高直臂小间距等厚板材零件步进式冲锻工艺
2016-12-13王可胜
王可胜 韩 豫
宁波工程学院,宁波,315336
高直臂小间距等厚板材零件步进式冲锻工艺
王可胜 韩 豫
宁波工程学院,宁波,315336
针对高直臂小间距、不能展平的等厚板材零件,提出了步进式冲锻成形工艺。该工艺先通过冲压成形零件的大间距两直臂,然后通过若干次弯曲工步来缩小两直臂间距直至达到目标值。每次弯曲成形后对工件弯曲变形部位需进行冷锻平整,选择合理的工步数是保证冷锻过程中不出现材料重叠、起皱或破裂等现象的关键。建立了流线型弯曲的数学模型,通过该模型得到每个弯曲工步极限图。采用数值模拟结合试验的方法获得了无工艺缺陷的产品,产品性能优良,生产效率高。该步进式冲锻工艺为成形高直臂小间距等厚金属板材零件提供了新途径。
冲锻成形;等厚;步进式;弯曲;直臂
0 引言
金属板料冲锻成形工艺结合了冲压与锻造技术的特点,是近年来发展起来的金属近净成形新工艺。该工艺适用于成形壁厚差较大的零件[1-3]。自20世纪90年代日本学者提出冲锻成形工艺以来,国内外学者开展了大量的研究。Tan等[4]先挤压成形具有局部增厚的板坯,然后弯曲形成制品形状。Sheng等[5]首先通过温热弯曲得到平底碗形件,再对底部进行变薄热挤压,挤出带底部薄壁圆环特征的镁合金试件的同时也增加了侧壁高度。王新云等[6-7]对金属板材以冲压工序成形出空间形状,并在需要的部位储备金属,随后在锻造工序中对该部位压缩增厚,从而得到大厚差的零件。Wang等[8]运用压缩拉深冲锻工艺成功制造出带有实心凸柱的圆筒形件,通过在凸柱所在的毛坯面润滑而另一面不润滑,极大地减小了成形力。张士宏等[9-10]分析了盒形件成形过程中凸柱背面吸孔、凸柱顶部填充不满以及侧壁厚度不均匀等缺陷产生的原因。Chen等[11-12]研究了镁合金冲锻成形过程中工艺参数、模具形状对凸柱成形的影响规律,制定出判断吸孔产生的准则。综上所述,冲锻工艺主要应用于成形局部增厚或减薄的板材零件。
本文的研究对象是高直臂小间距的等厚板材零件,即整个零件的厚度处处相等,但零件两直臂的高度之和大于两直臂间距,从而不能展平。对于这类等厚板材类零件,目前主要采用铸造工艺或传统冲压结合焊接工艺来制造,但这些工艺的应用局限性较大,如铸造工艺不能用来成形厚度太薄的零件,而采用焊接工艺得到的零件表面有熔接痕,且质量稳定性不高。为此,本文提出了一种适用于高直臂小间距等厚板材类零件的步进式冲锻成形新工艺,该工艺既可以保证成形的零件等厚,还可避免因铸造和焊接等导致的工艺缺陷,具有广阔的应用前景。
1 步进式冲锻工艺方案
1.1 高直臂小间距等厚板材零件成形传统工艺
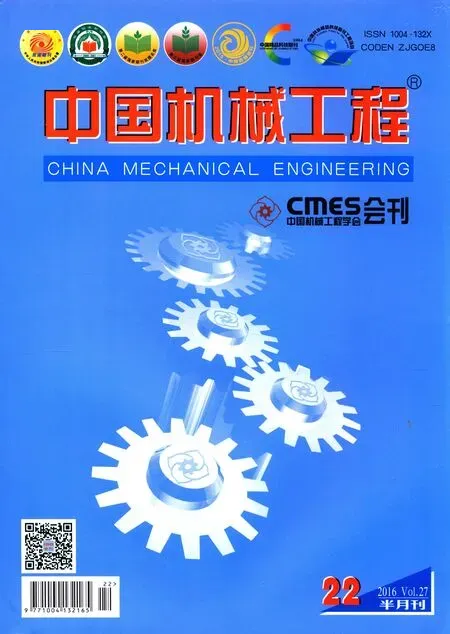
常见的高直臂小间距等厚板材零件的简化零件如图1所示,该零件的主要成形区域是两个直臂。为保证磁力线均匀分布,同时也使两直臂具有足够的强度,要求直臂厚度与板坯厚度相同,均为1 mm。该零件除了具有等厚的特点外,从图1中还可以发现该零件的直臂高度(8 mm)较高,两直臂高度之和(16 mm)大于两直臂间距(10 mm),两直臂不能展平,因而无法通过传统冲压工艺来成形。
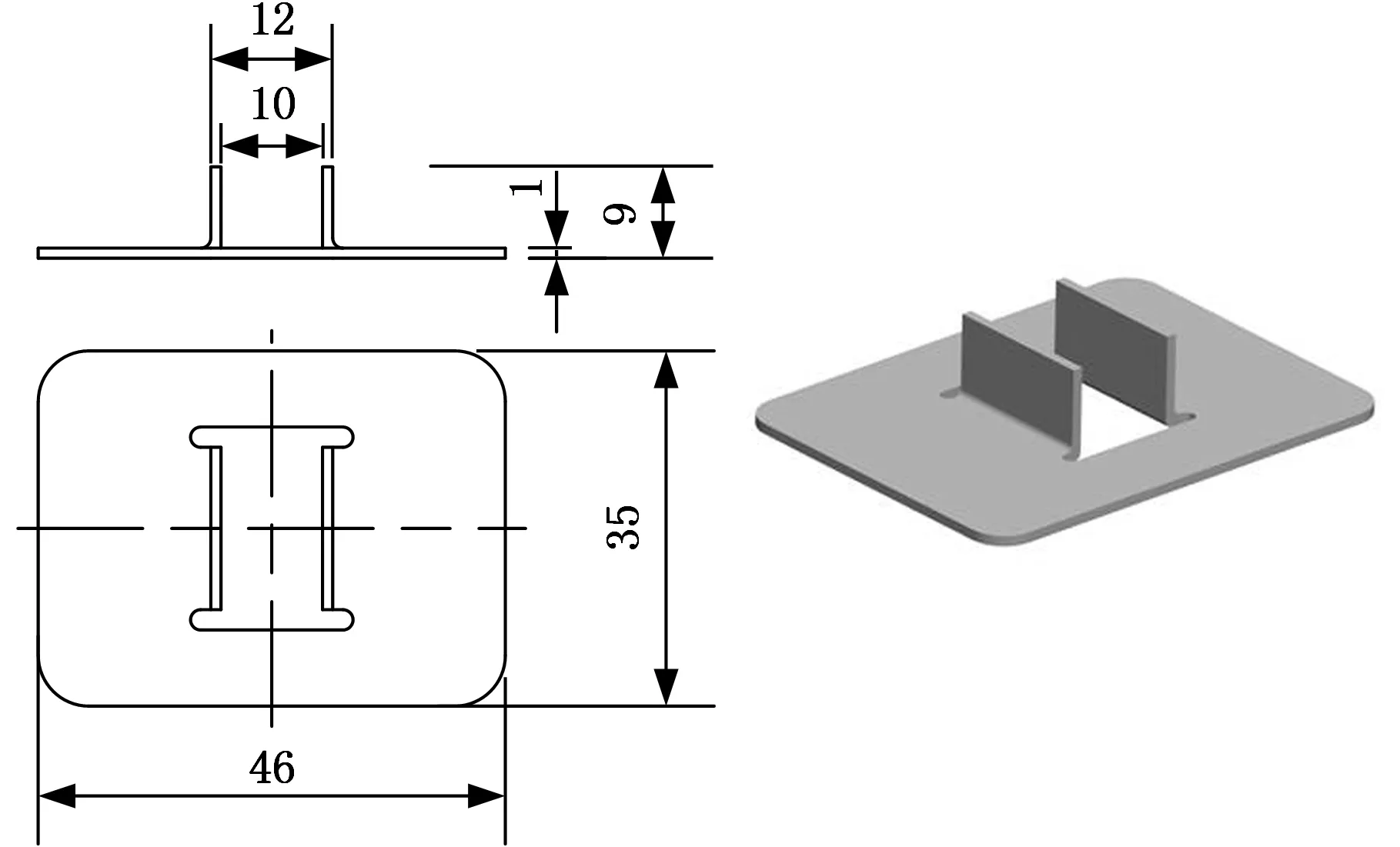
图1 常见高直臂小间距等厚板材零件示意图
对于此类高直臂小间距等厚板材零件的成形,现有的工艺是将零件等分为两半,每半件各包含一个直臂,该直臂可以采用冲压工艺成形获得。然后将两个半成品放于专用夹具上,采用焊接工艺将其成形为一个完整的零件。对于焊接留下的焊缝及熔接痕,通过打磨和抛光等后续工序来修整。但是考虑到焊接过程中会不可避免地带来缺陷,同时焊接的局部热输入导致零件局部发生热胀冷缩,影响零件的尺寸精度,因此,采用该工艺得到的产品合格率不高,且生产效率也较低。
1.2 高直臂小间距等厚板材零件步进式冲锻工艺
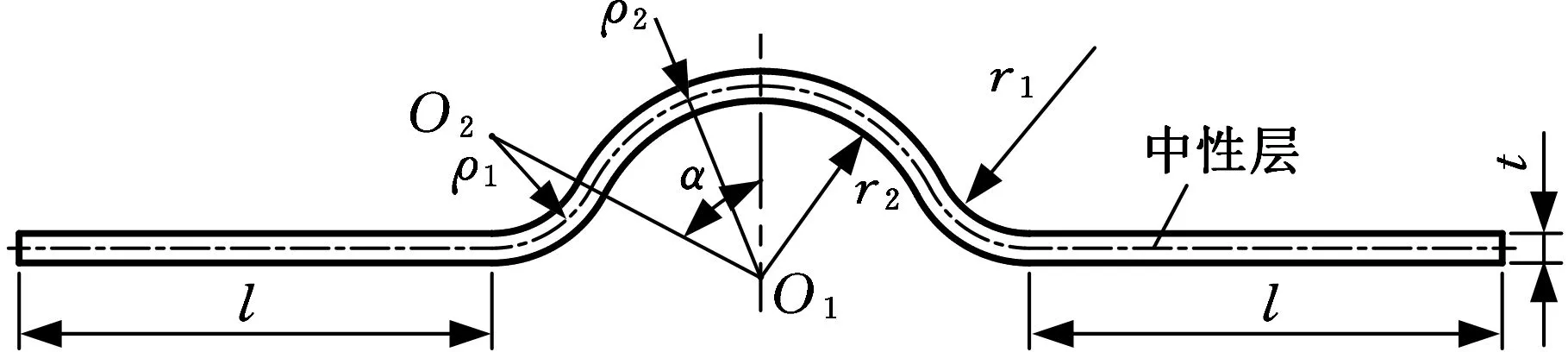
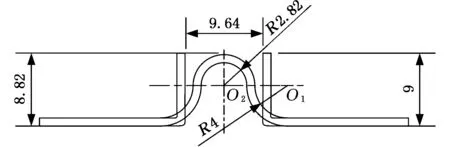
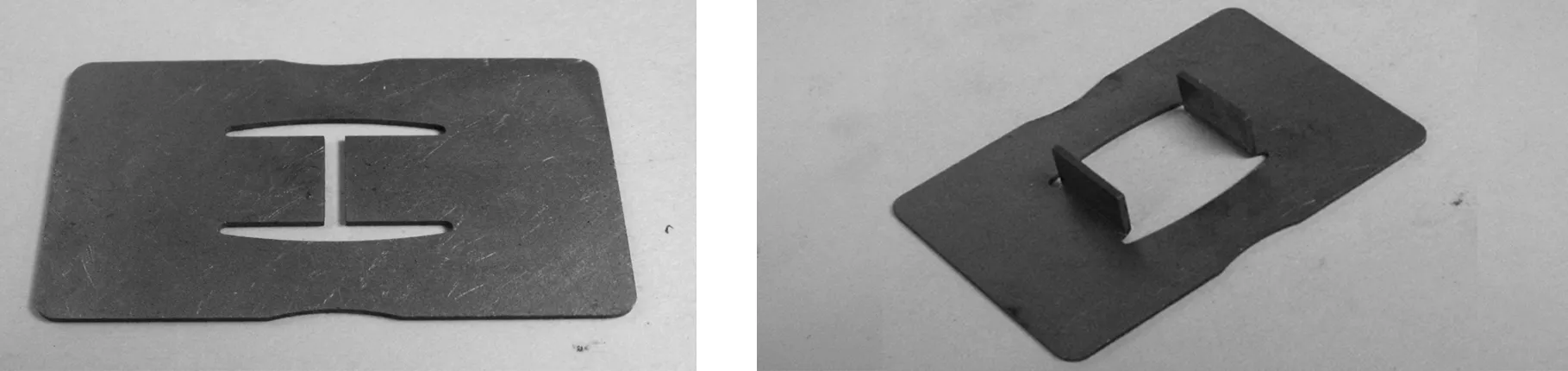
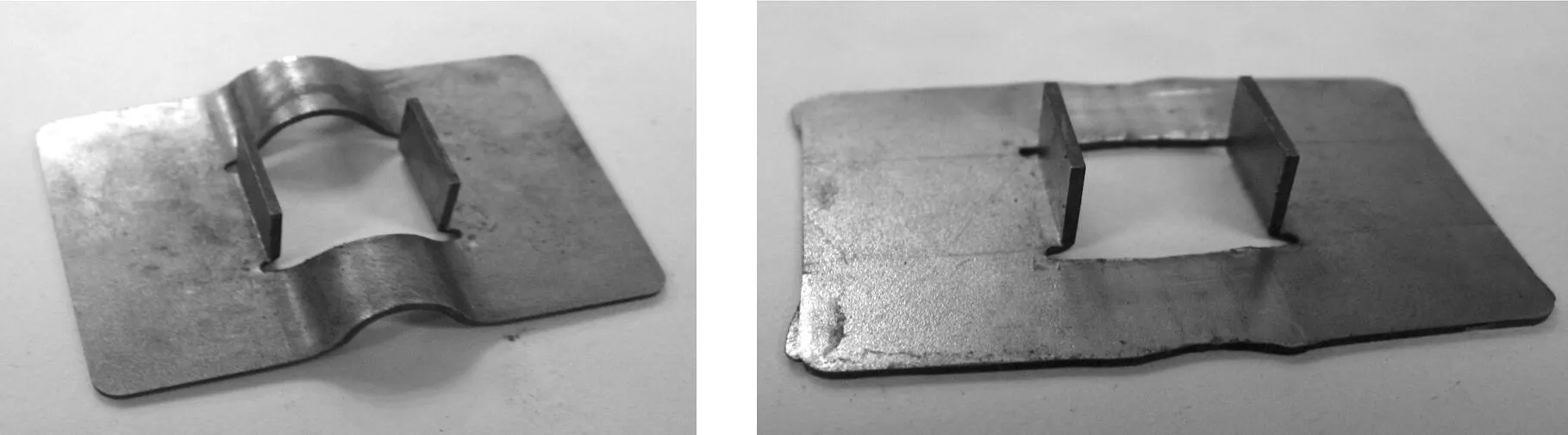
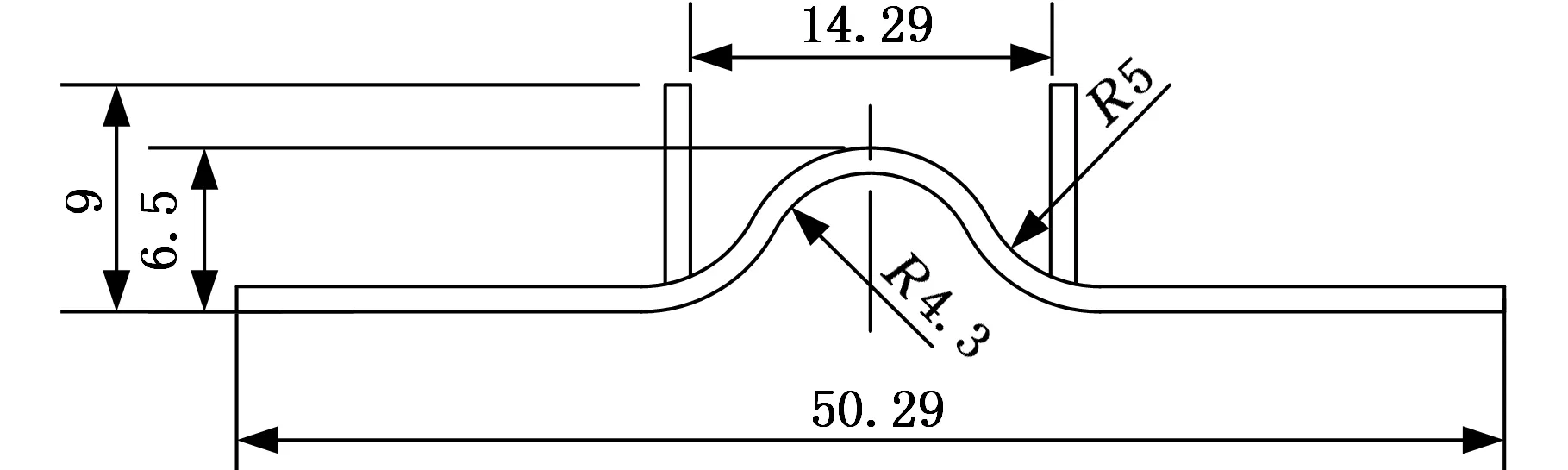
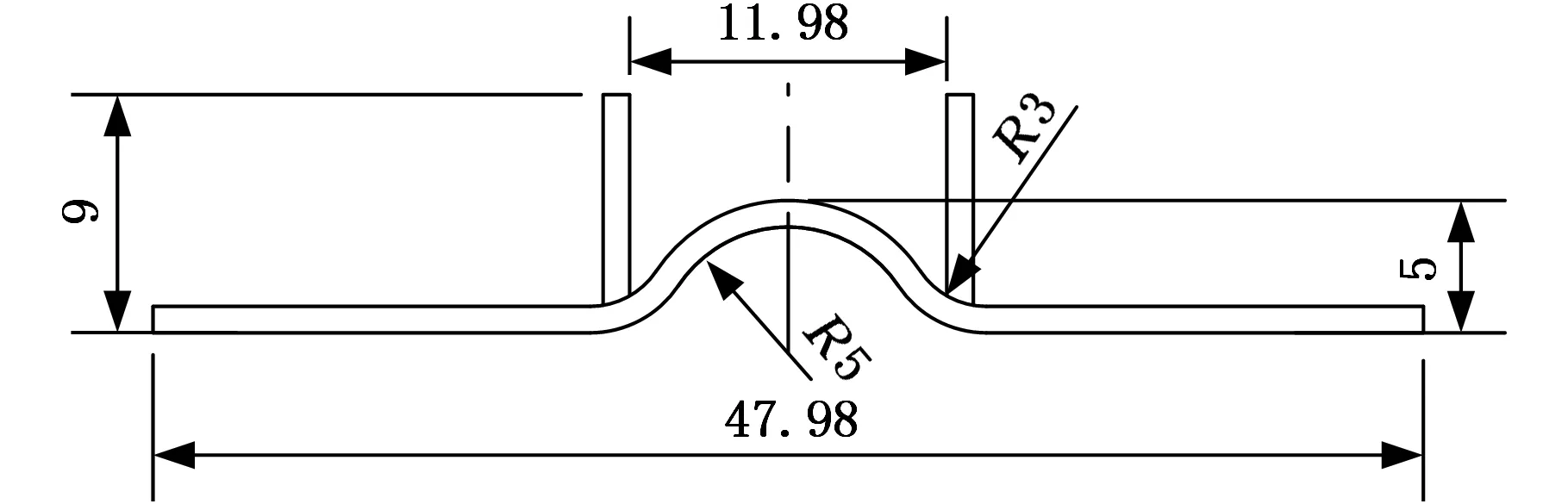
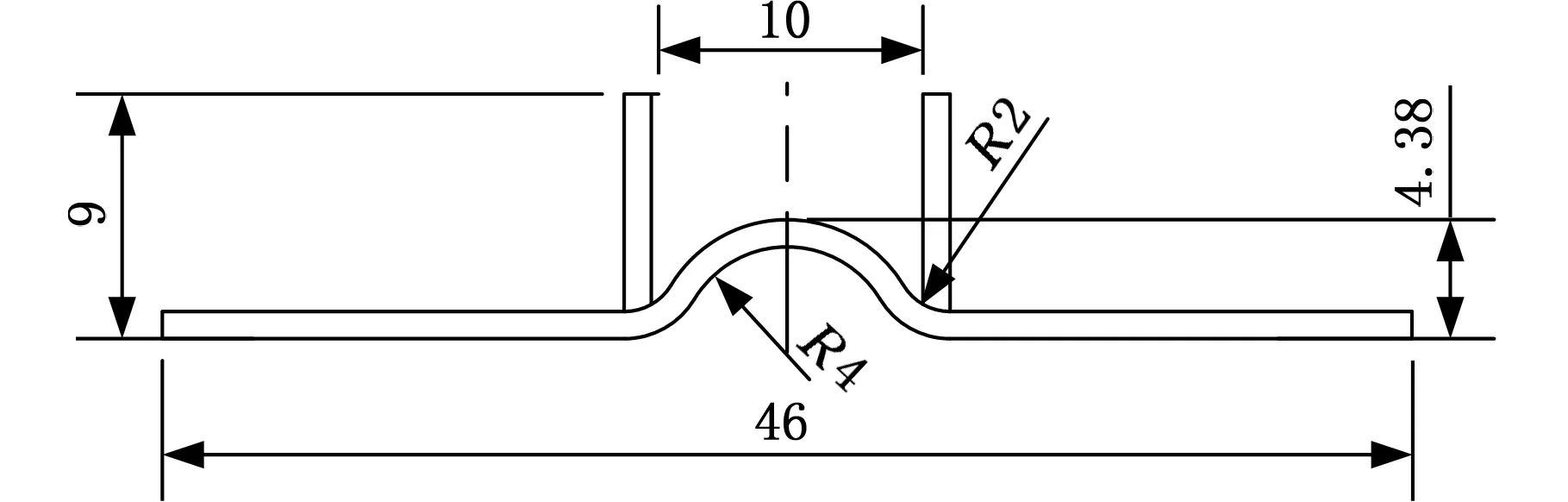
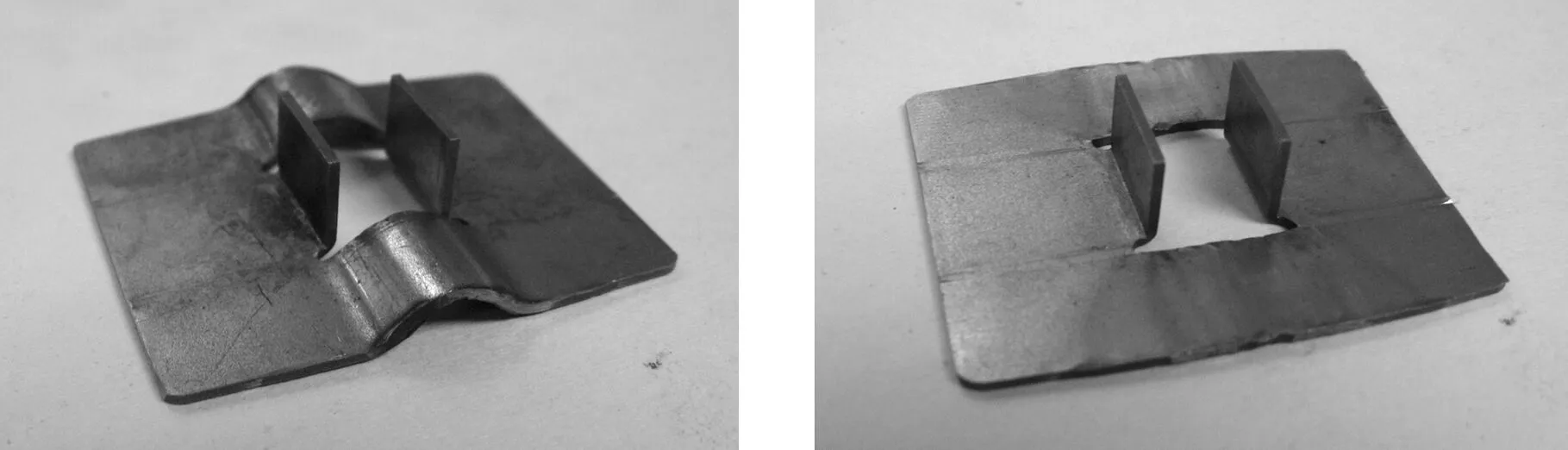
根据前文分析,要想将上述零件的两直臂展平而不发生干涉,只能增加两直臂的间距。当两直臂间距从10 mm增至18 mm时,展平后不再发生干涉(图2a),此时可以直接采用冲压成形两直臂,得到图2b所示的工件。而接下来需要解决的问题则是如何使两直臂的间距从18 mm减小至10 mm。解决该问题的思路如下:对图2b所示工件的两直臂之间的区域使用弯曲工艺,使两直臂间距减小至d1(10 mm (a)扩大间距展开图(b)扩大间距后成形图 (c)第一次弯曲示意图(d)第一次冷锻示意图图2 步进式冲锻工艺 通过步进式弯曲工艺来缩短高直臂小间距等厚类零件的两直臂间距,需要考虑两个关键问题:①合理弯曲模具形状的设计,如果设计不当,会在后一步的冷锻成形中出现材料重叠、断裂等工艺缺陷;②合理确定弯曲次数,弯曲次数越多意味着后续的冷锻平整次数也越多,而多次冷锻成形会使材料发生严重加工硬化,可能会使零件的冷锻部位因反复变形而发生开裂。此外,过多的工步会使模具制造成本高昂,因此,在保证无工艺缺陷的前提下,应使每次弯曲后两直臂间距尽可能小,从而减少后续弯曲和冷锻次数。 2.1 弯曲数学模型 为了解决上文的工艺缺陷难题,根据多次实验结果,步进式弯曲应采用流线型弯曲模,其中弯曲部分采用圆弧相切过渡,如图3所示。模具弯曲部分两个过渡圆弧内径分别为r1和r2,对应的中性层半径分别为ρ1和ρ2,两者对应的圆心分别为O1和O2,O1、O2的连线与中心轴线的夹角为α,两边不发生弯曲变形部分的长度均为l,板材初始长度为L,板厚为t。根据板材弯曲前后应变中性层长度保持不变,可得 (1) 图3 流线型弯曲模型 在金属板材弯曲状态下,中性层半径与弯曲内径有如下关系: ρ=r+xt 其中,x为弯曲中性层位移系数。因此,式(1)可写成 (2) 2.2 第一次弯曲 2.2.1 弯曲极限计算 在保证无工艺缺陷的前提下,弯曲后两直臂的间距越小,所需总弯曲工步数就越少,生产效率就越高。根据图3,当r1+r2取最小值时,得到的两直臂间距最小,此时达到弯曲极限。 在式(2)中, 0<α≤90°,l=15 mm,L=54 mm。则当α=90°时,O1、O2的连线为水平线,与X轴平行,O1O2的距离为r1+r2+1,从图3中容易得出,α=90°时O1O2的距离最短,因而r1+r2达到最小值,有 (r1+r2)min=7.64-x1t-x2t (3) 本例中,若取r1=4 mm,通过查文献[13]中的表4-4可知,中性层系数x1=0.42,x2=0.4,则相应的r2=2.82 mm,由此得到的第一次弯曲极限如图4所示。 图4 第一次弯曲极限 2.2.2 有限元分析 图4中的弯曲高度8.82 mm为弯曲极限高度,对应的两直臂间距为9.64 mm。如果在此极限高度下获得的弯曲样品在后续冷锻工艺中不出现材料重叠、起皱等工艺缺陷,则实现两直臂间距10 mm仅需一次弯曲工步即可,因此,接下来需要研究的问题是,极限弯曲状态下成形的工件在后续冷锻工艺中是否会出现工艺缺陷。 为减少试验成本,通过数值模拟来研究冷锻成形过程。考虑到模型的对称性,取工件的1/4为研究对象,板材冲锻属于体积变形,弹性变形很小,可忽略,采用刚塑性有限元模型进行数值模拟。摩擦类型采用剪切摩擦类型,除坯料外模具均采用刚体,坯料采用厚度t=1 mm的冷轧板。结果显示,当弯曲高度达极限值8.82 mm时,无法避免上述工艺缺陷,只有当弯曲高度减小至6.5 mm,对应的r1、r2分别为5 mm和4.3 mm时,冷锻工艺缺陷才能完全消除。 2.2.3 试验验证 为了验证数值模拟的可靠性,设计了一套试验模具,相关参数与数值模拟模型完全相同。考虑到试验中凸模、凹模种类较多,需要经常更换凸模和凹模,为了节省时间,凸模、凹模设计成快换结构。流线型弯曲凸模设计成快换镶块,通过螺栓自下而上将该镶块紧固在上固定板上;凹模也设计成快换镶块,通过螺栓自上而下紧固在下固定板上。只要卸下螺栓就能更换凸模、凹模,无需拆模,极大地节约了试验时间。初始坯料如图5a所示,坯料设计了工艺缺口,锻平弯曲处时多余材料将流向该缺口,从而减少了去除溢出多余材料的工步。首先通过冲压工艺成形两直臂(图5b);然后对两直臂之间部分进行弯曲成形(图5c)来缩小两直臂间距;当弯曲高度为6.5 mm时,进行冷锻平整后得到的样品没有出现任何工艺缺陷(图5d),与模拟结果相吻合。 为了保证冷锻工艺中不产生缺陷,工件的弯曲高度从极限值8.82 mm减小至6.5 mm,相应地,工件的两直臂间距也从极限状态下的9.64 mm增大至14.29 mm,如图6所示,超过了目标间距10 mm。因此,一次弯曲尚不能获得符合要求的零件,还需进行第二次弯曲。 (a)坯料 (b)冲压 (c)弯曲(第一次)(d)冷锻平整(第一次)图5 第一次弯曲、冷锻试验 图6 第一次弯曲模型(无缺陷) 2.3 第二次弯曲 对第一次弯曲锻平后的工件进行第二次弯曲,其过程与第一次完全类似,首先计算得到图7所示的第二次弯曲极限,此时工件的弯曲极限高度为7.66 mm,对应的两直臂间距为7.32 mm。同理,尽管第二次弯曲后工件的两直臂间距可满足目标间距10 mm的要求,但仍需研究是否会在后续冷锻工艺中出现缺陷。通过数值模拟结合试验(图8)发现,当弯曲高度减小至5 mm,对应的r1、r2分别为3 mm和5 mm时,在冷锻成形中不会出现工艺缺陷,但此时对应的两直臂间距将增大至11.98 mm,仍超过目标间距10 mm,如图9所示。因此,还需要进行第三次弯曲。 (a)弯曲(第二次) (b)冷锻平整(第二次)图8 第二次弯曲、冷锻试验 图9 第二次弯曲模型(无缺陷) 2.4 第三次弯曲 按同样的方法进行第三次弯曲数值模拟和试验。当控制弯曲高度为4.38 mm,对应的r1、r2分别为2 mm和4 mm时(图10),两直臂间距最终达到目标间距10 mm且无工艺缺陷,如图11所示。 图10 第三次弯曲模型(无缺陷) (a)弯曲(第三次)(b)冷锻平整(第三次)图11 第三次弯曲、冷锻试验 (1)本文提出了步进式冲锻成形工艺,解决了对于高直臂小间距等厚金属板材零件只能通过铸造或普通冲压结合焊接成形、产品合格率和生产效率均不高的问题,拓展了冲锻成形的应用领域。 (2)通过设计流线型弯曲模具,借助弯曲工艺缩短两直臂间距。控制合理的工步数,保证成形的零件无工艺缺陷。 (3)采用步进式冲锻工艺可实现高直臂小间距等厚类零件的净成形,零件力学性能优良,良品率高。 [1] Jin Junsong,Xia Juchen,Wang Xinyun,et al. Die Design for Cold Precision Forging of Bevel Gear Based on Finite Element Method[J]. Journal of Central South University of Technology,2009,16(4):546-551. [2] Sun Cheng,Zhang Shihong,Tang Weidong,et al. Press Forging of Magnesium-alloy Notebook Case with Complex Geometry[J]. Materials and Manufacture Processes,2010,25 (7):534-538. [3] Zhao Zhen,Zhuang Xincun,Xie Xiaolong. An Improved Ductile Fracture Criterion for Fine-blanking Process [J]. Journal of Shanghai Jiaotong University,2008,13 (6):702-706. [4] Tan C J,Mori K,Abe Y. Forming of Tailor Blanks Having Local Thickening for Control of Wall Thickness of Stamped Products[J]. Journal of Materials Processing Technology,2008,202 (1/3):443-449. [5] Sheng Z Q,Shivpuri R. A Hybrid Process for Forming Thin-walled Magnesium Parts[J]. Journal of Materials Processing Technology,2006,428 (1/2):180-187. [6] 王新云,欧阳坤,夏巨谌,等. 冲锻成形过程弯曲增厚工艺的有限元分析[J]. 锻压技术,2009,34 (4):73-78. Wang Xinyun,Ouyang Kun,Xia Juchen,et al. FEM Analysis of Drawing-thickening Technology in Stamping-forging Hybrid Process[J]. Forging & Stamping Technology,2009,34 (4):73-78. [7] 王新云,夏巨谌,陈志明,等. 板冲锻成形新工艺及其在轿车飞轮盘加工中的应用[J]. 塑性工程学报,2008,15 (4):180-184. Wang Xinyun,Xia Juchen,Chen Zhiming,et al. Application of a New Sheet Stamping-forging Hybrid Technology in the Forming of Flying Wheel Panel of Car[J].Journal of Plasticity Engineering,2008,15 (4):180-184. [8] Wang Z G,Yoshikawa Y,Osakada K. A New Forming Method of Solid Bosses on a Cup Made by Deep Drawing[J].CIRP Annals-Manufacturing Technology,2013, 62 (1):291-294. [9] 张士宏,周丽新,王忠堂. 板材零件局部体积成形技术研究[J]. 塑性工程学报,2008,15(2):31-36. Zhang Shihong,Zhou Lixin,Wang Zhongtang. Research on Local Bulk Forming of Sheet Metal Parts[J]. Journal of Plasticity Engineering,2008,15(2):31-36. [10] Zhang Shihong,Zhang Gang,Xu Yongchao,et al. Press Forging of Magnesium Alloy AZ31 Sheets[J]. Materials Science Forum,2007,539/543:1753-1758. [11] Chen F K,Huang T B,Wang S J. A Study of Flow-through Phenomenon in the Press Forging of Magnesium-alloy Sheets[J].International Journal of Advanced Manufacturing Technology,2007,187/188:770-774. [12] Chen F K,Huang T B,Chen S G. Embossment Formation in Press Forging of AZ31 Magnesium-alloy Sheets[J]. International Journal of Advanced Manufacturing Technology,2007,32 (32):272-279. [13] 魏春雷. 冲压工艺与模具设计[M]. 北京:北京理工大学出版社,2007. (编辑 陈 勇) Stepping Press Forging Process for Uniform Thickness Parts of Sheet Metal with High Straight Arm and Small Spacing Wang Kesheng Han Yu Ningbo University of Technology,Ningbo,Zhejiang,315336 Stepping press forging(SPF) process was proposed to form parts with high straight arms and small spacing, which could not be formed by normal stamping because the interferes would happen when the straight arms were expanded before stamping. Parts with large space straight arms were formed by stamping initially and then by using several bending steps to narrow the distance between the two straight arms to the target value. Cold forging should be used after every bending step to flat the bending area and it was important to select the reasonable stepping coefficients to avoid the overlap, wrinkling and cracking during cold forging. Bending limit diagrams for every bending step were obtained based on the mathematical model of streamline bending. Numerical simulations together with experiments were used to determine the stepping coefficients with no process defects. The SPF process is a new way to form such parts which have excellent performance and high productivity. press forging; uniform thickness; stepping; bending; straight arm 2016-01-18 国家自然科学基金资助项目(51405249);浙江省自然科学基金资助项目(LQ14E050002);宁波市自然科学基金资助项目(2015A610103,2014A610079) TG386 10.3969/j.issn.1004-132X.2016.22.020 王可胜,男,1971年生。宁波工程学院机械工程学院副教授、博士。主要研究方向为精密塑性成形工艺。韩 豫,男,1983年生。宁波工程学院机械工程学院副教授、博士。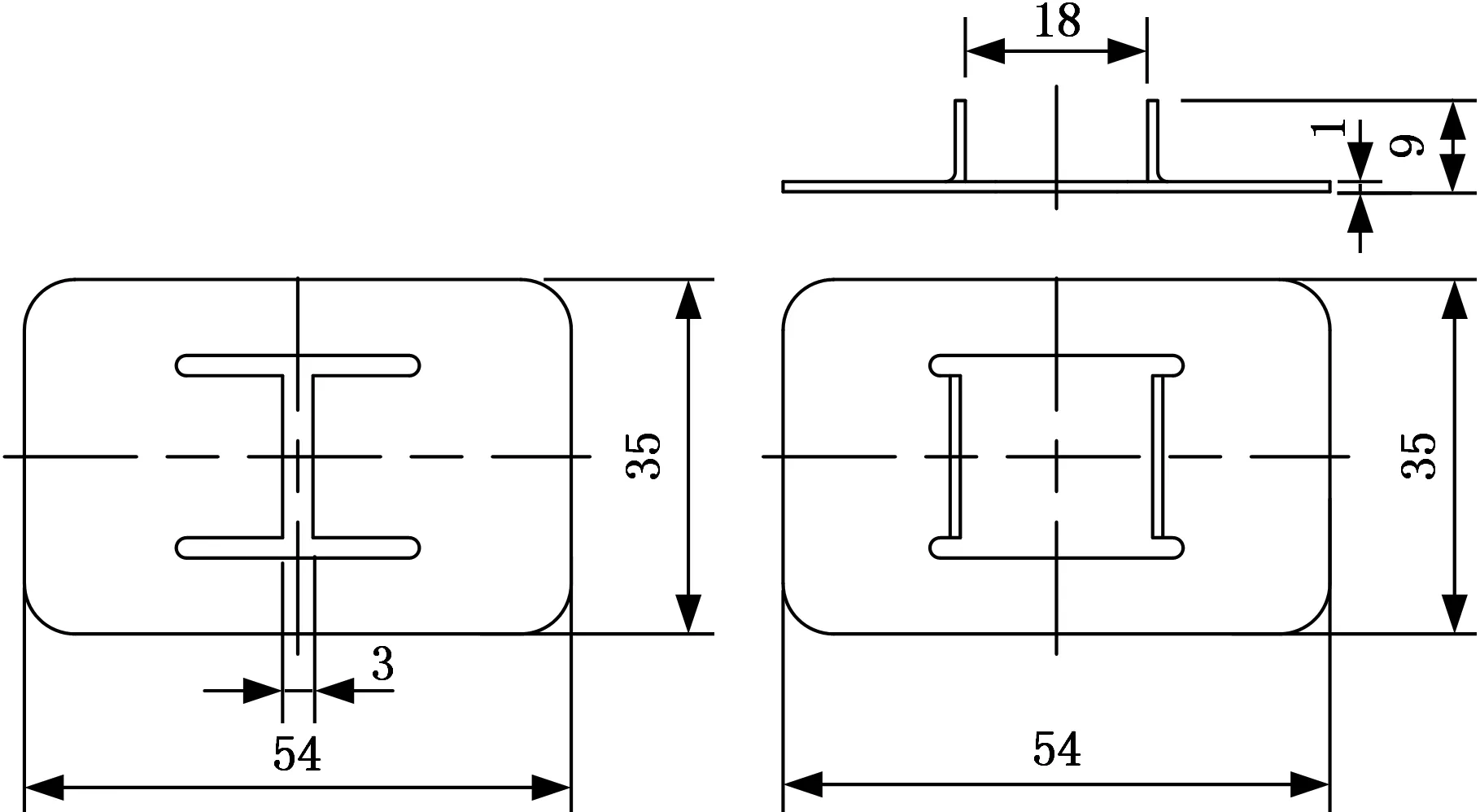
2 步进式冲锻工艺分析

3 结论