环境压力对焊缝组织和性能的影响
2016-12-07张永明黄松涛周灿丰冯艳鹏石庭深
张永明,黄松涛,周灿丰,冯艳鹏,石庭深
(北京石油化工学院机械工程学院,北京102617)
环境压力对焊缝组织和性能的影响
张永明,黄松涛,周灿丰,冯艳鹏,石庭深
(北京石油化工学院机械工程学院,北京102617)
为了研究不同环境压力(与水深相当)对Q345钢焊接接头组织和性能的影响规律,采用GMAW焊接方法对Q345钢进行坡口堆焊试验,并对所得焊缝进行组织分析和力学性能检验。试验表明,不同压力环境下,焊缝的宏观形貌变化明显,参数不变的情况下0.4 MPa和0.5 MPa下所得焊缝出现气孔和未熔合现象;随着环境压力增加,焊缝熔池中金属的冷却速度变快,焊缝组织中上贝氏体含量增加,先先共析铁素体的形态由块状转变为针状铁素体;环境压力越高,焊缝过热去冷却速度变快,在过冷奥氏体晶界上铁素体魏氏组织含量逐渐增加。随着环境压力变大,焊缝的维氏硬度略有提高;不同环境压力中,采用相同工艺参数所得的焊接接头,其抗拉强度大于母材抗拉强度,拉伸试件均断于母材。
环境压力;熔化极惰性气体保护焊;焊缝组织;力学性能
0 前言
随着海洋油气资源的大力开发,海底管道和海洋结构物的数量逐渐增多,水下干式高气压焊接方法已广泛应用在海洋工程设备的安装和维护之中[1]。海洋油气资源的开发具有高风险和高技术的特点,如何保证水下机械设备的维修和维护是挺近海洋的主要绊脚石[2]。目前世界各国研究和应用的焊接技术很多,其中最为成熟的是电弧焊技术[3]。由于国内的焊接技术起步较晚,海洋结构物的修复以国外公司的技术服务为主,每次的维修成本高达上千万元,不仅维修成本昂贵,而且容易造成技术垄断,严重阻碍了我国海洋油气资源的开发[4]。因此,必须加快水下焊接方法的研究,这对提高我国海洋油气资源的开发具有重要的战略意义。
高气压环境下,由于电弧受到环境压力的压缩作用,焊接电弧特性会发生改变。采用相同的焊接工艺参数,高气压环境下的焊接电弧形态、焊缝组织和性能与常压环境下的不同。随着环境压力的增
加,周围的气体密度变大,导热性增强,使电弧燃烧过程中散热加剧[5]。焊接电弧能量损失增加,同时焊缝熔池冷却速度变快,焊缝金相组织和性能出现一定的变化。本研究通过试验对Q345钢坡口堆焊的焊缝综合性能进行检测,研究环境压力对焊缝金相组织和力学性能的影响规律,为高气压环境下取得高质量的焊缝提供理论支持。
1 实验设备和方法
实验设备采用北京石油化工学院的干式高气压环境焊接实验系统,如图1所示,该实验系统包括空气压缩机、高压储气舱、高气压焊接实验舱、混合气体配比器、流量计、松下YD-400GE数字IGBT控制MIG/MAG弧焊电源以及三轴运动控制平台。

图1 高压焊接试验系统Fig.1Hyperbaric welding test system
试验条件为:焊接母材为Q345钢,试件厚度10 mm。焊丝牌号为ER50-6,直径1.2 mm;焊丝干伸长20 mm;焊接速度40 cm/min;焊接电压28.8 V,平均焊接电流200 A;氩气气体流量20 L/min。
在不同环境压力下分别进行坡口堆焊,坡口截面尺寸如图2所示。
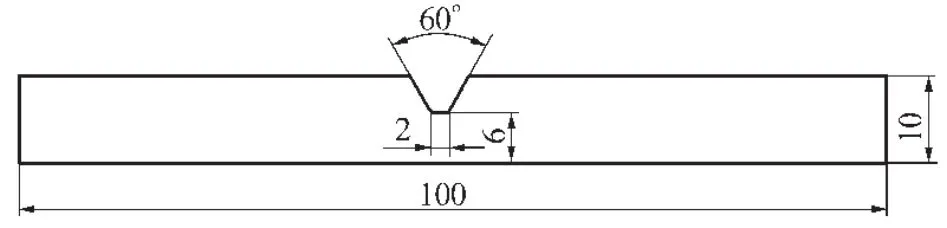
图2 坡口形状及尺寸Fig.2Groove shape and size
在不同压力环境下所得的焊缝中部位置截取金相试样和拉伸试样。采用Nikon SMZ 745T型号宏观金相显微镜观察试样宏观金相;采用Nikon ECLIPSE MA200金相显微镜拍摄试样微观组织;采用HVS-1000Z自动转台显微硬度计测试焊缝横截面维氏硬度;采用电子万能材料试验机测试试样抗拉强度,并观察断裂位置。
2 实验结果和分析
2.1 不同环境压力下的焊缝宏观金相
不同环境压力(0.1MPa、0.2MPa、0.3MPa、0.4MPa、0.5 MPa)下采用相同工艺参数,纯Ar保护进行焊接。焊接接头的宏观金相图片如图3所示。
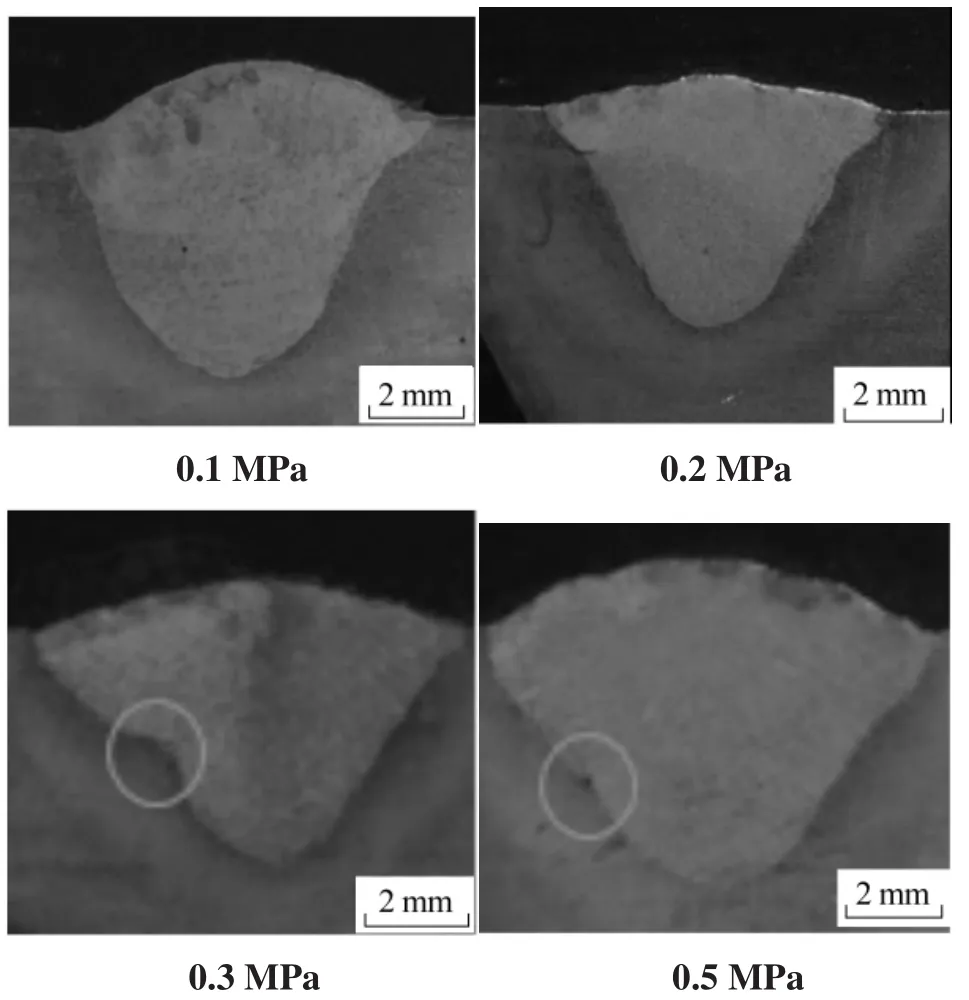
图3 不同压力环境下焊缝宏观金相Fig.3Macro weld microstructure under different environmental pressures
由图3可知,不同环境压力下采取相同工艺参数进行焊接时,环境压力对焊缝宏观形貌有很大影响,0.3 MPa焊缝画圈处出现未熔合现象,0.5 MPa焊缝左侧出现气孔。这是由于高气压环境下,脉冲GMAW焊接电弧受到一定程度的压缩,电弧紊乱加剧,同时高压环境下气体导热率的提高导致电弧能量损失增加,因而造成熔滴过渡不稳定,进而影响焊缝的质量,产生气孔和未熔合现象。
2.2 环境压力对焊缝微观组织的影响
2.2.1 不同环境压力下的焊缝区微观组织
金属材料表现出来的力学性能,实际上是由金属的微观组织决定。0.1 MPa、0.3 MPa和0.5 MPa焊缝区显微组织如图4所示。图4a、图4b分别为0.1MPa下焊缝组织放大200倍、500倍照片。焊缝区组织为先共析铁素体,先共析铁素体随着柱状晶体的增多而不断在晶界聚集,还有少量珠光体和粒状贝氏体。
图4c、图4d分别为0.3 MPa下焊缝组织放大200倍、500倍照片,焊缝中上贝氏体含量增加,出现了魏氏组织,铁素体由块状转为针状。图4e、图4f分别为0.5 MPa下焊缝组织放大200倍、500倍照片。对比图4c、图4d的焊缝组织可以看出,0.5 MPa下焊缝区上贝氏体含量明显增加,焊缝区组织呈柱状晶分布,晶界处为为铁素体和粒状贝氏体,晶内为呈针状铁素体。

图4 不同环境压力下的焊缝微观组织Fig.4Weld microstructure under different environmental pressures
2.2.2 不同环境压力下的粗晶区显微组织
不同环境压力下的粗晶区显微组织如图5所示,放大倍数为500倍。由于受到不均匀的焊接热循环作用,焊缝热影响区(HAZ)组织分布不均匀,晶粒粗化,是焊接接头的最薄弱部位。焊接接头冷却速度的快慢对热影响区金相组织性能有很大影响。热影响区组织性能还与焊接热输入、工件厚度和周围散热条件有关。不同环境压力下,由于周围气体分子浓度不同,因而冷却速度不同,得到的热影响区组织也有差别。
不同环境压力下,热影响区组织转变基本相同,奥氏体晶粒严重长大,冷却之后成粗大的铁素体魏氏组织。但环境压力越大,冷却速度越快,在过冷奥氏体晶界上魏氏组织含量逐渐增加。魏氏体的存在会导致焊缝的塑形和冲击韧性减小,影响焊接工件的综合性能。
2.3 环境压力对焊缝力学性能的影响
2.3.1 不同环境压力下焊缝维氏硬度分布
针对不同环境压力(0.1 MPa、0.2 MPa、0.3 MPa、0.4 MPa、0.5 MPa)下所得的焊接接头,根据焊接接头维氏硬度试验方法,测定焊接接头不同位置的维氏硬度,如图6所示。
由图6可知,不同环境压力下得到的脉冲GMAW焊接接头的硬度整体分布趋势相同,从熔合区开始经热影响区到母材,其硬度逐渐降低。环境压力对焊接接头硬度有一定的影响,随着环境压力的增加,焊缝区维氏硬度略有增加。高气压环境下熔合区硬度均大于常压(0.1 MPa)下熔合区的硬度。高气压环境
下焊缝区硬度整体略低于熔合区硬度。焊接接头硬度实质上是其微观组织的宏观表现,但由于焊接接头的组织分布不均,且传统的维氏硬度测量方法的硬度数值反映的不是某一个组织所反映的硬度,而有可能是具有某一组织的试样的硬度,因而造成焊接接头硬度数值变化较大。

图5 不同环境压力下焊缝粗晶区组织Fig.5Weld microstructure under different
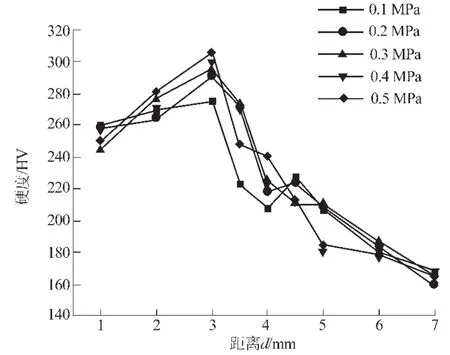
图6 不同环境压力下焊接接头硬度分布曲线Fig.6Welded joints hardness distribution curve under different environmental pressures
2.3.2 不同环境压力下的焊缝抗拉强度
焊接接头的拉伸试验是指在承受轴向力作用下测定焊接工件的材料特性。焊接接头常温拉伸试验的合格标准是焊接接头的抗拉强度不低于焊接母材抗拉强度值的下限较低一侧的母材规定值。拉伸试验之后,观察拉伸试件被拉断之后是否断裂在母材。如果拉伸试件断裂于母材位置,并且拉伸试件的抗拉强度大于或等于母材的名义抗拉强度,则拉伸试样性能符合要求。因此,对不同环境压力下得到的焊接接头进行拉伸试验的结果如图7所示。
由图7可知,试样均在母材处发生断裂。拉伸试
验在宽度方向上都产生塑性变形,母材收缩程度远大于焊缝,说明焊缝抗拉强度大于母材,拉伸试样合格。不同环境压力下拉伸试样拉伸强度如表1所示,表中数据均为多个试样的平均值。

图7 拉伸断裂试样Fig.7Tensile fracture specimens
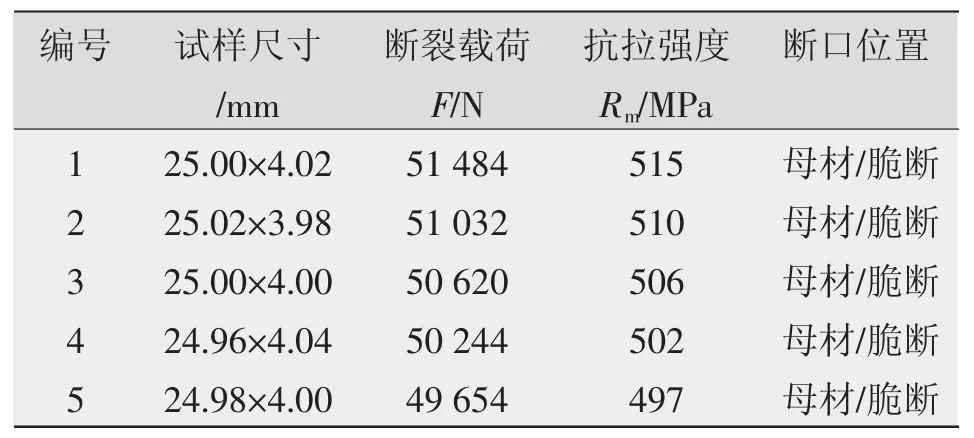
表1 焊缝金属横向拉伸结果
3 结论
不同环境压力下,焊缝的宏观形貌变化比较明显。在工艺参数不变的情况下,高气压环境下所得焊缝容易出现气孔或未熔合现象。环境压力越大,焊接过程中熔池冷却速度越快,焊缝组织中上贝氏体含量增加,先先共析铁素体的形态由块状转为针状铁素体。焊缝区微观组织呈柱状晶分布,向焊缝中心生长,其晶界处为铁素体和粒状贝氏体组织,晶内为针状铁素体。随着环境压力的增大,冷却速度变快,在过冷奥氏体晶界上铁素体魏氏组织含量逐渐增加。随着环境压力增加焊缝的维氏硬度略有提高;从熔合区开始经热影响区到母材区,其硬度逐渐降低。不同环境压力下采用相同参数所得的焊缝,其拉伸强度均大于母材抗拉强度。
[1]王磊.高气压环境下脉冲MAG焊电弧及熔滴过渡行为特征研究[D].北京:北京化工大学,2014.
[2]谷孝满,焦向东,黄松涛,等.高气压环境下脉冲MIG焊熔滴过渡不稳定现象分析[J].焊接技术,2015,44(3):9-12.
[3]朱加雷,余建荣,焦向东,等.水下焊接技术研究和应用的进展[J].焊接技术,2005,34(4):6-8.
[4]谷孝满.高气压环境下脉冲MIG焊脉冲波形对电弧的影响及其控制[D].北京:北京石油化工学院,2015.
[5]黄松涛,谷孝满,焦向东,等.高气压环境下脉冲电流控制对熔滴过渡的影响[J].焊接学报,2015,36(7):25-27.
Effects of environmental pressure on microstructure and properties of weld
ZHANG Yongming,HUANG Songtao,ZHOU Canfeng,FENG Yanpeng,SHI Tingshen
(School of Mechanical Engineering,Beijing Institute of Petrochemical Technology,Beijing 102617,China)
In order tounderstand Q345 steel weld quality influence under the different environment pressure(in depth),usingthe MIG welding groove welding of Q345 steel,and the microstructure analysis and mechanical properties of the weld inspection.Experiments showed that under different ambient pressure,the macro morphology weld changed obviously,while parameters unchanged under 0.4 MPa and 0.5 MPa,the resultant weld appeared blowholes and incomplete penetration phenomenon;with the increase ofthe ambient pressure,in the process ofwelding molten pool cooling speed became faster,the upper bainite in content was becoming more,proeutectoid ferrite prime body shape by massive iron ferrite variable for acicular ferrite;with the increase of environmental pressure,cooling speed faster.In the supercooled austenite grain boundary ferrite and widmanstatten content increased gradually.With the increasing environmental pressure Vivtorinox hardness of weld slightly increased;different ambient pressure,the tensile strength of weld process parameters of the same income was greater than the tensile strength ofbase metal.
environmental stress;melting polar inert gas protection welding;weld microstructure;mechanical properties
TG444+.74
A
1001-2303(2016)09-0054-05
10.7512/j.issn.1001-2303.2016.09.13
2016-03-07;
2016-05-16
国家自然科学基金项目(51175046)
张永明(1989—),男,河南新乡人,在读硕士,主要从事水下焊接工艺方面的研究工作。
