热矫形温度对6N01铝合金接头组织与性能的影响
2016-12-06张风东陈东方
张风东,汪 认,陈东方
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
热矫形温度对6N01铝合金接头组织与性能的影响
张风东,汪认,陈东方
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
对6N01-T5铝合金焊接接头进行了不同温度的热矫形,研究了矫形温度对接头微观组织及力学性能的影响规律。结果表明,250℃内加热时接头强度和焊缝区硬度有微量上升,HAZ和母材区硬度逐渐变大;高于250℃时强度和硬度开始下降,软化区范围加宽,分别向母材和淬火区方向延伸,高温下性能恶化严重;150℃~200℃加热时易发生弯断,且弯断角随温度升高而减小。室温时,接头母材区析出相为GP区和β″,硬度值较低,热影响区软化区晶内在只有粗大析出相;250℃加热时,母材区开始析出β′相,在β″和β'的析出转变期接头硬度与强度出现峰值,软化区因重新析出β'/β″相得到强化,拉伸断于焊缝;450℃加热时,接头处于严重过时效状态,无弥散析出相,硬度和强度降低。
6N01铝合金;焊接接头;热矫形;加热温度;力学性能;微观组织
0 前言
轻量化是高速列车等轨道交通的一个重要发展方向,铝合金具有质轻、比强度高、耐蚀性好和可焊性好等特点,广泛应用于高速列车车体的制造。然而铝合金的弹性模量只相当于钢的1/3,在焊接加工时会出现较大的残余应力和焊接变形,产生焊接结构尺寸不稳定、塌陷、挠曲、错边等问题,进而造成构件疲劳性能的弱化,在结构件焊接中往往需要通过矫形来减小变形量[1]。调控焊接残余应力和变形的措施可以分为焊前、焊时、焊后措施[2]。在目前的铝合金车体制造过程中,焊前、焊时矫形工艺仍会使构件存在一定的焊接变形,而焊后矫形则可以基本消除焊接热变形。焊后冷矫形容易损伤铝合金焊接构件,故生产中多采用热矫形的方法,即火焰矫形加压铁配重和机械加压消除焊接变形。近年来一些学者利用有限元模拟和试验分析的方式对铝合金焊后火焰矫形进行了研究[3-6]。高速列车用6N01型材属于热处理可强化铝合金,热矫形必须严格控制额外的热输入,一方面热输入必须充足,以保证矫形成功;另一方面不能超过一定的温度和时间组合,避免了产生焊接制品强度降低的现象[7]。
在此研究不同热矫形加热温度对6N01-T5铝合金焊接接头的微观组织及力学性能的影响,据此确定适当的矫形温度,为控制高速列车铝合金车体焊接变形提供一种有效的热矫形工艺。
1 试验方法
试验所用铝合金材料为3 mm厚的国产6N01大型挤压型材,采用直径1 mm的ER5356铝镁合金焊丝进行焊接,母材和焊丝的化学成分如表1所示,6N01的Mg/Si比接近1,为Si过剩型合金。试验用的6N01型材供货状态为T5态,为在线挤压淬火+165℃×8 h人工时效,属于欠时效状态。
表1 6N01铝合金母材和焊丝的成分%
采用MIG焊方法焊接6N01型材,焊接电流165 A,电弧电压20 V,焊接速度75 cm/min。
利用自主研制的高精度、多通道热电偶测温装置,并以美国进口TEMPIL测温笔为辅助,分析6N01型材火焰矫形温度场,并探究火焰矫形的工艺参数,为热模拟试验的开展做准备。
温度场测试发现,火焰矫形加热时产生一个局部、瞬时温度场,温度随时间、位置的不同而改变,而通过火焰加热获得稳定温度场比较困难,为保证矫形温度的精确控制,本试验基于上述火焰温度场测试所得工艺,采用热模拟来代替工程中的火焰加热,分别对6N01铝合金试件进行150℃、175℃、200℃、250℃、350℃、450℃的热模拟矫形。结合生产工况,热模拟工艺曲线如图1所示。

图1 热模拟工艺曲线Fig.1Thermal simulation process curve
根据国家标准加工热矫形型材的相关试件,试件厚度与实际型材厚度相同,均为去除余高试件。对6N01正常焊接及模拟不同温度热矫形后的试件进行力学性能测试。拉伸和弯曲测试在电子万能材料试验机CSS44300上进行,加载速率均为60 mm/min,弯曲压头直径为30 mm。显微硬度测试在日产HMV维氏显微硬度测试仪上进行,载荷为4.9 N,加载时间为10 s。
对接头磨光、抛光和腐蚀(腐蚀剂为HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95混合酸)后,在OLYMPUS GX71光学显微镜及Hitachi S-3400N扫描电镜观察接头微观组织,利用日产JEM-2100透射电镜观察第二相粒子的大小、形貌及分布。
2 实验结果及分析
2.1热矫形接头力学性能
6N01-T5铝合金3 mm厚焊接件的拉伸试验包括原始态(也称室温)、150℃、175℃、200℃、250℃、350℃、450℃共7组对照试验,拉伸试验结果如图2所示。

图2 6N01不同温度热矫形接头拉伸强度对比Fig.2Tensile strength of 6N01 joints after heating
6N01原始态母材抗拉强度为270 MPa,MIG焊后材料强度明显降低,原始态接头强度仅为原始态母材强度的71%,且经不同温度加热的焊接件拉伸强度均低于对应母材件。由图2可知,在250℃内加热时,加热接头较原始态未加热接头强度有微量提高,在250℃时提高率为9.5%,达到极大值211MPa;加热温度高于250℃时,接头强度急剧下降,其中350℃时,强度为188.3 MPa,低于强度要求[8],450℃加热时接头强度降低50%,性能恶化严重。研究接头断裂位置可知,250℃热矫形的焊接件断于焊缝中心,而其他温度加热的焊接件多断于距焊缝中心10~15 mm处的软化区,其中450℃加热时拉伸曲线基本没有弹性变形阶段,断裂位置波动较大,这与接头各个区组织在高温下发生剧烈转变有关。结合450℃热矫形后各件的拉伸强度可知,断裂强度与断裂位置有关,断于HAZ处时的强度高于断于焊缝处,高于断于母材处,本研究将在后面的组织分析中进一步解释相关原因。
6N01铝合金接头180°三点弯曲背弯试验结果如表2所示,由表可知,6N01-T5铝合金在150℃~ 200℃加热时易发生弯断,且弯断角随加热温度的升高而减小,弯断位置基本位于弯曲压头圆弧过渡处所对应的区域,距焊缝中心约24 mm。弯曲强度方面,6N01在200℃内加热时接头强度都在900 MPa以上,当加热温度高于200℃时强度下降,450℃仅为400 MPa,不能满足使用要求。

表2 焊接工艺参数
2.2热矫形接头硬度测试
对6N01原始态及经不同温度加热接头进行硬度测试,测试位置统一距离上表面1.5 mm,测量点间距一般取2 mm,但在熔合线附近硬度变化较大区域及焊缝区取0.5 mm,得到的硬度分布如图3所示。

图3 6N01不同温度热矫形接头硬度分布Fig.3Hardness distribution of 6N01 joints after heating
6N01焊接接头硬度测试表明:热矫形前后接头硬度都以焊缝中心为轴呈对称分布,加热温度对软化区的位置有重要影响,未加热接头的软化区距熔合线5~10 mm,随温度的上升该距离逐渐减小,高温热矫形时淬火区范围变小,HAZ从熔合线附近就开始软化。350℃内加热时焊缝区在整个接头各区域中硬度最低,而450℃加热时热影响区软化严重,低于焊缝区硬度。对于焊缝区,200℃内加热对接头硬度影响较小,硬度值约为60 HV,250℃时硬度有所上升,达到65.3 HV,之后硬度开始下降,450℃时焊缝硬度仅为53 HV,软化严重。对于热影响区和母材区,250℃内加热时硬度随温度的升高逐渐变大,在250℃达到极大值,高于250℃时硬度逐渐降低,加热温度达到450℃时硬度下降到40.4 HV,且软化区范围加宽,分别向母材和淬火区方向延伸,母材软化严重。
2.3金相组织分析
接头金相分析如图4所示,6N01焊接接头热矫形前后各区金相组织变化不明显。焊缝都为铸态结晶组织,焊缝中心经历了极高的热循环,热矫形温度在没有超过焊接热的情况下,不会对焊缝宏观光学组织造成明显的影响。靠近HAZ一侧的熔合区晶粒较大,且随着加热温度的升高,晶粒尺寸有变大的趋势,晶界趋于模糊,这与高温下晶粒长大、晶界析出相固溶到基体有关。不同温度热矫形后HAZ中都有板条状和圆点状第二相生成,200℃内热矫形后第二相有长大的趋势,高温下第二相有所减少。母材区组织和热影响区的变化类似。
2.4透射电镜观察
金相观察到的第二相多为微米级的粗大夹杂相,主要含Fe、Si杂质相,属于难溶性硬相质点,热处理基本不改变这些相的状态,所以在光学显微镜下观察不到明显差别。而在矫形热循环的作用下,合金的弥散相和沉淀相会发生时效析出、长大、固溶等一系列转变,尺寸在纳米级,需要借助透射电镜才能观察到。

图4 6N01不同温度热矫形接头组织形貌Fig.4 Microstructure of 6N01 joints after heating
图5为6N01原始态焊缝区TEM组织,可以发现,焊缝熔敷金属没有第二相析出,基体衍射斑上没有出现第二相的衍射斑点,电镜视场中可观察到个别的大黑颗粒,结合Al-Mg-Si三元合金相图分析可知,析出相可能为FeAlSi等金属间化合物,由于没有强化相析出,焊缝金属硬度和强度较低。焊缝为铸态组织,较低温度热处理不能明显改变这些夹杂相,因而热矫形对焊缝组织产生影响较小,焊缝区硬度基本不变。高温下部分夹杂相溶解,硬度有所降低。

图5 6N01原始态焊缝区TEM组织Fig.5TEM images of 6N01 weld metal without heating
图6a、图6c、图6e为不同温度矫形的接头母材区TEM组织。6N01-T5属于欠时效状态,原始态母材区主要析出相为GP区和β″,对应的硬度值较低,晶粒尺寸较小,晶内主要存在3种衬度的析出相:一种是较多的弥散分布长约20~30 nm的针状β″相,析出相在形貌上相互正交;另一种是直径约10 nm的粒状析出相,部分粒状相可能为针状析出相的横截面,部分可能是GP区;组织中还存在100 nm的多边形状相,是AlFeSi类粗大第二相。晶界处存在不连续分布的长条状析出相,晶界附近的无析出带较宽。250℃加热时母材区处于峰时效状态或轻微过时效状态,晶内除针状β″相外,还有较多的200 nm粗棒状β′相,位错绕过析出相颗粒留下位错环,说明250℃时合金中已发生了β″相向β′相的转变。晶界处有尺寸达0.5~1 μm的不连续长条状析出相,为富Si相。β″相与基体完全共格,形成较强烈的共格畸变应力场,阻碍位错运动,使合金的强度与硬度提高。继续升温或延长时间,β″转变为与基体半共格的β′相,对位错运动的阻碍作用减小,因此合金硬度与强度的峰值出现在β″相的末期和β′相的初期,随后强度与硬度开始降低。450℃加热时母材区处于严重过时效状态,晶粒长大非常明显,在透射电镜视场中已经观察不到整个晶粒,析出相部分固溶到基体中部分急剧长大,可以观察到两个粒子正在发生合并长大。晶内第二相尺寸达到微米级,有呈片状形貌的β平衡相,还有黑色的多边形颗粒,EDS分析表明为富Si相,视场中没有纳米级弥散相存在。位错以绕过析出相颗粒的形式进行扩展,随着颗粒间距的不断增大,切应力随之减小,造成高温下硬度和强度降低。
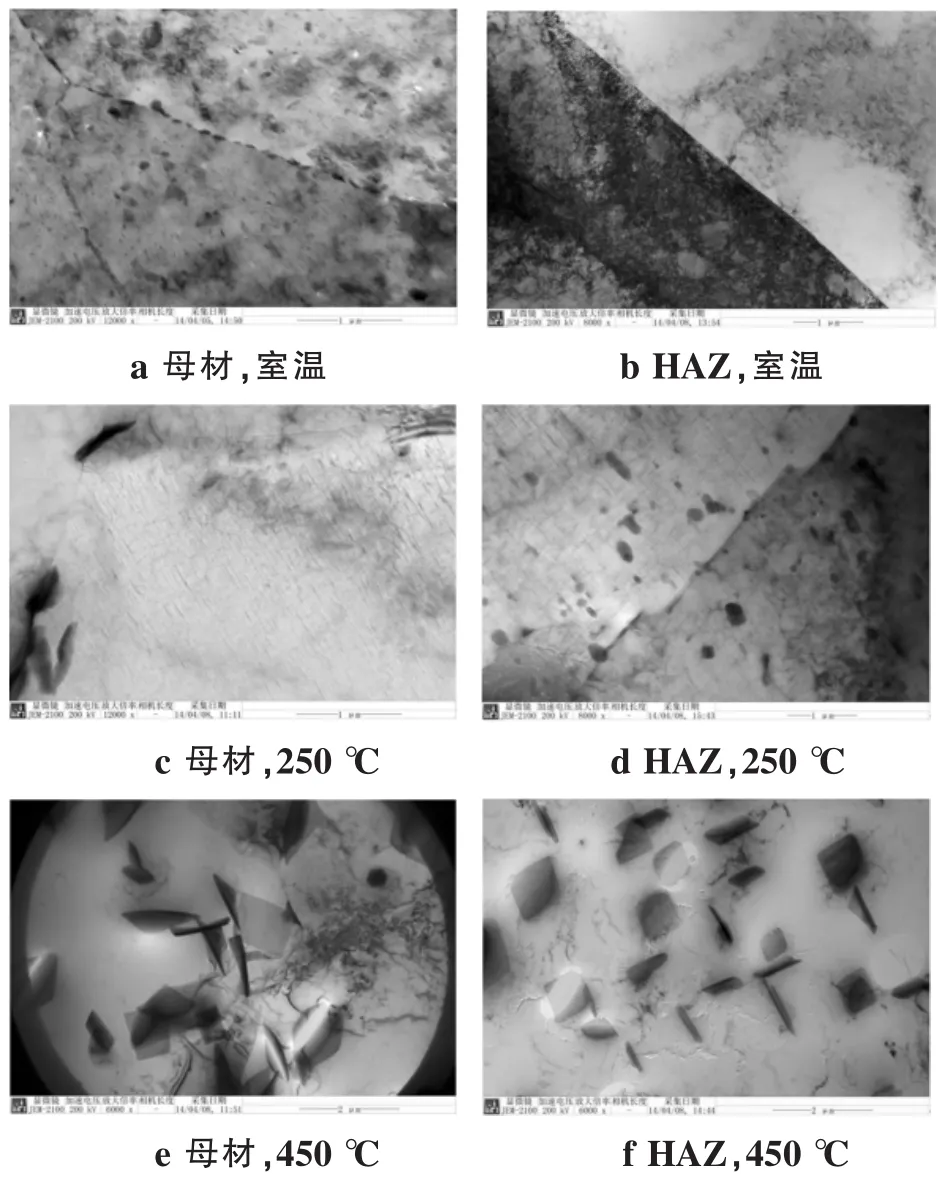
图6 6N01不同温度矫形的母材与HAZ区TEM组织Fig.6 TEM images of base metal and HAZ after heating
图6b、图6d、图6f为不同温度矫形的接头热影响区TEM组织。原始态热影响区透射试样取自拉伸断裂处,该处经历焊接热循环后处于过时效状态,晶内无细小的弥散析出相,只有微米级的黑色片状相,为β相或富Si相,晶界平直。β相与基体非共格,共格畸变消失,β相的质点聚集长大粗化,使弥散分布的强化相数量减少,降低了对基体组织的沉淀强化效果,同时由于α(Al)中大量固溶的Mg、Si原子通过扩散进入β相中以化合物形式析出,同样会降低基体组织的固溶强化效果,造成强度与硬度的降低。250℃加热时热影响区又开始析出第二相,晶内出现长约300~500 nm的针棒状析出相,析出相主要为β'相,也含部分β''相,还分布一些块状大黑颗粒,为β相或富Si相。晶界上又有不连续长条状析出相,晶界附近有无析出带形成,但尺寸不宽。由于β'/β''相的析出,热影响软化区得到强化,不再是接头最薄弱环节,因此经250℃矫形后的6N01焊接接头拉伸时断于焊缝。450℃加热时热影响区又处于过时效状态,晶内存在微米级的片层状β相,还有些黑色的粗棒状相,无弥散细小的沉淀相,硬度和强度降低。但与原始态软化区相比,因过时效的程度不一样,所以拉伸时断裂位置和强度相对离散。
3 结论
(1)6N01-T5矫形温度在250℃内时接头强度较原始态有微量上升,高于250℃时,接头强度开始急剧下降,高温下性能恶化严重。250℃拉伸断于焊缝,其他温度多断于软化区,450℃断裂位置随机性较大。150℃~200℃加热时易发生弯断,且弯断角随加热温度的升高而减小。
(2)350℃内加热时焊缝在接头中硬度最低,450℃时热影响区软化严重,低于焊缝区硬度。200℃内加热对焊缝区硬度影响较小,高温下部分夹杂相溶解,焊缝硬度降低。250℃内加热时随温度升高热影响区和母材区硬度变大,随后硬度开始逐渐降低,450℃时热影响区软化严重,且软化区范围加宽,分别向母材和淬火区方向延伸。
(3)6N01-T5属于欠时效状态,原始态母材区主要析出GP区和β″,对应的硬度值较低,晶粒尺寸较小。250℃时母材区处于峰时效状态或轻微过时效状态,晶内开始析出β′相,硬度与强度峰值出现在β″相的末期和β′相的初期。450℃时母材区处于严重过时效状态,晶粒明显长大,第二相主要为微米级β相,无细小弥散相存在,硬度和强度降低。
(4)6N01-T5原始态软化区处于过时效,晶内无细小弥散相,沉淀强化和固溶强化效果的降低造成强度与硬度降低。250℃时软化区开始重新析出第二相,β′/β″相的析出使软化区得到强化,因此拉伸时断于焊缝,而不是软化区。450℃时软化区又处于过时效态,硬度和强度降低。但过时效的程度较原始态软化区有所差别,故断裂位置和强度相对离散。
[1]葛维龙,高建平,曹霞,等.磁悬浮列车铝合金车体制造及焊接工艺研究[J].城市车辆,2001(5):40-42.
[2]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[3]韩绍华.铝合金车体结构焊接变形的模拟优化控制工艺[D].哈尔滨:哈尔滨工业大学,2008.
[4]Lan Jiang,Yanjin Wang.Effect of flame straightening on microstructuresandproperties of welded joint of aluminium alloy for high-speed train[J].Transactions of Materials and Heat Treatment,2003,24(2):59-61.
[5]付宇.动车组铝合金车体侧墙外侧焊缝火焰调修原理浅析[J].装备制造技术,2013(2):54-55.
[6]崔洪才.6063铝合金焊接变形火焰校正分析[J].新技术新工艺,2010:62-65.
[7]隋红心.铝合金车体焊接变形火焰调修技术创新[J].长春大学学报,2005,15(6):10-12.
[8]DIN EN288-4《铝及铝合金电弧焊的焊接工艺检测》[S].
Effect of thermal orthopedic temperature on the microstructure and properties of welded joints for 6N01 aluminum alloy
ZHANG Fengdong,WANG Ren,CHEN Dongfang
(CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China)
The 6N01-T5 aluminum alloy is conducted with the thermal orthopedics in different temperatures and the effect of thermal orthopedic temperature on the microstructures and mechanical properties of welded joints is investigated.The results show that the microhardness of weld zone and the strength of welded joints are increased slightly within 250℃heating temperature,and the micorhardness of HAZ and base metals increase gradually.When the heating temperature is higher than 250℃,the strength and micorhardness decrease,the range of soften area widens and extends in the directions of base metals and quenching zone,and the properties deteriorates seriously under the high temperature.Fracture occurs easily when heating temperature is between 150℃to 200℃and its angle reduces as the temperature increases.At indoor temperature,the precipitated phases are mainly composed of GP zone and β"phases and the microhardness is a little lower,the coarse precipitated phases appear in the soften area and HAZ zone. When heating temperature is 250℃,the β′phases are precipitated in the base metal and the peak values of microhardness and strength appear during the periods between of β"phase and β′phase,and the soften area is strengthed because the β"/β′phases reprecipitate.The fracture appears in the weld zone.When heating tempeature is 450℃,the welded joints are in serious overaging condition and have no precipitaed phases and the microhardness and strength decline.
6N01 aluminum alloy;welded joints;thermal orthopedicc;heating temperature;mechanical properties;microstructre
TG457.14
A
1001-2303(2016)05-0101-05
10.7512/j.issn.1001-2303.2016.05.22
2016-02-16;
2016-03-18
张风东(1979—),男,高级工程师,主要从事焊接工艺的研究工作。
