自锁阀激光焊接工艺研究
2016-12-12刘泽敏
刘泽敏,王 磊,谢 屹
(上海空间推进研究所,上海201112)
自锁阀激光焊接工艺研究
刘泽敏,王磊,谢屹
(上海空间推进研究所,上海201112)
研究了自锁阀激光焊接焦点位置与焊缝熔深之间的关系、焊接速度和激光功率与焊缝熔深之间的关系,分析了随着激光功率增加,不同焦点位置的焊接过程依次经历稳定热导焊,热导焊、深熔焊交替进行的不稳定焊接和稳定深熔焊接三种模式,进而研究了稳定焊接模式下工艺参数与焊缝熔深之间的关系,得出了自锁阀在稳定焊接模式下的最佳焊接工艺规范参数。采用该激光焊接工艺规范焊接的常压和高压自锁阀焊缝外观质量、气密、液压以及焊缝氦质谱检漏试验结果全部满足设计要求。常压和高压自锁阀已经应用于嫦娥五号、探月工程、东风导弹武器系统、货运飞船、921-3推进分系统、东方红三号等推进系统的液体火箭发动机之中。
焦点位置;焊接模式;焊缝熔深;焊缝质量
0 引言
自锁阀广泛应用于探月工程货运飞船、运载火箭、导弹武器等动力控制系统,其主要功能是控制推进剂分系统上下游之间推进剂的通断以及实现主、备份贮箱之间推进剂的切换与供应等。自锁阀结构微小,焊缝熔深均匀性要求较高,自锁阀壳体与进、出口管嘴连接必须采用激光焊接工艺。
1 自锁阀焊接设计要求
根据工作压力,自锁阀分为常压自锁阀和高压自锁阀。常压自锁阀和高压自锁阀壳体与进、出口管嘴之间采用激光焊接工艺实现连接,焊缝不允许有气孔、裂纹、咬边等缺陷,焊缝熔深、液压、气密、氦检等设计要求见表1。

表1 自锁阀焊接设计技术要求Tab.1 Welding technical specifications of latching valve

表2 焊接接头材料化学成分[1-2]Tab.2 Chemical components of material of welded joint

图1 某型号自锁阀焊接结构图Fig.1 Welding structure chart of a certain latching valve
自锁阀壳体与管嘴焊接结构属于轴向或端面锁底对接结构,其结构原理简图见图1。管嘴材料为不锈钢1Cr18Ni9Ti,自锁阀壳体阀座材料为软磁合金Cr17NiTi,其化学成分见表2。两种材料化学成分接近,冶金性和焊接工艺性好。
2 激光焊接理论与分析
激光焊接属于高能束焊接,焊接热源集中,热影响区小,它是利用高能量密度激光束作为焊接热源,作用于工件表面,使材料发生重熔,形成良好表面质量焊接接头的焊接方法。激光具有高的能量密度,小的光斑直径。与传统焊接工艺相比,激光焊接工艺具有较高的焊接速度,小的焊接变形,大的深宽比和更优良的焊接质量,适合焊接精密组件。自锁阀壳体与进、出口管嘴连接也采用激光焊接工艺。
影响激光焊接质量和焊缝熔深的因素有:光束特性、焊接接头形式、焊接工艺参数(焦点位置、激光功率、焊接速度等)、保护气体及流量、材料特性等。自锁阀壳体与进、出口管嘴焊接使用的激光焊接设备是德国HL2006D+LASMA1054型激光焊机。焊机光束质量25 mm·rad,自锁阀壳体与进、出口管嘴焊接接头型式为锁底对接型式,保护气体为氩气。氩气流量为6~12 L/min。本文将着重研究焊接工艺参数,即焦点位置、激光功率、焊接速度对焊缝质量和焊缝熔深的影响因素,从而归纳出焦点位置、激光功率、焊接速度与焊缝质量和焊缝熔深之间的关系,进而得出自锁阀壳体与进、出口管嘴激光焊接最佳工艺规范。
2.1焦点位置与焊缝熔深之间的关系
在激光焊接速度v=30 mm/s,激光功率P= 300~1 100 W(激光功率增幅为100 W),激光焦点与工件平面间距Z=-2 mm,Z=0,Z=2 mm三种焦点模式下,由激光焊接材料为1Cr18Ni9Ti-Cr17NiTi标准试样的试验数据可以得出如图2所示的三种焦点位置上激光功率与焊缝熔深之间的关系曲线。
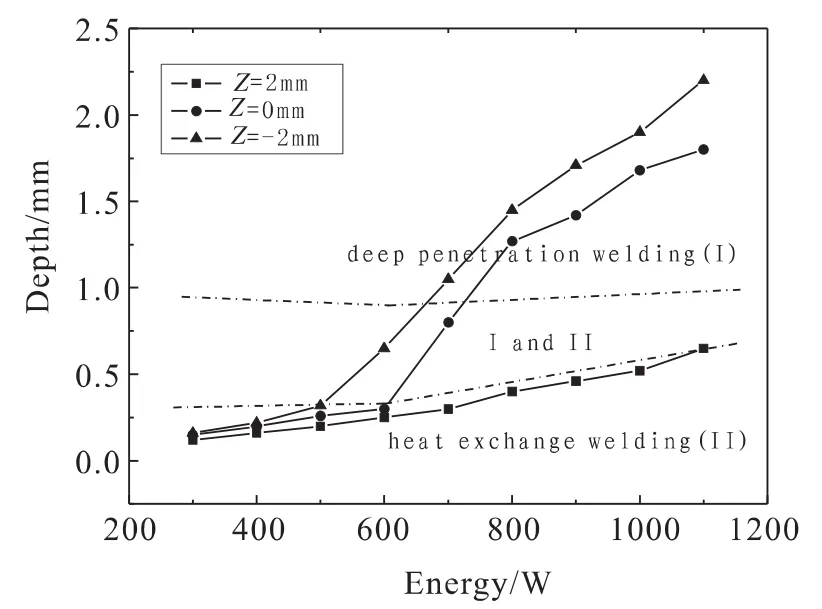
图2 3种焦点位置激光功率与焊缝熔深之间的关系Fig.2 Relationship between laser power and weld penetration at three different focus points
由图2可知,在3种焦点位置上的激光焊接,焊缝熔深均随着激光功率的增大而增大;在相同的激光功率下,焊缝熔深随着激光焦距的减小而增大,即焊缝熔深依照离焦焊 (Z=2 mm)-实焦焊 (Z=0)-入焦焊 (Z=-2 mm)的顺序而增大。这是由于激光照射并作用到被焊工件表面上之后,一部分激光被工件表面反射,一部分激光进入被焊工件内部被被焊工件吸收,还有一部分激光透过被焊工件所致。公式 (1)详细描述了该物理化学过程。

式中:E0为照射并作用到被焊工件表面的总激光能量;Er为被焊工件表面反射的激光能量;Ea为被焊工件吸收的激光能量;Et为透过被焊工件的激光能量。
工件在未焊透的情况下,Et=0,即E0=Er+ Ea。在入焦焊 (z=-2 mm)的情况下,激光焦点位置在被焊工件内部,从而增加了被焊工件对激光能量的吸收程度,Ea增大,随之焊缝熔池形貌增大,焊缝熔深增大;反之,在离焦焊 (z=2 mm)的情况下,激光焦点位置在被焊工件表面位置以上,被焊工件对激光能量吸收的程度随之减弱,Ea减小,且激光焊接能量密度亦随之减小,因而焊缝熔池形貌减小,焊缝熔深减小。
2.2焊接速度和激光功率与焊缝熔深之间的关系
在实焦焊 (Z=0 mm),激光功率P=400~1 800 W(激光功率增幅为100 W)的条件下,激光焊接速度v=10 mm/s,v=20 mm/s,v=30 mm/s,v= 40 mm/s,v=50 mm/s,由激光焊接材料为1Cr18Ni9Ti-Cr17NiTi标准试样的试验数据可以得出如图3所示的激光功率与焊缝熔深之间的关系曲线。

图3 激光功率与焊缝熔深之间的关系Fig.3 Relationship between laser power and weld penetration
由图3可知,焊缝熔深随着激光功率的增大和焊接速度的减小而增大,这是由于,增大激光功率和减小焊接速度,均可提高焊接过程线能量的输入量,由此增大了焊缝熔深。
在不同焊接速度下,随着激光功率的增大,焊接过程会经历稳定热导焊、热导焊和深熔焊交替进行的不稳定焊接和稳定深熔焊接3个阶段。激光功率阀值决定焊接模式,激光功率处于PC2(不稳定焊结束时的激光功率)和PC1(不稳定焊开始时的激光功率)之间时,焊接过程处于不稳定的状态,焊接模式会在深熔焊和热导焊两种模式之间跳变,焊缝熔深会在大小两极之间变化。焊接过程中,辐射照度为I的激光束直接照射到熔池表面,被焊工件吸收到的辐射照度大于被焊工件加热到汽化温度所需吸收的辐射照度,即AI (被焊工件吸收到的激光能量)>IV(未产生匙孔效应的最大临界能量)。此时,被焊工件表面熔化、汽化并形成小孔,该模式为深熔焊接模式。被焊工件表面小孔形成的同时被融化的金属发生汽化,金属气体电离产生等离子体,入射激光被等离子体云吸收,使被焊工件表面的激光辐射照度衰减为I(1-AI)<IV,此时,被焊工件表面金属汽化和电离化过程终止,随即跳变为热导焊接模式。金属等离子体云消失后,熔池表面的激光辐射照度陡然增加,随即又恢复为AI>IV的模式,此时,新一轮的金属汽化开始,匙孔效应发生,小孔随即产生,焊接过程随即跳变为深熔焊接模式。在深熔焊接和热导焊模接式下,焊接过程和焊缝成形均不稳定[2]。在实际焊接过程中,应避免热导焊接和深熔焊接交替发生的不稳定焊接模式。在稳定热导焊接和稳定深熔焊接的焊接参数规范内,焊接过程稳定,焊缝成形均匀。
2.3稳定焊接模式下工艺参数与焊缝熔深之间的关系
在稳定焊接模式,设置焦点位置Z=-2 mm,Z=-1 mm,Z=0,Z=1 mm,Z=2 mm,焊接速度V=10~50 mm/s,激光功率P=400~1 800 W(激光功率增幅为200 W)的条件下,由激光焊接材料为1Cr18Ni9Ti-Cr17NiTi标准试样的试验数据可以得出如图4所示的焊缝熔深与工艺参数之间的关系曲线。

图4 焊缝熔深与工艺参数之间的关系Fig.4 Relationship between technical parameter and weld penetration
3 自锁阀激光焊接工艺
3.1焊接设备与焊接工艺流程
自锁阀激光焊接采用德国通快 (TRUMPF)公司制造的连续激光焊机完成,焊机采用YAG灯泵浦固体激光器。Nd∶YAG激光器发射的激光波长λ=1.06 μm,最大平均输出功率2 000 W,激光功率稳定性ψ=±1%,光束质量:25 mm·rad,光纤直径Ф=600 μm,工作距离L=150 mm,激光功率可在200~2 000 W之间无级调节。自锁阀激光焊接工艺流程框图见图5。
3.2焊接工艺规范
自锁阀进出口管嘴与壳体组件对接焊接,待焊处属回转轴心夹持。焊接过程为:首先,装配待焊零件,确保待焊零件错边量δ≤0.05 mm,焊接间隙ε≤0.05 mm。然后,将待焊零件夹持于三爪卡盘内,调整同轴度,使待焊处轴向跳动量Δ≤Φ0.1 mm。最后,摆放旁吹保护气体-氩气,实现焊接过程全位置惰性气体保护焊接。根据焦点位置与焊缝熔深之间的关系以及焊接速度和激光功率与焊缝熔深之间的关系可得出焊接工艺参数与焊接模式和焊缝熔池气孔出现概率之间的影响关系表,见表3。
根据稳定焊接模式下工艺参数与焊缝熔深之间的关系曲线和表3可得出常压和高压自锁阀焊接工艺规范,见表4。按照表4焊接工艺规范焊接自锁阀,焊缝表面呈银白色,焊缝表面无裂纹和咬边等缺陷;X射线无损探伤表明:焊缝内部无气孔、无夹杂。焊缝表面和内部质量满足设计技术要求。

图5 自锁阀激光焊接工艺流程框图Fig.5 Technological process for laser weld for latching valve

表3 工艺参数与焊接模式和焊缝熔池气孔出现概率的影响表Tab.3 Influence of technological parameters and welding mode on probability to cause holes of molten pool in welding line

表4 常压和高压自锁阀焊接工艺规范Tab.4 Welding process specifications of constant-pressure and high-pressure latching valve
4 自锁阀试验与验证
自锁阀测试试验流程框图见图6。为验证焊接质量,对自锁阀进行了焊缝外观检查、液压试验、气密试验和焊缝氦质谱检漏试验,试验结果见表5。
由表5可见,采用表4常压和高压自锁阀焊接工艺规范焊接的常压和高压自锁阀焊缝外观质量、液压试验、气密试验和焊缝氦质谱检漏试验结果全部满足设计要求,由此证明:自锁阀激光焊接理论分析、焦点位置与焊缝熔深之间的关系以及焊接速度和激光功率与焊缝熔深之间的关系分析与研究是正确的,稳定焊接模式下工艺参数与焊缝熔深之间的关系以及由此得出的自锁阀激光焊接工艺规范是合理和有效的。采用该焊接规范焊接的自锁阀已经应用于嫦娥五号、探月工程、东风导弹武器系统、货运飞船、921-3推进分系统、东方红三号等推进系统的液体火箭发动机之中。
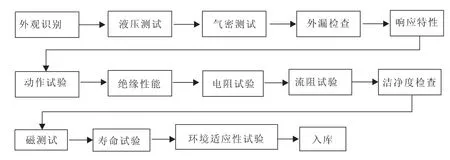
图6 自锁阀测试试验流程框图Fig.6 Flow chart for test of latching valve

表5 自锁阀试验结果Tab.5 Test results of latching valve
5 结论
研究了自锁阀激光焊接理论,焦点位置 (即实焦、离焦和入焦三种聚焦方式)与焊缝熔深之间的关系,焊接速度和激光功率与焊缝熔深之间的关系,在此基础上研究了随着激光功率增加,不同焦点位置的焊接过程依次经历稳定热导焊,热导焊、深熔焊交替进行的不稳定焊接和稳定深熔焊接三种模式,进而研究了稳定焊接模式下工艺参数与焊缝熔深之间的关系,由此得出了自锁阀在稳定焊接模式下的最佳焊接工艺规范参数,采用该激光焊接工艺规范焊接的常压和高压自锁阀焊缝外观质量、气密、液压以及焊缝氦质谱检漏试验结果全部满足设计要求。常压和高压自锁阀已经应用于嫦娥五号、探月工程、东风导弹武器系统、货运飞船、921-3推进分系统、东方红三号等推进系统的液体火箭发动机之中。
[1]北京北冶功能材料有限公司.Cr17NiTi抗蚀软磁合金热锻棒材技术协议:BYG06JX353-2015[S]北京:北京北冶功能材料有限公司,2015:3.
[2]陈彦宾.现代激光焊接技术[M].北京:科学出版社, 2005.
[3]陈武柱.激光焊接及切割质量控制[M].北京:机械工业出版社,2010.
[4]吴毅雄,殷树言.焊接手册:材料的焊接[M].北京:机械工业出版社,2007.
[5]刘泽敏,宋凡.激光焊工艺参数对焊缝熔深及质量的影响[R].上海:上海空间推进研究所工艺研究室工艺技术总结报告,2014.
[6]秦国梁,林尚扬.激光焊接体能量及其对激光深熔焊缝熔深的影响[J].焊接学报,2006(27):74-76.
[7]徐国建,王虹.工艺参数对不锈钢薄板激光叠焊成形性能的影响[J].电焊报,2010,40(11):11-14.
[8]卢飞,何建萍.不锈钢焊缝组织细化的研究现状[J].焊接技术,2014,43(11):27-31.
(编辑:王建喜)
Study on laser welding technology for latching valve
LIU Zemin,WANG Lei,XIE Yi
(Shanghai Institute of Space Propulsion,Shanghai 201112,China)
The relationship of focus point and weld penetration,and the relationship of welding velocity,laser power and weld penetration of laser welding technology for latching valve are studied. The third welding modes in welding process at different focus points are analyzed,in which,with the increase of laser power,stable thermal conductivity welding,unstable thermal conductivity welding and stable deep penetration welding are undergone in proper order.The relationship between technological parameter and weld penetration under stable welding mode was researched.The weld procedure specification parameters for the latching valve under stable welding mode were obtained. The test results of the valve weld appearance quality,airtight,hydraulic pressure and welded joint helium mass spectrum leak meet the design requirements.At present,the constant-pressure and high-pressure latch valves are used in the propellant system of liquid-propellant rocket engines of ChangE 5,lunar exploration engineering,Dongfeng missile weapon system,cargo spaceship,921-3 propulsion subsystem,DongFangHong3 propulsion system.
focus position;welding mode;weld penetration;welding quality
V434-34
A
1672-9374(2016)04-0090-07
2016-02-18;
2016-03-13
国家863项目(2012AA702302)
刘泽敏(1984—),女,硕士,研究领域为激光焊接及材料热处理