滚筒反力式制动检验台示值误差检定结果的不确定度评定方法探究
2016-12-08戴晓锋
戴晓锋
(扬州工业职业技术学院,扬州225127,中国)
滚筒反力式制动检验台示值误差检定结果的不确定度评定方法探究
戴晓锋
(扬州工业职业技术学院,扬州225127,中国)
滚筒反力式制动检验台示值误差不得超出测试点给定值的±3%。本文根据JJG906-2009《滚筒反力式制动检验台检定规程》、JJF1059.1-2012《测量不确定度评定与表示》,阐述了滚筒反力式制动检验台示值误差测量结果的不确定度评定过程中的方法和步骤。
滚筒反力式制动检验台;示值误差;不确定度
1 概述
根据JJG906-2009《滚筒反力式制动检验台检验规程》规定,滚筒反力式制动检验台的示值误差为:
①±30N 或各测试点给定值的±3﹪(额定承载质量≤3t 的制动台);
②±0.00075mg 或各测试点给定值的±3﹪(额定承载质量>3t 的制动台)。
(注:m—额定承载质量,kg; g—重力加速度,m/s2;mg—额定载荷,N。)
示值误差有两种检定方法:砝码检定法和仪表检定法。
本文根据仪表检定法分析滚筒反力式制动检验台示值误差的不确定度。
仪表检定法。断开滚筒驱动电动机的电源,将专用仪表检测装置按照图1所示的方式固定在制动台滚筒上或其等效位置上,调整杠杆,使水准器显示水平状态,仪表调零。
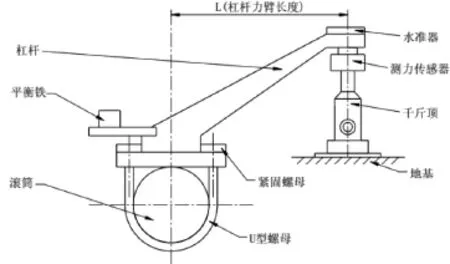
图1 仪表检定法示意图
在专用仪表检测装置上进行加载测试,测得各测试点所对应的测力传感器给定值F和左、右制动台制动力示值f;重复 3 次,计算制动台的示值误差。
2 建立数学模型
检定制动台示值误差时,测力传感器为标准器。测力传感器的指示值F作为标准值加载时,读取相应的制动台仪表示值f。
以被检制动台示值f、测力传感器仪表示值F、检定用测力杠杆等效力臂长度L、被检制动台滚筒半径r、检定用力臂与加载作用力不垂直偏角α为输入量,建立被检制动台示值误差δ的数学模型:

式中:δ-被检制动台某测量点示值误差
f-被检制动台某测量点示值(daN)
F-测力传感器仪表某测量点的指示值(daN)
L-检定用测力杠杆等效力臂长度(mm)
r-被检制动台滚筒半径(mm)
α-检定用力臂与加载作用力不垂直偏角(°)
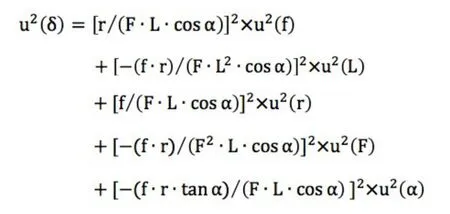
2.1 方差
对输出量(函数)而言,各输入量f、L、r、F、α互相独立,由不确定度传播律通用公式得:

2.2 灵敏系数

故不确定度式为:
3 输入量的不确定度来源
①被检制动台示值(测量结果重复性)

②被检制动台示值(数显量化误差)

③检定用测力杠杆等效力臂长度误差

④制动台滚筒半径误差

⑤测力传感器及仪表准确度

⑥力臂与加载作用力不垂直度

4 输入量的标准不确定度评定
4.1被检制动台示值f估计值(测量结果重复性)的标准不确定度的评定
被检制动台示值f估计值的不确定度主要来源于制动台的测量结果重复性及数显仪器的示值量化误差。测量结果重复性可以通过连续测量得到的测量列,采用A类方法进行评定。
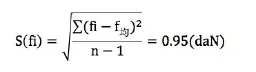
在标准装置及被检制动台正常工况条件下,在450daN测量点时等精度重复测量十次,测量数据如下(见表1)。
单次实验标准差S(fi):
实际测量时,在重复条件下连续侧量三次,以三次测量的算术平均值作为测量结果,则可得到标准不确定度为:
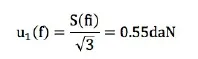
自由度υA=10-1=9
4.2被检制动台示值f估计值(数显量化误差)的标准不确定度的评定
制动台的分辨率是±1daN,其量化误差以等概率分布(矩形分布)落在宽度为1daN/2=0.5daN的区间内。考虑其引入的标准不确定度为:
自由度υ1→∞
4.3检定用测力杠杆等效力臂L估计值的标准不确定度的评定
由测量原理,测力杠杆等效力臂涉及杠杆比的(L/r)的正确性。一般测量中采用杠杆比为10:1,滚筒直径Φ240 mm计,则力臂为1.2 m,采用钢卷尺测量,则:
4.3.1钢卷尺本身的误差,由JJG03钢卷尺检定规程规定,Ⅱ级钢卷尺的示值误差是:

4.3.2在测量时,需对准定位键槽中心和拉力销孔中心,估计对准误差不会超过2 mm(二端测量),则引起力臂相对误差是:

总的专用测力杠杆等效力臂极限误差

按正态分布考虑,则标准不确定度为:
估计该标准不确定度75%可靠,
4.4制动台滚筒半径误差r估计值的标准不确定度的评定
由测量原理,滚筒半径涉及杠杆比的正确性。滚筒直径采用钢卷尺测量周长后换算而得。(滚筒直径以一般的240mm计,测周长应为754mm)。
4.4.1钢卷尺本身的误差
由JJG03钢卷尺检定规程规定,Ⅱ级钢卷尺的示值误差是:

4.4.2测量时非圆截面误差
用钢卷尺测量滚筒周长时,没有完全处于圆周截面上,由目测估计测量面与滚筒轴线不垂直度为5°,则引起的半径误差

4.4.3测量首尾叠齐误差
用钢卷尺测量滚筒周长过程中,钢卷尺的首尾叠齐误差估计约±1mm

总的滚筒半径极限误差:

滚筒直径误差按正态分布考虑,则标准不确定度为:

估计该标准不确定度75%可靠,
故自由度

4.5测力传感器及仪表准确度F估计值的标准不确定度的评定
测力传感器送检,上一级计量标准出具测试报告中极限误差为±0.5%,未注明什么分布,按均匀分布考虑,在接近最小测量点时(最小测量点120daN时,在测力传感器上的示值12daN)引入的标准不确定度为:

估计该标准不确定度90%可靠,
故自由度

4.6检定用力臂与加载作用力不垂直度α估计值的标准不确定度的评定
测力传感器检定制动台时,在整个施加拉力过程中,制动台受力部件微小变形会使滚筒发生微小转动。则引起安置在其上的测力杠杆倾斜(不水平),这样实际力臂长度发生变化。经实测,一般变化角度不大于3°,按反正弦分布考虑,其标准不确定度:

估计该标准不确定度75%可靠,
故自由度ν5=8
5 合成标准不确定度的评定
由于各标准不确定度分量相互无关,故

有效自由度:
6 扩展不确定度的评定
按置信概率p=0.9545,有效自由度νeff=41,查t分布表,得到k=2.06。
故扩展不确定度应当为:


表2 输出量的标准不确定度分量
7 测量不确定度的报告
上述分析及计算按JJF1059.1-2012《测量不确定度评定与表示》进行,得到滚筒反力式制动检验台示值误差测量结果的扩展不确定度为:U=1.52%(置信概率P=0.9545;包含因子k=2. 06)
根据JJG906-2009《滚筒反力式制动检验台检定规程》规定,被检滚筒反力式制动检验台允许示值误差为±3%,所以经上述不确定度评定,检定能满足二分之一量值传递要求。
Research on uncertainty assessment method of indication error measured value of roller opposite forces type brake testers
DAI Xiaofeng
(Yangzhou Polytechnic Institute,Yangzhou225127,China)
The indication error of roller opposite forces type brake testers shall not exceed ± 3% of the given value of the test point. According to JJG906-2009 Verification Regulation of Roller Opposite Forces Type Brake Testers and JJF1059.1-2012 Evaluation and Expression of Uncertainty in Measurement, the method and step of uncertainty assessment process of indication error of roller opposite forces type brake testers are introduced.
Roller opposite forces type brake testers; indication error; uncertainty
