木材加工废水沼气化处理可行性研究
2016-12-12李淑兰梅自力杨红男
李淑兰 , 梅自力 , 杨红男
(1.农业部沼气科学研究所, 成都 610041;2. 农业部农村可再生能源开发利用重点实验室, 成都 610041)
木材加工废水沼气化处理可行性研究
李淑兰1,2, 梅自力1,2, 杨红男1,2
(1.农业部沼气科学研究所, 成都 610041;2. 农业部农村可再生能源开发利用重点实验室, 成都 610041)
文章针对木材蒸煮废水有机物浓度高这一特点,探索性地利用沼气化处理模式对木材蒸煮废水进行处理研究。结果表明,该废水可生化性较差。但是从COD降解效果来看,降解率能达到70%;从产气潜力分析,1 kgCOD大约能产0.316 m3的沼气, 且沼气中甲烷含量为58.18%左右;可见,木材加工废水的沼气化处理方法是行之有效的。
木材加工废水;沼气;厌氧处理
1 木材加工废水的处理现状
随着木材加工行业的不断发展,木材加工废水已经成为我国工业废水主要污染源之一。其中木材加工过程中蒸煮工艺段产生的蒸煮废水是木材加工废水的主要废水来源,蒸煮废水属于高浓度有机废水,其水量大,色度高,木质素含量高,废水的可生化性能差,直接排入水体会对水体造成严重的污染。为了解决这一难题,国内外有些学者采用物理方法[1]、生物方法[2]进行了试验研究,但是对原木蒸煮废水的处理至今国内外尚无成熟可靠的方法以及相关文献报道,因此对深入研究木材加工废水的处理办法迫在眉睫。笔者研究从木材蒸煮废水有机物浓度高这一特点出发,探索性地研究木材蒸煮废水的沼气化利用,为该类废水的处理方式寻求一条新的出路,为有效地实现废水的资源化和能源化利用做准备。
2 材料与方法
2.1 供试材料与接种物
试验材料为木材加工废水,来自四川省南充市某木材加工厂。主要特性见表1。接种物为成都市污水处理厂的厌氧污泥,基本特性见表2。
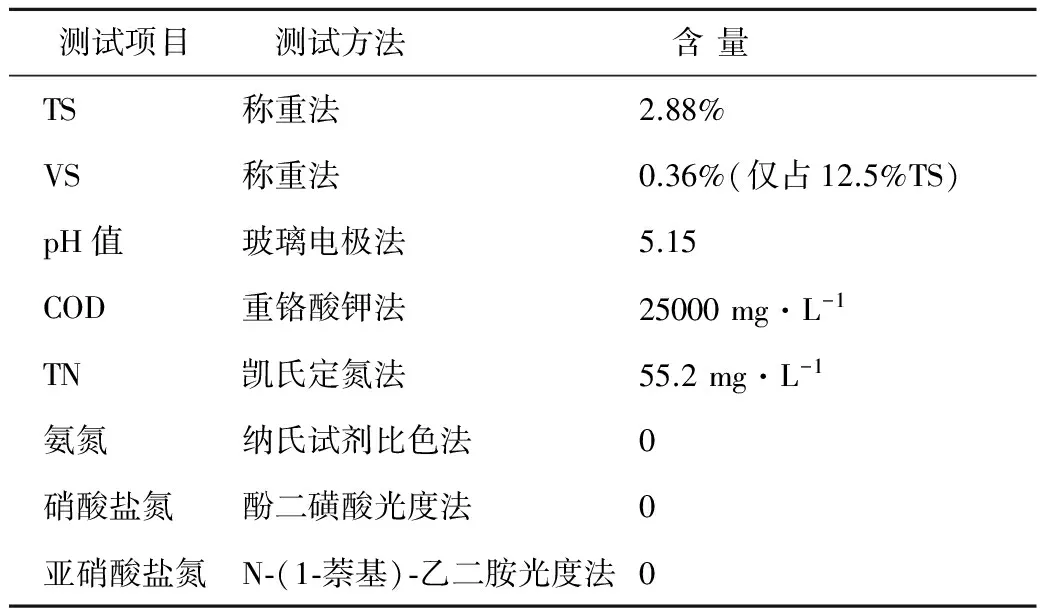
表1 木材加工废水的基本特性
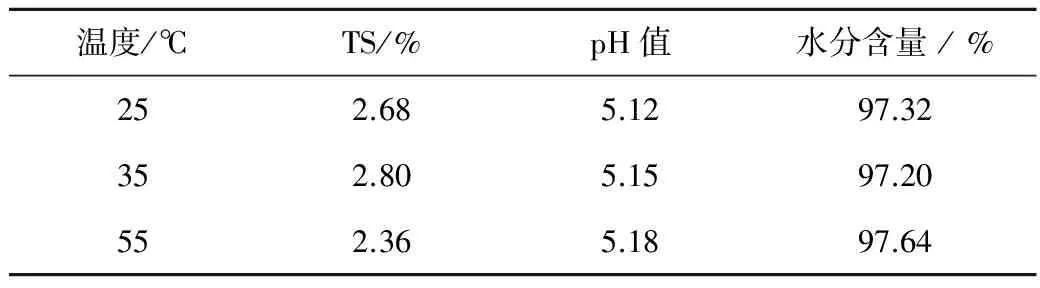
表2 接种物的基本特性
2.2 试验装置和处理
试验仪器有1000 mL广口瓶4个(用作发酵瓶),500 mL广口瓶4个(用作集气瓶),500 mL三角瓶4个(用作集水瓶),橡胶塞大小各4个,水浴锅,乳胶管以及玻璃管。
按照图1连接好厌氧消化实验装置。
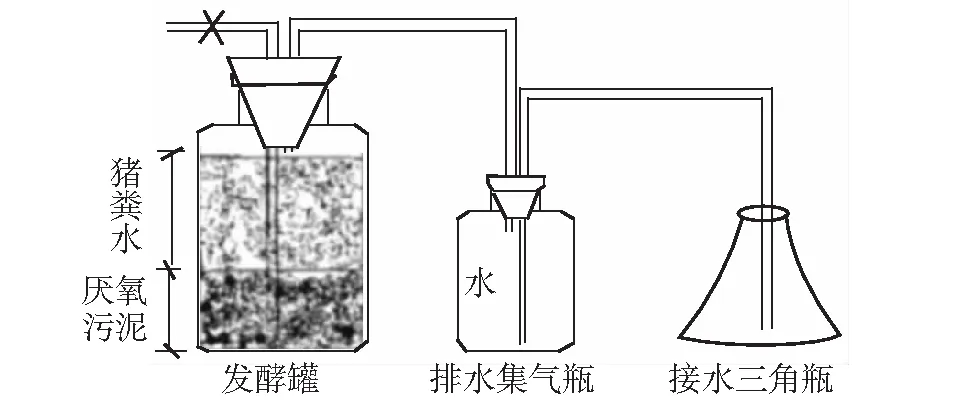
图1 厌氧消化装置示意图
利用1000 mL广口瓶做发酵瓶,设3个试验组,每个瓶中加入450 mL厌氧污泥和450 mL木材加工废水,调节缓和液pH值至7.0,搅拌均匀,用橡皮塞封口。试验温度为中温(35℃±2℃)。从试验启动的第2d开始,每天定时记录日产气量和溶液pH值。每周测量一次甲烷含量。
2.3 分析方法
干物质含量(总固体含量):烘干法[3]测定;产沼气量:采用排水法收集沼气;CH4含量:采用沼气成分分析仪测量。
3 结果与分析
木材加工废水利用水浴锅加热,厌氧发酵试验稳定运行了44 d,产气结束。
3.1 木材加工废水日产量随时间变化关系
木材加工废水沼气发酵日产沼气量变化如图2所示。
由图2可知,在沼气发酵第1 d产沼气最多,420 mL,究其原因,是因为沼气产量受废水中有机物浓度的影响,浓度越高,产气量就越大[4]。从发酵第2 d开始,沼气产量急剧下降,到第8 d产气量只有62 mL。显然这一现象是由反应初期的酸化反应引起。因为从图2的pH值变化显示,从发酵第2d废水的pH值就急速下降,到反应第8 d时pH值只有4.95,说明反应初期,酸化细菌比产甲烷细菌活跃,导致酸化反应速度快于产甲烷速度。反应从第9 d开始,产甲烷速度明显快于酸化速度,pH值有所回升,系统趋于稳定。随着消化时间的延长,有机物的含量降低,使得产气量也随之逐渐减少。此外,产气量还与系统中硫酸盐还原菌及反硝化细菌等的活动有关,这些细菌会与产甲烷菌争夺碳源,从而使产气量下降。
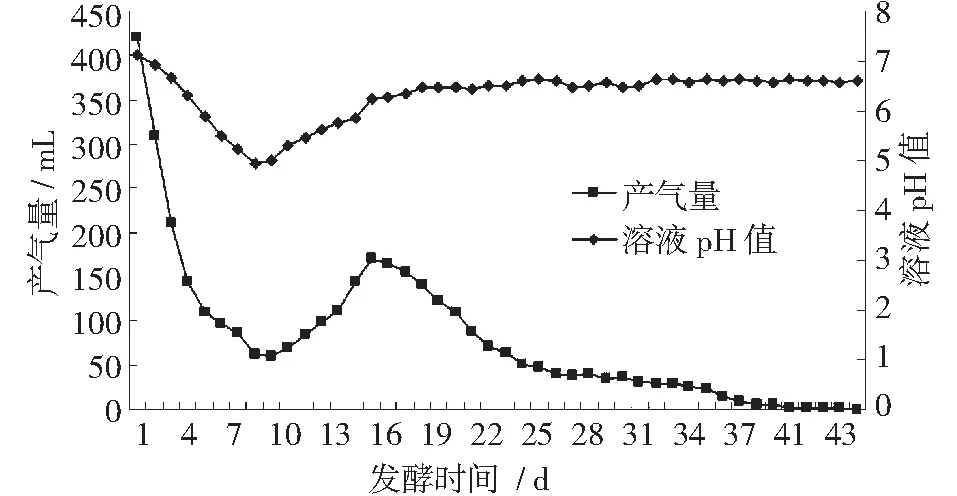
图2 木材加工废水沼气发酵日产气量的经时变化
3.2 木材加工废水沼气发酵累积产沼气量随时间变化关系
木材加工废水沼气发酵累积产沼气量变化如图3所示。图3显示了木材加工废水沼气发酵过程累积产气量的经时变化。在中温条件下,经过44 d的厌氧发酵,总产沼气量为3561 mL。在发酵的前20 d,总产气量已经占整个过程总产气量的81%左右,说明木材加工废水的大量降解主要发生在前20 d时间段内。
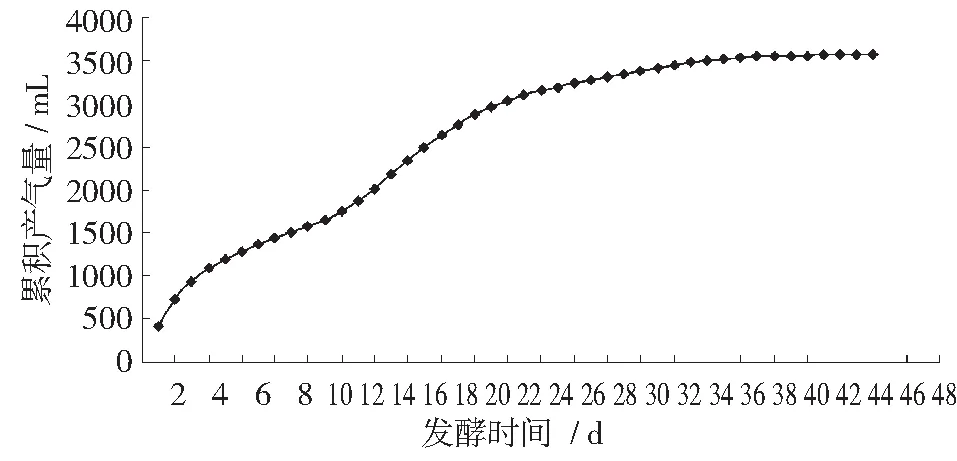
图3 木材加工废水沼气发酵过程累积产气量的经时变化
3.3 木材加工废水产沼气潜力及沼气中甲烷含量测定
中温条件下,木材加工废水经过沼气发酵,产沼气潜力为0.316 m3·kg-1COD(见表3)。但是由于最终出水的COD浓度还比较高,为7500 mg·L-1,还是不能将出水直接排放至环境中。从表3还可以看出,在发酵初期由于发酵体系的酸化,导致在发酵第7 d时所产沼气中甲烷含量仅45.80%,不足50%。但在整个发酵过程中,产生的沼气中平均产甲烷含量为58.18 %;说明中温条件下木材加工废水利用沼气化方式处理时可行的。
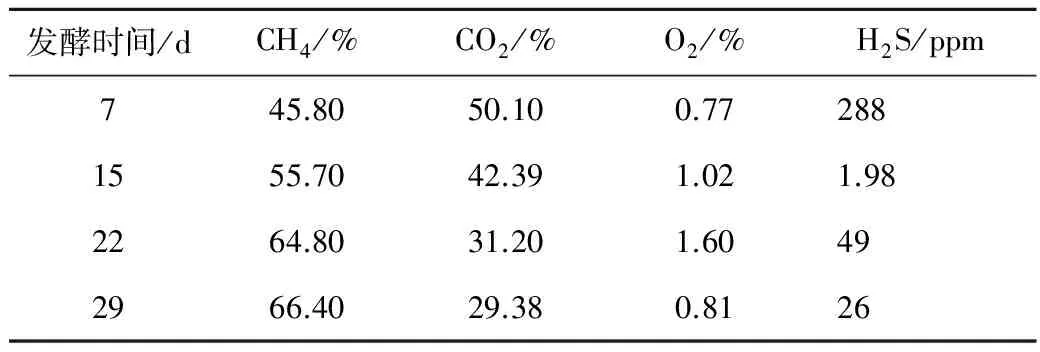
表3 木材加工废水产气潜力及甲烷含量
4 小结和讨论
(1)研究中的木材加工废水其VS仅占TS的12.5%,可见该废水可生化性较差。
(2)中温条件下,对木材加工废水而言, 1 kgCOD大约能产0.316 m3的沼气,非常接近理论上讲的1 kgCOD产0.35 m3的沼气量,说明该废水利用沼气化处理的方法是可行的;而且COD去除率可达70%。
(3)从沼气中甲烷含量来看,木材加工废水厌氧发酵产生的沼气中甲烷含量大约58.18%。
(4)从出水看,经过厌氧消化的木材加工废水中有机物含量仍然比较高,显然不能直接排放,如何进一步提高废水有机物的降解效果是治理木材加工废水必须攻克的难题。
[1] 郁桂林,于金莲,王 衍.木材蒸煮废水的化学处理[J].上海师范大学学报(自然科学),2005, 34 (4):101-104.
[2] 达明珠. 氧化塘处理原木蒸煮废水[J].木材工业,2005,19(1):33-39.
[3] 张无敌, 宋洪川, 尹 芳, 等. 沼气发酵与综合利用[M]. 昆明:云南科技出版社,2004: 24- 26.
[4] 黄 霞,等.固定化优势菌种处理焦化废水中难降解有机物的试验研究[J].中国环境科学,1995, 15(1):1-4.
Feasibility of Anaerobic Treatment of Wood Machining Wastewater Producing Biogas
LI Shu-lan1,2, Mei Zi-li1,2,YANG Hong-nan1,2
(1. Biogas Institute of Ministry of Agriculture, Chengdu 610041,China; 2.Laboratory of Development and Application of Rural Renewable Energy, Ministry of Agriculture, Chengdu 610041,China)
In view of the wood machining wastewater containing high concentrations of organic matter, anaerobic treatment feasibility of wood machining wastewater was studied in this paper. The results showed that biodegradability was very poor for wood machining wastewater, yet the COD degradation rate could reach 70%, and 0.316 m3biogas could be produced per kilogram of COD. The results also showed that CH4content was about 58.18%. So the anaerobic treatment for wood machining wastewater producing biogas was feasible.
wood machining wastewater; biogas; anaerobic treatment
2015-11-26
项目来源: 中国农业科学院科技创新工程(1251516100109)
李淑兰(1975-),女,博士,山西临汾人,主要从事生物质能源技术与废水处理研究工作,E-mail:lslgxy@163.com 通信作者: 梅自力,E-mail: 13880233242@163.com
S216.4;X703
B
1000-1166(2016)01-0043-03
