带缺口的焊丝拉拔试验及有限元分析
2016-12-07刘晨曦
孙 莉,张 腾,刘晨曦
(1.天津大学材料科学与工程学院,天津300350;2.天津电力机车有限公司,天津300452;3.核工业西南物理研究院,四川成都610041)
带缺口的焊丝拉拔试验及有限元分析
孙 莉1,2,张 腾3,刘晨曦1
(1.天津大学材料科学与工程学院,天津300350;2.天津电力机车有限公司,天津300452;3.核工业西南物理研究院,四川成都610041)
对带缺口的活性无镀铜焊丝的变形趋势进行试验和有限元分析,解决金属在拉拔过程中自接触的算法问题。得出带有纵向U型缺口焊丝添加活性剂的效果最好,纵向V型缺口次之,横向U型缺口添加活性剂的效果最差。并对带缺口的焊丝进行拉拔试验,验证有限元分析的正确性,同时对焊丝截面进行扫描电镜能谱分析,得出闭合后的凹槽内部确实含有拉拔前涂覆的活性剂中的Se元素。
自接触;带缺口焊丝;拉拔;有限元分析
0 前言
CO2气体保护焊凭借其成本低、能耗小、生产效率高、焊后无需清渣、抗腐蚀能力强、焊缝含氢量低等一系列优点,被广泛应用于碳钢及合金金属的焊接。但该方法存在飞溅率高、焊缝组织金属粗大等缺点。活性焊接法是近年来研究的热点,具有成本低、能耗低等优势。因此将活性剂应用到CO2气体保护焊具有重要意义[1]。通过在焊丝表面刻槽来增加焊丝活性剂的含量,是工业上广泛运用的方法。凹槽的形状有很多种,且其在拉拔过程中的变形机理尚不明了,本研究应用有限元法对各种不同形状的凹槽焊丝在拉拔过程中的变形进行模拟,找出最佳的凹槽形状和尺寸,对提高活性焊丝中活性剂的含量,进而提高CO2气体保护焊质量具有重要意义。
1 基本算法
1.1 金属的塑性成形算法
金属的拉拔分析是一个高度的塑性变形问题,会出现大位移、大转动以及大应变。更新的拉格朗日罚函数能准确地模拟拉拔中存在的应力应变以及发展规律。其基本的平衡方程为[2,4]:
大塑性应变平衡方程

线性应变增量刚度矩阵

非线性应变(几何或初始应力)
t时刻单元应力结点等效矢量

1.2 接触算法
开凹槽的焊丝在拉拔过程中,凹槽各个表面的变形规律无法得知。在拉拔过程中,各个面上的点先经历塑性变形,两个点之间的距离小于一个固定值时,认为两个面上的点发生了接触,这时候启动接触算法。由于在拉拔过程中无法预知变形规律,所以在每一子步都要检测节点之间的位置,将距离小于给定值的点增加一个法向力自由度,大于给定值的节点减少该法向力。本次选用罚函数法,是通过接触刚度在接触力与接触面间的穿透值(接触位移)间建立力与位移的线性关系(接触分析的罚函数算法):

式中FKN为罚函数系数;ΔU为穿透位移。当两个点之间的距离小于U时,认为其发生了接触[3]。
2 有限元计算
2.1 建模及其网格
计算采用大型通用有限元软件ANSYS,通过实验测得H08焊丝的真应力应变曲线,采用双线性随动强化材料模型,按照实际尺寸建模,为减少计算量且方便观察开口焊丝的变形,取模型的一半分析。焊丝直径为5 mm,U型槽尺寸为1 mm×1 mm,如图1所示。单元选用SOLID185单元,全局网格尺寸为10mm,局部网格尺寸为焊丝开口面1mm,如图2所示,接触单元为CONTA173和TARGE170单元。通过不同的实常数区分不同的接触对,由于开口焊丝的拉拔涉及到焊丝与模具的接触分析以及焊丝自接触分析,以U型缺口为例分别在模具、焊丝表面、焊丝可能发生接触的三个面建立4组接触对,在计算过程中,每一子步更新节点的位置,并开启和关闭接触对。

图1 各种刻槽模型Fig.1FE-models of transversal and longitudinal grooves on wire rods

图2 焊丝和模具网格Fig.2FE-elements of wire with longitudinal grooves and mold
2.2 有限元计算结果
由图3、图4可知,焊丝前段拉出模具部分的等效塑性应变塑性变形最大,焊丝金属的流动规律为拉拔的焊丝金属在轴向发生拉伸塑性应变,最大值在焊丝的外表面,而在环向发生压缩塑性应变,最大值发生在U型凹槽的根部。

图3 拉拔后U型凹槽焊丝等效位移Fig.3Equivalent displacement of U type longitudinal during drawing by FEA
2.3 横向U型缺口焊丝
横向U型缺口焊丝在拉拔过程中,凹槽的宽度会随着拉拔的进行而增加,凹槽的深度随着拉拔
的进行而变浅,最终从焊丝表面消失,如图5所示。因此使用这种横向刻痕的方式在焊丝表面涂覆活性剂是无法将活性剂加入焊丝内部的,最终仅仅是在焊丝表面形成一层活性剂薄膜,无法起到活化作用。

图4 拉拔后U型凹槽焊丝等效应变图Fig.4Equivalent strain of U type longitudinal grooves during drawing by FEA
图5 横向U型缺口焊丝拉拔过程中的形状变化Fig.5Changes in shape of U type transversal grooves during drawing by FEA
2.4 纵向U型缺口焊丝
纵向U型缺口焊丝拉拔过程中的形状变化如图6所示,不论是1 mm缺口的纵向凹槽的焊丝,还是0.5 mm缺口,随着拉拔的进行,U型纵向凹槽先是凹形槽的两垂直边相向运动,当两垂直边接触后,凹槽闭合,然后凹槽尺寸随着拉拔的进行变小,在焊丝拉拔出模具后,凹槽的两接触边又有稍许的回弹。并且由于凹槽是沿焊丝纵向分布,活性剂加入的均匀性会大大提高。可见采用这种刻槽方式,在凹槽中加入活性剂后,能将大量的活性剂添加到焊丝当中。

图6 纵向U型缺口焊丝拉拔过程中的形状变化Fig.6Changes in shape of V type longitudinal grooves during drawing by FEA
2.5 纵向V型缺口焊丝
纵向V型缺口焊丝拉拔过程中的形状变化如图7所示,由图7可知,90°V型缺口在拉拔过程中,根部焊丝先闭合,随着拉拔的进行,缺口上半部分张开,添加至焊丝中的活性剂将无法包裹至焊丝中,活性剂的添加效果很差。
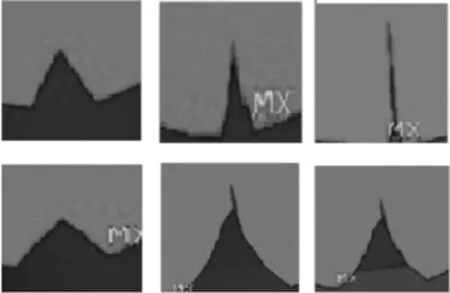
图7 纵向V型缺口焊丝拉拔过程中的形状变化Fig.7Changes in shape of V type longitudinal grooves during drawing by FEA
60°V型缺口的焊丝在拉拔过程中,首先是凹槽的角度变小,然后凹槽缺口两面接触闭合,在拉拔出模具之后,又有一个小的回弹,这种缺口的焊丝能将一部分活性剂保留在焊丝内,所以60°V型缺口的焊丝的活性剂添加效果较好。
3 带凹槽的焊丝实际拉拔实验
为了验证拉拔模拟结果的正确性,分别对焊丝表面进行横向和纵向刻痕,研究其在实际拉拔过程表面凹槽形貌变化。焊丝直径5 mm,横向刻痕深度1mm、宽度0.5 mm。拉拔后焊丝直径变为3 mm。V型缺口为60°,缺口深度1 mm。
由图8可知,随着拉拔道次的增加,缺口变得宽而浅,拉拔过后,横向凹槽宽度变大、深度减小。与模拟结果相似。可见,这种刻痕方式的焊丝不利于活性剂的添加。
由图9可知,纵向V型凹槽的焊丝在实际拉拔过程中,首先是凹槽的根部先接触闭合,然后是缺口上半部分开始变形至闭合,与有限元分析有一些出入(V型缺口焊丝在拉拔过程中,两面的角度
减小至闭合,且拉拔完成后有少许回弹)。仔细观察焊丝缺口可知,这并不是一个标准的V型缺口,在缺口的左边有一小块焊丝金属缺失,若将其补上,则变形趋势与有限元分析的结果一致。

图8 横向U型凹槽拉拔变形Fig.8Changes in shape of U type transversal grooves during drawing by FEA

图9 纵向V型凹槽拉拔变形Fig.9Changes in shape of V type longitudinal grooves during drawing by FEA
为了确定活性剂是否有效进入凹槽中,对拉拔后的焊丝截面进行扫描电镜及能谱分析,如图10所示。通过分析可以看出,闭合后的凹槽内部确实含有拉拔前涂覆的Se元素,从另一个方面验证了有限元分析的正确性。
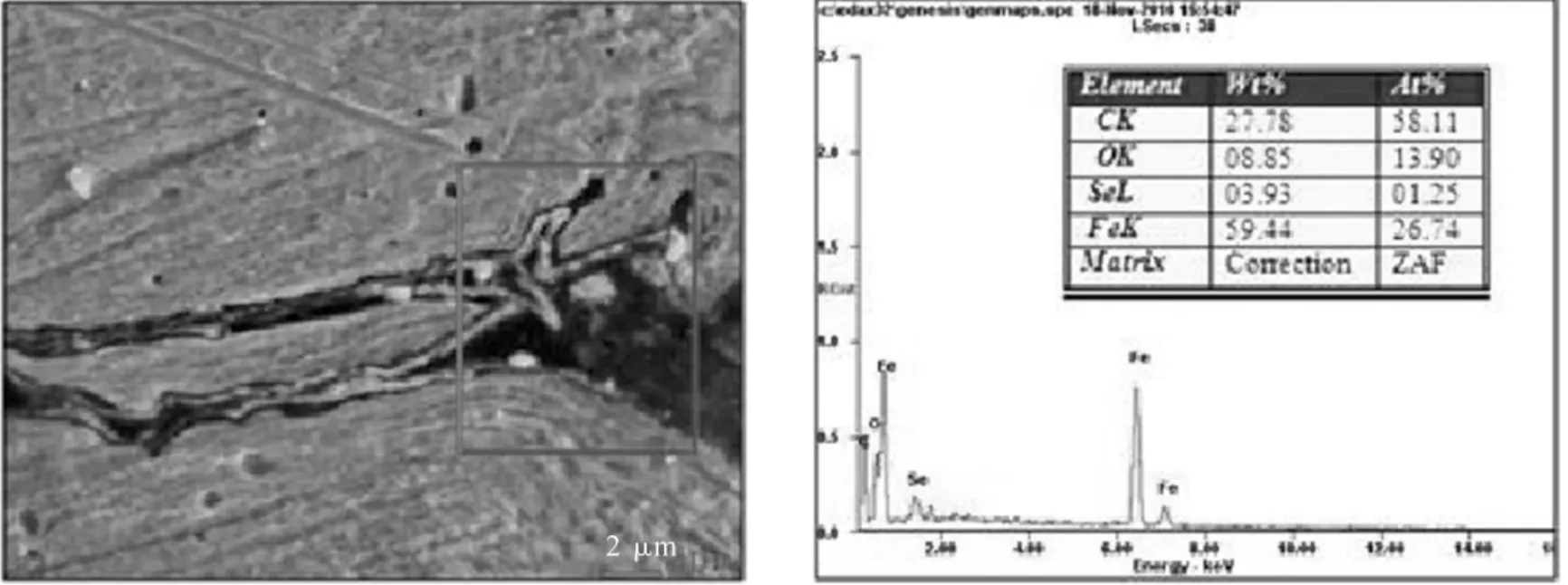
图10 拉拔后凹槽内部扫描电镜及能谱分析Fig.10SEM-EDS analysis of the inside of the grooves
4 结论
本研究对开口焊丝在拉拔过程中进行数值模拟,解决了金属塑性变形中的自接触算法及参数选用的问题,对解决金属塑性成形中的自接触问题具有重大意义。
焊丝金属的流动规律为拉拔的焊丝金属在轴向发生拉伸塑性应变,最大值在焊丝的外表面,而在环向发生压缩塑性应变最大值发生在U型凹槽的根部。
通过有限元模拟可知,横向U型缺口焊丝在拉拔过程中并不能将活性剂有效地加入焊丝中,纵向凹槽为U型时加入活性剂的数量最多。但在实际生产中,U型凹槽只能通过切削的加工方法实现。因为在实际焊丝的生产过程当中,无法连续切削出符合要求的U型缺口。
焊丝表面纵向刻V型凹槽的方式在连续生产的过程中容易实现,同时还可以通过控制V型槽的大小和角度来控制活性剂的加入量,这对活性无镀铜焊丝日后的产业化生产十分重要。因此,选择纵向60°V型刻槽方式作为添加活性剂是切实可行的方式。
[1]孙莉.应用与CO2气体保护焊的活性剂的研究[D].天津:天津大学,2012.
[2]刘明霞,阮峰.拉丝成型的弹塑性有限元分析[J].锻压机械,1996,69(3):47-49
[3]博弈创作室.ANSYS9.0经典产品基础教程与实例详解[M].北京:中国水利水电出版社,2006.
[4]T Shinohara,K Yoshida.Deformation analysis of surface flaws in stainless steel wire drawing[J].Journal of Materials Processing Technology,2005,162(15):579-584.
Drawing experiments and finite element analysis of wires with different grooves
SUN Li1,2,ZHANG Teng3,LIU Chenxi1
(1.School of Materials Science&Engineering,Tianjin University,Tianjin 300072,China;2.Tianjin Electric Locomotive Co.,Ltd,Tianjin 300452,China;3.Center for Fusion Science of Southwestern Institute of Physics,Chengdu 610041,China)
This paper investigated the deformation trend of active wires without copper plating by finite element analysis and drawing experiments.A suitable algorithm was selected and used to simulate the self-contact ofwires with grooves during drawing.It was found the best method ofadding active fluxes into the wire was to score U Type grooves along the wire.The Se element which belongs to active fluxes was detected in the section ofwire with SEM-EDS.
self-contact;wire with grooves;drawing;finite element analysis
TG422.3
A
1001-2303(2016)10-0129-04
10.7512/j.issn.1001-2303.2016.10.27
献
孙莉,张腾,刘晨曦.带缺口的焊丝拉拔试验及有限元分析[J].电焊机,2016,46(10):129-132.
2014-02-26;
2016-06-30
国家自然科学基金项目(51501126)
孙莉(1983—),女,天津人,博士,主要从事金属成形与加工的研究工作。
