针对电焊机和等离子体切割机应用的IGBT模块开发
2016-12-07张茂盛顾悦吉胡旭伟吴秋秋
张茂盛,顾悦吉,胡旭伟,吴秋秋
(杭州士兰微电子股份有限公司,浙江杭州310012)
针对电焊机和等离子体切割机应用的IGBT模块开发
张茂盛,顾悦吉,胡旭伟,吴秋秋
(杭州士兰微电子股份有限公司,浙江杭州310012)
以优化电焊机/等离子切割机用IGBT模块为例,阐述针对特定应用开发IGBT模块的概念。针对IGBT模块在该行业应用中存在的问题,从两个方向优化模块,一方面通过优化IGBT芯片厚度和少数载流子浓度分布,IGBT芯片的关断损耗(Eoff)降低至1.97 mJ,而饱和压降(Vce(sat))和开通损耗基本维持不变;另一方面通过优化模块内部栅极布线解决了模块的自激振荡和切割机起弧时存在的电压电流振荡问题。优化后的模块带负载(满载的75%)稳定工作5 min的温升仅为24.6℃。与优化前相比,优化后的模块温升降低了9.5℃;和试封的参照模块M3(RQ)、M4(RL)相比,优化后的模块温升分别降低了0.9℃和16℃。优化后的模块自激振荡测试时和切割机应用中起弧时的振荡明显降低。
IGBT模块开发;IGBT芯片优化;模块应用
0 前言
杭州士兰微电子股份有限公司(士兰微)利用现有生产线成功开发出耐压在600~1 200 V内的多个IGBT产品。近年也开始涉足PIM模块封装业务,截止目前已成功开发多款PIM模块产品①http://www.silan.com.cn.,这些产品被广泛应用于电焊机、感应加热和变频器等行业。
在此主要阐述基于特定应用开发模块的概念。传统的模块开发中,更多的注意力被放在了模块的散热、均流、减小寄生电感和模块结构设计等方面,而模块的后端应用很少被关注。这可能造成模块不能很好地匹配一些特定的应用,继续改进模块会使得模块的开发周期变长,开发成本增加。但是如果在
模块开发的初始设计阶段就把模块的后端应用环境考虑进来,针对这些特定的应用做定制型的模块仿真优化和测试优化,开发出的模块将能很好地匹配这些特定的应用,并且缩短开发周期降低开发成本。这正是本研究基于特定应用开发IGBT模块的思路。
1 氩弧焊和等离子切割及其对IGBT模块的需求
为了适应大工程建设、特殊环境(窄或交通不便等)的需求,近年来将氩弧焊和等离子体切割机功能融合为一体的需求正在增加,这意味着设备的焊接和切割用电源需要合二为一。这对电源用IGBT模块也提出了更高的要求。
表1为目前主流的氩弧焊与等离子体切割电源技术参数比较。氩弧焊机与等离子体切割机的主要区别在于输出电压、输出电流的不同,切割机输出电压高、输出电流低,但如果同时使用两个或两个以上的焊接电源,通过并联和串联的转换,便可方便地实现输出电压、电流的变换。

表1 氩弧焊和等离子体切割电源参数比较
两种设备的电源控制部分都存在高压高频电路部分。以电焊机为例,图1为一个200 V的电焊机电源用IGBT模块[1],两个RC-IGBT串联到直流母线作为有源PWM开关,IGBT全桥逆变器的高频输出接到变压器一次侧,变压器二次侧的AC输出经过二极管整流后作为产生电弧的电源。

图1 变压器耦合的电弧焊机电源
为了降低电焊机中变压器磁体本身的体积和质量,电焊机的功率电路需要高频工作。因此面向电焊机应用的IGBT芯片对于降低开关损耗变得非常重要,即便这可能以一个相对高一点的通态压降为代价[2]。文献[3]中提到一种面向电焊机应用的IGBT芯片的优化方法,优化后的芯片在通态压降和开关损耗两者中做了很好的折中。
另一方面,等离子体切割机起弧时电压电流存在振荡现象,而起弧后正常工作中该振荡现象自动消失,该振荡无法通过改变栅极电阻抑制住。图2为切割机LGK-100起弧时测得的电压振荡现象,图2a和图2b分别为测得的Vce和Vge电压波形,Vce振荡的尖峰电压达1 556 V,Vge振荡的尖峰电压达到了122 V。如此高的尖峰电压对于切割机的正常工作来说是一个很大的安全隐患,严重时会造成模块在起弧过程中“炸机”。

图2 切割机起弧测试时的振荡现象
综上所述,针对电焊机/等离子切割机应用的模块开发主要解决两个问题:一个是高频工作时的功耗,另一个是起弧时电压电流的振荡。
2 模块优化
针对第一个问题,主要从芯片角度进行优化;针对第二个问题,主要从模块设计的角度进行优化。
2.1 芯片优化
士兰微自2009年开始投入IGBT产品研发以来,先后开发出了适用于电机驱动的穿通型IGBT(PT-IGBT)、非穿通型IGBT(NPT-IGBT)芯片以及适用于高频应用的场截止型IGBT(FS-IGBT)芯片。其芯片元胞横截面结构示意如图3所示。FS-IGBT在器件背面P+注入区上方引入N型缓冲层作为场截止层,以终止耗尽层且不影响电导调制效应,保持了NPT-IGBT低空穴注入效率、高载流子寿命和正温度系数饱和压降的优点。FS-IGBT芯片厚度较相同规格NPT-IGBT要减小约1/3,也降低了通态损耗和开关损耗。
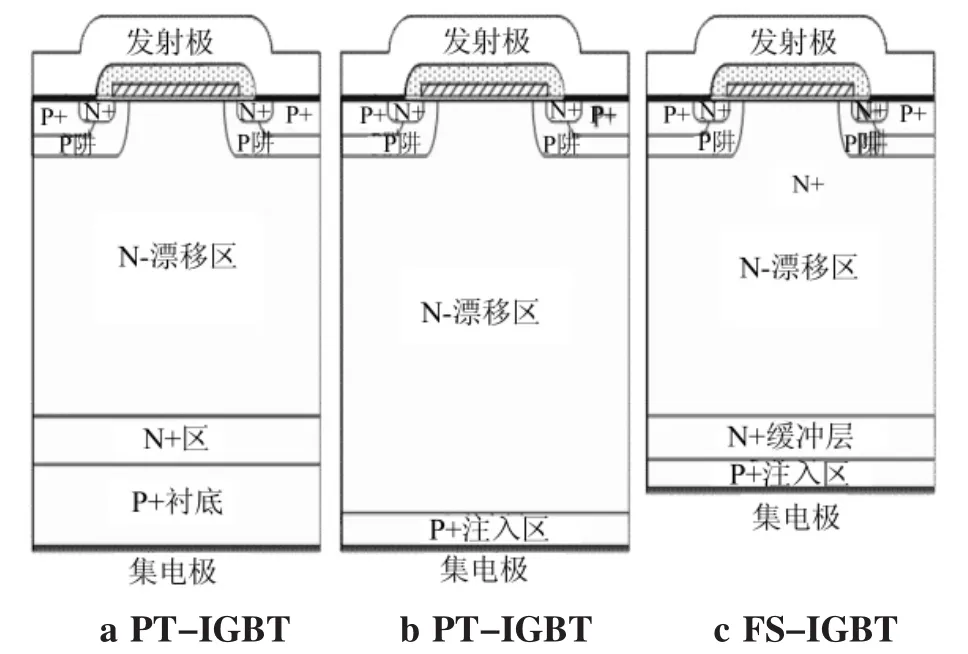
图3 士兰微开发的IGBT
为了进一步降低IGBT芯片损耗,士兰微优化了IGBT芯片厚度和少数载流子浓度分布。通过这些改善措施,芯片在保持饱和压降和开通损耗稳定不变的前提下关断损耗明显降低。如表2所示,改善②的关断损耗降低至1.97 mJ,相比改善前降低了39.4%。
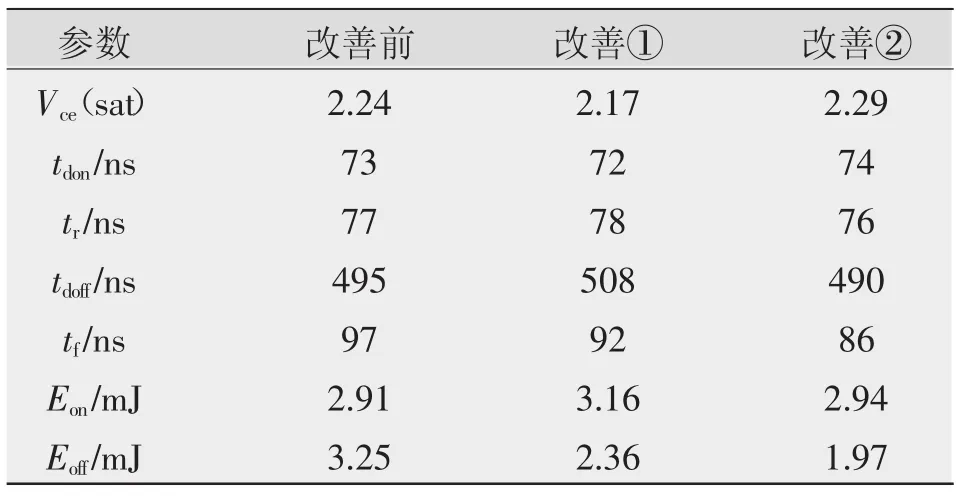
表2 氩弧焊和等离子体切割电源参数比较
2.2 模块结构设计优化
针对前面提到的振荡问题,一种解释[4]是模块工作时来自模块的输出信号反馈到模块输入端,其反馈路径主要与模块内部栅极布线有关。如果反馈的信号和输入信号相比存在相移则产生振荡。另一种解释是文献[5]中提到的直流母线和开关器件之间流动的高频环流对IGBT驱动回路产生干扰,从而产生振荡;降低高频环流回路与IGBT驱动回路之间的耦合互感可以抑制相互之间的干扰。
无论哪种解释,振荡都和模块的内部设计有很大关系,特别是IGBT栅极引线的布局布线。基于此,优化了栅极引线布线,将上桥臂IGBT栅极驱动回路远离模块内部的高频回路布线。模块内部的高频环流回路由两功率电极(+DC和-DC)、上桥臂IGBT、下桥臂FRD芯片和DBC组成。
模块内部布线示意如图4所示,优化后栅极驱动回路远离了高频环流回路。

图4 模块内部布线
优化后模块内部栅极驱动引线远离功率电极,上桥臂IGBT驱动回路也远离了高频环流回路。使用Q3D软件提取该高频环流回路和上桥臂IGBT栅极驱动回路之间的互感,互感系数如表3所示。

表3 高频回路和栅极驱动回路的互感参数
由表3可知,通过优化上桥臂IGBT栅极驱动回路,模块内部高频环流回路和上桥臂驱动回路之间的互感由2.96 nH降低至1.8 nH,降低约39%。理论上,因高频环流回路和栅极驱动回路相互干扰而产生的振荡也会大大降低。
优化后测得的电流电压波形如图5所示。图5a为使用12 Ω栅极电阻的波形,振荡仍然存在,但是和优化之前的波形相比,已有很大的降低;图5b为使用26 Ω栅极电阻的波形,振荡彻底消失。也就是说通过模块内部的优化设计和选择合适的栅极电阻选择,电流电压振荡被抑制,消除了整机工作中因电流电压振荡存在的安全隐患。

图5 模块优化后电流电压波形
3 模块试封及整机测试
基于芯片的改进和模块设计的优化,完成了优化后模块的试封。为了验证和对比优化后模块的性能,一共试封了4种模块。4种模块的编号分别是M1(改善前)、M2(改善后)、M3(RQ)、M4(RL)。M1(改善前)模块中的IGBT芯片是未经过改善的自制芯片;M2(改善后)模块使用的IGBT芯片做了如2.1节的改善。M3(RQ)和M4(RL)为参照模块,其中M3(RQ)模块使用开关速度较快的竞品芯片,M4(RL)模块使用开关速度较慢的竞品芯片。
整机应用中评估IGBT模块性能的关键测试项目主要有静态自激、模块开关波形和模块温升测试等。本研究对模块进行了静态自激测试和使用逆变焊机NB-500进行了开关波形和温升的测试。
3.1 静态自激测试对比
静态自激测试不是在整机上测试,而是单独对模块进行测试(见图6),主要是对比模块的开关速度、自激振荡情况、短路电流等。若模块在静态自激测试中表现出较严重的自激振荡或较小的短路电流,则整机在工作过程中模块很容易损坏。因此通过静态自激测试可以预先获取模块的特性,同时也避免模块在整机测试时“炸机”造成的损坏。
由图6可知,未改善前模块在Vge=11 V就开始出现振荡,改善后Vge=17 V模块也未出现明显振荡;参照模块M3(RQ)在Vge=16 V时出现明显振荡,M4(RL)类似于改善后的模块,Vge=17 V也未出现明显振荡。
3.2 整机测试开关波形对比
模块整机工作时的开关波形如图7所示。与M1(改善前)模块相比,优化后模块M2(改善后)开通时电流上升变快,关断时电流下降变慢,如图7a所示。优化后模块M2(改善后)的开关波形整体上与M3(RQ)模块基本一致,差别仅在于M2(改善后)模块关断时关断电流拖尾稍微略大,如图7b所示。
3.3 整机测试温升对比
温升测试时NB-500逆变器焊机直流电压约560 V,输出三相400 V AC,50 A模块对应满载输出电流为350 A,使用可变电阻箱作负载。焊机工作频率18 kHz,使用热电偶测量模块正常工作5 min后的温升,模块工作时的环境温度为25℃。测试得到的温升对比数据如图8所示。
优化后模块温升大幅度降低,带负载(满载的75%)工作5 min的温升数据显示,优化后的模块M1(改善后)温升比M2(改善前)低9.5℃,比参照模块M3(RQ)和M4(RL)分别低0.9℃和16℃。
4 结论
通过优化现有IGBT模块的芯片和内部栅极连线,解决了模块的自激振荡问题和模块在整机工作中起弧时的电压电流振荡现象。优化后模块无明显自激振荡,整机测试的开关波形也非常接近M3(RQ)的波形。由于开关损耗的降低,优化后的模块整机工作时的温升明显减小。M2(改善后)模块温升比M1(改善前)、M3(RQ)和M4(RL)分别低9.5℃、
0.9℃和16℃。

图6 自激测试对比

图7 整机测试开关波形对比

图8 模块温升对比
[1]Morimoto K.Dual utility AC voltage line operated soft switching PWM DC-DC power converter with high frequency transformer link for arc welding equipment[C].IEEE Conference on Electrical Machines and Systems,2005:1084-1089.
[2]Jayant Baliga B.The IGBT Device:Physics,Design and Applications of the Insulated Gate Bipolar Transistor[M]. Lgbt Device:2015.
[3]Majumdar G.Advanced IGBT technologies for HF operation[C]:IEEE European Conferenceon Power Electronics and Applications,2009:1-26.
[4]Andreas Volke,Michael Hornkamp.IGBT Module:Technology,Driver and Application,Second Edition[M].北京:机械工业出版社,2012:349-351.
[5]Zeng Xiangjun,Wang Xiaobao.Research on EMI Shielding Inside Hybrid Intergrated Power Electronic Module[J].Power Elrctronics,2004,38(1):33-36.
Development of IGBT module for the specific applications of arc welding machine and plasma cutter
ZHANG Maosheng,GU Yueji,HU Xuwei,WU Qiuqiu
(Hangzhou Silan Integrated Co.,Ltd.,Hangzhou 310012,China)
The concept of IGBT power module development for a specific application has been illustrated by optimizing IGBT power module based on the application of arc welding machine and plasma cutter.Given that the current problems still exists in this application of IGBT power module,the module optimization has been carried out from the following aspects.One is optimizing the thickness of IGBT chips,the concentration distribution of minority carrier,as a result that the turn-off loss reduces to 1.97 mJ whereas both the saturation voltage drop and turn-on loss almost keep invariable.The other is optimizing the routing of gate wire inside module to deal with the self-oscillation for IGBT module and the oscillation issue at starting arc for plasma cutter application.The increased temperature of the optimized module after a 5-minute operating with 75%load is just 24.6℃.This increased temperature is lower than that of M1,M3(RQ)and M4(RL)by 9.5℃,0.9℃and 16℃respectively.Both of the self-oscillation for the optimized module and the oscillation generating at starting arcing for plasma cutter have been decreased prominently.
IGBT module development;IGBT Chip optimization;module application
TG434.1
B
1001-2303(2016)09-0037-05
10.7512/j.issn.1001-2303.2016.09.09
2016-06-16;
2016-07-05
张茂盛(1985—),男,云南陆良人,硕士,主要从事硅IGBT模块相关的研究开发工作。
