距为610 mm的螺柱套管,保证螺柱组件安装时的间距;②为保证使用过程中保持610 mm的间距,在直角位增加斜撑保证强度;③螺柱突出甲板部分使用工装时需要倒装,为增加现场使用的便利,在支撑臂上增加磁铁用于吸附在甲板面,便于现场操作。
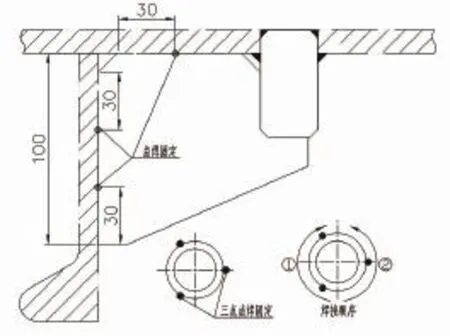
图5 装配焊接示意图
对于嵌入式螺栓平齐甲板非理论面这种形式该工装不适用,需要现场逐一进行安装,这需要在装配和电焊时时刻检查螺柱中心间距。在进行螺柱装配作业时应注意以下几点:①安装时用直角尺检查螺柱的垂直度;②保证螺柱中心与甲板上二次划线的中心重合;③在对螺柱进行电焊时需要在螺柱四周对称进行电焊固定,避免螺柱发生偏移;④检查螺柱与甲板的节点是否满足要求。焊接过程中应配备直角尺便于边焊接边检查螺柱垂直度,同时在甲板非结构面应检查螺柱中心的偏移情况,发现中心偏移的应及时调整焊接位置纠正焊接变形。见图5。
4 实施
通过以上的策划,在后续的施工过程中严格按照制定的精度控制措施进行施工,目前在中合拢阶段六百余个螺柱已顺利安装完成。在这个过程中无论是从下料还是到最后的装配电焊都积累宝贵的经验,为后续大合拢的安装提供了参考。
5 结束语
科考船上如此多地脚螺栓的安装,且精度要求高,这对于船厂而言是一个挑战。采用实心螺柱能安装成功,为我们后续建造其它特种船舶提供了宝贵的经验,在中合拢阶段完成毫米级精度控制,证明中合拢在精度控制方面向前迈进了一步。
[1]《船体工艺手册》(修订本),黄浩主编,国防工业出版社;
[2] 中国船级社CCS [钢质海船入级及建造规范](2001)第
10.3969/j.issn.2095-4506.2016.03.007
张 帆(1972--),男,工程师,船舶建造。陈 胜(1985--),男,助理工程师,船舶建造。李灵生(1980--),男,工程师,船舶建造。
(2016-1-7)
