基于HMI和PLC的食品包装箱码垛机控制系统设计
2016-12-05钱振华王荣扬左希庆
钱振华 王荣扬 左希庆
(湖州职业技术学院机电与汽车工程学院,浙江 湖州 313000)
基于HMI和PLC的食品包装箱码垛机控制系统设计
钱振华 王荣扬 左希庆
(湖州职业技术学院机电与汽车工程学院,浙江 湖州 313000)
介绍一种专门用于食品包装箱的码垛机控制系统。该系统采用PLC对升降电机和行走电机分别进行伺服和变频控制,实现了抓箱机械手升降运动的精确位置控制和平移运动的速度控制,有效地提高了码垛的可靠性和效率。HMI的使用使得操作码垛机更为直观和便捷,同时也有利于码垛机工作状态的监控及系统的维护。
HMI;PLC;码垛;控制
随着物流设备制造业的兴起和自动化技术的发展,自动化控制的码垛机逐渐开始替代人工码垛。码垛机可以对各种已包装的食品箱进行全自动码垛作业,并把食品包装箱按一定的排列模式自动堆码成所需垛形以便摆放和运输。根据不同的应用场合,码垛机主要可以分为桥式[1]、机器人式[2]和高位全自动码垛机[3]等。
当前在食品包装箱码垛机控制技术中较为常见的有基于DSP运动控制器的SCARA 机器人式[4]、采用工业控制计算机和DSP的关节机器人式[5],以及基于运动控制器的坐标式码垛机[6]等。DSP运动控制器一般作为下位机,与作为上位机的工业控制计算机可组成功能强大的运动控制系统,但其工作稳定性、可靠性较差,不适合作为码垛机的控制核心。而可编程控制器(PLC)是一种专为工业环境下应用而设计的数字运算操作的电子装置,具有可靠性高、抗干扰能力强、功能强大、易于系统开发等优点,且与人机界面(HMI)易于组成可视化的操作界面,非常适合作为码垛机的控制核心。根据某食品公司的码垛要求,开发一种专门用于食品包装箱的桥式码垛机。采用HMI与PLC控制技术,运用伺服驱动和变频调速技术,设计码垛机的控制系统。该码垛机具有友好的人机界面,操作直观、简便,工作可靠、易于维护。
1 码垛机结构和工作原理
码垛机主要由托盘输送机构1、码垛机械手3、升降电机4、行走电机5、空托盘进给机构7等组成,见图1。码垛机的工作原理:
① 食品包装箱6经包装机输送至码垛机械手3下方,待机械手3抓取后升降电机4正转,驱动机械手上升;
② 上升到位后行走电机5正转,驱动机械手横向移动到托盘2上方;
③ 横向移动到位后,升降电机4反转驱动机械手下降,下降到位后释放包装箱;
④ 升降电机4正转驱动机械手上升,上升到位后行走电机5反转,驱动机械手回到抓取工作位置上方,等待下次抓取;
⑤ 一个托盘的码垛为9层,每层4只包装箱。

1. 托盘输送机构 2. 托盘 3. 码垛机械手 4. 升降电机 5. 行走电机 6. 食品包装箱 7. 空托盘进给机构
图1 码垛机结构图
Figure 1 Stacking machine structure
2 码垛机控制系统硬件设计
根据食品包装箱码垛机整体结构和工作原理,并考虑码垛机作业环境和操作人员素质,其控制系统应满足如下要求[7]:
① 升降电机和行走电机需进行精确位置控制,实现稳定、高效运动;
② 系统具有一定的可扩展性,以便与输送线进行协调控制;
③ 具备友好的人机界面,易于操作和维护;
④ 具有高可靠性、安全性和稳定性;
⑤ 保持作业环境整洁、卫生、无污染。
依据上述要求,设计的码垛机控制系统总体方案见图2。
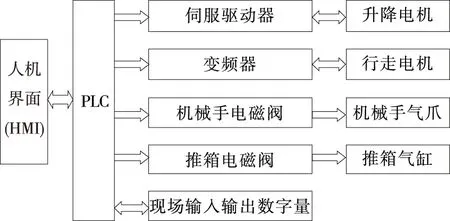
图2 码垛机控制系统总体方案
系统选用西门子CPU226可编程控制器(带晶体管输出型)作为控制核心,并采用EM223模块作为外部输入输出信号的扩展。该型PLC处理速度快、价格适中,且具有一定的扩展能力,主要用于控制伺服驱动器、变频器、电磁阀及其它外部I/O数字量的处理等任务。人机界面(HMI)选用了步科(Kinco) MT4414TE触摸屏,其作为上位机接受来自操作人员的操作指令,并向作为下位机的PLC发出指令控制码垛机的运行。在触摸屏上还能够显示故障报警信息和码垛层数等信息,便于操作人员观察运行状态和维护设备。PLC与触摸屏之间采用PPI-RS485通信。
升降电机采用台达ECMA系列伺服电机,功率为3 kW,配备ASDA-B2伺服电机驱动器。伺服驱动器与PLC、升降电机及其编码器的接线图见图3。图3中Q0.0和Q0.1为来自PLC的控制信号。其中Q0.0为脉冲信号,控制伺服电机的位移量;Q0.1为方向信号,控制伺服电机的转动方向。
行走电机为三相交流异步电动机,功率为0.4 kW,采用西门子MM440变频器控制。变频器和行走电机的控制电路见图4。图4中KA01为中间继电器,通过PLC输出信号控制KA01相应触点开合,从而控制电机启停和不同的转速。KM01为快速制动继电器,通过PLC输出信号控制KA01E触点的吸合来控制KM01线圈的通断电,从而控制行走电机的快速制动。变频器主要参数设置:P700为2,P1000为3,P1001为50,P1002为25,P1003为10,P1004为-50,P1005为-20,P1006为-8。参数P1001~P1006为频率设定,决定了行走的速度快慢,可根据实际工况进行调整。
考虑到该码垛机用于食品行业,因此抓箱机械手采用气动控制,具有动作迅速、清洁无污染的特点。分别用1个气动电磁阀来控制机械手气爪的开合和推箱气缸的伸缩,气缸上均安装有磁性开关,用于检测气缸活塞的运动位置。

图3 伺服驱动器和伺服电机控制电路

图4 变频器和行走电机的控制电路
3 码垛机控制系统软件设计
3.1 PLC控制程序
码垛机控制系统的PLC程序采用模块化设计方案[8],设计了以下子程序:初始化子程序、手动模式子程序、自动模式子程序、报警和安全处理子程序、托盘输送子程序、抓箱控制子程序、推箱控制子程序、升降控制子程序、行走控制子程序等。程序流程图见图5。

图5 码垛机控制程序流程图
各个子程序的功能:
(1) 初始化子程序:负责码垛机控制系统启动和控制参数初始化,并对工作模式、电机保护和急停故障等进行复位操作。
(2) 手动模式子程序:负责手动调整抓箱机械手的上、下、左、右的位置,手动控制抓手的打开和关闭,手动推箱和手动托盘输送等。
(3) 自动模式子程序:按照包装箱码垛的工作流程,控制码垛机自动运行。
(4) 报警和安全处理子程序:负责电机故障、抓手故障、急停故障、超程故障等的判断和处理。
(5) 托盘输送子程序:控制托盘输送机构将空托盘送入码垛机和将满托盘输送出码垛机。
(6) 抓箱控制子程序:控制抓箱机械手对包装箱的抓取和释放。
(7) 推箱控制子程序:控制推箱气缸的伸出和缩回。
(8) 升降控制子程序:负责升降电机的位置控制,包括机械手抓取位置和每层堆垛的放置位置等,通过对伺服驱动器的脉冲和方向控制来实现。
(9) 行走控制子程序:负责行走电机的控制,包括正反转、加速、减速、制动等,通过对变频器的外部输入端子的控制来实现。
程序编写过程中,对升降电机的位置控制是关键,决定了抓箱机械手能否到达适合的抓箱高度抓取包装箱。在Step7-microwin软件中,提供了位置控制向导来配置PLC内置的PTO/PWM操作,方便位置控制子程序的生成[9]。根据上述硬件设计,本设计采用Q0.0作为脉冲发生器,用于线性脉冲串输出(PTO)。通过位置控制向导可以配置电机运行的最高速度、最低速度、启停速度以及加减速时间,并能按照不同的控制要求选择相对位置和单速连续运转这2种运动包络。由此可见,只要知道码垛机械手每层的工作高度所对应的伺服电机编码器的脉冲数,就能够定义相应的相对位置运动包络[10]。设编码器为2 500线(四倍频后每周脉冲数为10 000 p/r),每层堆垛对应的编码器脉冲数P’为:

(1)
式中:
H——食品包装箱的高度,mm;
P——传动链轮的节距,mm;
Z——传动链轮的齿数。
3.2 人机界面
人机界面采用步科提供的Kinco HMIware组态软件进行设计,组态软件的运行基于PC机。新建工程后,首先需选择设备:在元件库窗口的HMI选项中选择MT4414TE,并拖入拓扑结构窗口;在元件库窗口的PLC选项中选择SIMENSE S7-200(SMART),并拖入拓扑结构窗口;在元件库窗口的通讯连接选项中选择串口,并拖入拓扑结构窗口;用串口线将MT4414TE和PLC的COM0口连接起来。然后还需配置通讯参数:将MT4414TE的COM0口通讯类型设置为RS-485-2,将波特率设为9 600;将PLC站号设为2。在人机界面的组态过程中,使用了组态软件元件库中PLC选项中的报警显示元件、位状态指示灯元件、位状态切换开关元件分别作为故障报警、码垛层数显示和控制按钮,设计的人机界面见图6。组态完成还需将工程进行编译,然后再通过PC机下载至触摸屏中即可运行。
4 结论
基于PLC控制的食品包装箱码垛机控制系统通过对升降电机的伺服控制和行走电机的变频控制,实现了抓箱机械手升降运动的精确位置控制和平移运动的速度控制,从而保证了食品包装箱的顺利码垛,有效地提高了码垛的可靠性。

图6 码垛机控制系统人机界面
人机界面的使用使得操作码垛机更为直观和便捷,同时也有利于码垛机工作状态的监控及系统的维护。在实际使用中,该码垛机可在3 min内完成一个托盘的包装箱码垛。该系统的开发对于提高包装箱码垛的效率、加快企业的物流周转以及减轻工人的体力劳动等方面有着重要作用,因而具有广阔的市场前景。
[1] 王莉, 李艳贞, 牛群峰, 等. 一种基于无线通讯的桥式码垛机监控系统设计[J]. 制造业自动化, 2014(10): 93-96.
[2] 李晓刚, 刘晋浩. 码垛机器人的研究与应用现状、问题及对策[J]. 包装工程, 2011(3): 96-102.
[3] 左青, 王贵生. 全自动码垛机的应用[J]. 中国油脂, 2010,35(2): 64-66.
[4] 杨灏泉, 李涛, 张勇, 等. 基于DSP运动控制器的拆垛、码垛SCARA机器人研制[J]. 昆明理工大学学报: 理工版, 2004, 29(6): 54-58.
[5] 李成伟, 朱秀丽, 贠超. 码垛机器人机构设计与控制系统研究[J]. 机电工程, 2008, 25(12): 81-84.
[6] 吴晓强, 黄云战, 赵永杰. 基于运动控制器的食品成品箱码垛机设计[J]. 食品与机械, 2015, 31(1): 104-106.
[7] 张丰华, 韩宝玲, 罗庆生, 等. 基于PLC 的新型工业码垛机器人控制系统设计[J]. 计算机测量与控制, 2009,17(11): 2 191-2 196.
[8] 董爱梅. 基于PLC的聚乙烯包装码垛机控制系统设计[J]. 包装工程, 2005, 26(1): 39-40.
[9] 郝万新. 基于步进电机驱动自动生产线输送系统的PLC控制[J]. 自动化与仪器仪表, 2012(6): 172-173.
[10] 朱学建, 马永, 冯渝, 等. 直角坐标机器人瓶坯装箱生产线控制系统[J]. 食品与机械, 2012, 28(6): 187-189.
Design of stacking machine control system of food packaging box based on HMI and PLC
QIANZhen-huaWANGRong-yangZUOXi-qing
(HuzhouVocational&TechnicalCollege,Huzhou,Zhejiang313000,China)
The automatic control stacking machine gradually replace manual palletizing along with the rise of logistics equipment manufacturing industry and the development of automation technology. A special control system for food packaging box stacking machine is introduced. The PLC is used to carry on the servo and the frequency conversion control to the elevator motor and the traveling motor respectively. And the precise position control and the speed control of the movement of the manipulator are realized. The reliability and efficiency of stacking is improved. It is more intuitive and convenient to the operator by the use of HMI, and is useful to the monitoring and maintenance work of the stacking machine system.
HMI; PLC; stacking; control
湖州市公益性技术应用研究(编号:2015GZ02)
钱振华(1980—),男,湖州职业技术学院讲师,硕士。
E-mail: 8638648@qq.com
2016—01—28
10.13652/j.issn.1003-5788.2016.10.024
