卧式硫化罐装置在废胶处理中的智能化控制
2016-12-03周杰陈琳琳
周杰,陈琳琳
(中国化学工业桂林工程有限公司,广西 桂林 541004)
Zhou Jie, Chen Linlin
(China Chemical Guilin Engineering Co.LTD., Guilin 541004, Guangxi, China)
卧式硫化罐装置在废胶处理中的智能化控制
周杰,陈琳琳
(中国化学工业桂林工程有限公司,广西 桂林 541004)
本文介绍运用安全连锁逻辑设计,实现进料和取料的安全装卸,充分利用饱和蒸汽温度的特性,采用等效硫化时间完成半制品硫化。与以往装置进行比较,有效降低了操作强度,增加设备的安全性和智能化。
卧式硫化罐;牵引小车;安全装卸;硫化处理
随着橡胶塑料生产装备的不断发展,卧式硫化罐是橡胶制品生产中应用最早的硫化设备,多年来尽管其他形式的硫化设备有很大发展,但直到今天某些橡胶制品的硫化还离不开卧式硫化罐,在模制品、胶布制品盒电缆制品也有应用卧式硫化罐硫化。由压延或挤出过程产生的丁基胶,因为不能与其他非丁基废胶料混合存放,也不能用混合改性,还有挂胶纤维帘布、钢丝帘布、钢圈钢丝等都可以通过硫化改性方式。
由此可见,卧式硫化罐是橡胶塑料制品硫化的必不可少的基本设备。
1 主要技术参数
卧式硫化罐主要参数见表1。

表1 卧式硫化罐主要参数
2 主要部件
主要部件如图1所示。

图1 主要部件
2.1 牵引小车
牵引小车为一型钢焊接件,下装车轮,由一台大功率的减速电机通过链条驱动,运动时伴随声光警报。车身上需放置适当的配重,避免重量过轻在轨道上打滑,造成无法牵引。为维修时操作方便,在电机末端
设有报闸手动释放装置。
2.2 自动挂钩
自动挂钩如图2所示。

图2 自动挂钩
2.3 罐门开关及闭锁装置
罐门为错齿式罐盖中的罐盖转动式。开关、闭锁均由齿轮副、电机驱动。它主要由错齿电机、电磁气动连锁装置、开关门电机及手动连锁装置组成。
2.4 活动导轨
硫化罐罐门前,有一段可开合活动导轨,把地面轨道与罐内轨道连接起来,实现制品用的硫化小车进出硫化罐的机械化,并不影响罐门打开和关闭。活动轨道主要由气缸、齿轮、轨道、齿条及移动支撑杆组成。
2.5 安全连锁

图3 安全连锁

图4 安全连锁

图5 安全插销
此连锁装置连接一球阀(如图3、4、5),快开门关闭后将此连锁装置锁紧,当打开快开门时,必须先打开此连锁装置,快开门方可打开。由于此连锁装置连接一球阀,因此当打开时,球阀随之开启。打开时,若罐内有少量尾气,则通过球阀排出。
安全连锁装置主要在于灵敏度极高的零压开关。当罐内无压时,零压开关打开,电磁气动装置排气,插销从锁板中拔出复位,然后进行错齿与转动:当罐内有压时,零压开关关闭,电磁气动装置进气,气缸进气压力使插销伸出,插入锁板,也就无法进行错齿和转动,这样就保证了安全性,而且操作的每一步步骤都是连锁的。
3 送取处理
3.1 送料动作
按下“送料”按钮,罐门打开,活动导轨升起,牵引小车将装载待处理半制品的硫化小车推入罐内,牵引小车退出,活动导轨下降,罐内显示无压力,罐门关闭,电机驱动错齿盘使罐门与罐口啮合,检测到位后,安全连锁投入,由气缸带动连杆将安全销插入,这时罐内才算真正密闭。采用直接蒸汽加热方式,通入一定量的饱和蒸汽加热硫化,使罐内温度稳定在175~178℃之间,并保证罐内外温差小于5℃罐内压力、温度和硫化时间的控制通过PLC程序控制。经过一段时间,到达硫化完毕条件,罐内开始自动泄压,温度、压力均有仪表显示,PLC严密监控泄压过程中的温度和压力,罐内温度没有降到一定程度,压力没有卸完,没法进行下一步操作,以保证安全。
送料步序:零压,送料步准备好―牵引小车前进推动硫化车―牵引小车推到位脱开硫化车―牵引小车后退延时到等待位―导轨降到位―罐门关闭到位―罐门锁紧到位―手柄阀关闭,插销延时插入―送料步完成,如图6所示。
3.2 取料动作
当温度降到到位,显示无压,零压开关触发,按下“取料”按钮,安全连锁插销拔出,气缸带动连杆使阀门打开排出罐内的剩余少量硫化余气,接着进行错齿回转,罐门打开,活动导轨升起,牵引小车将硫化小车拉出,叉车清空硫化后的半制品,等待下一次的装载硫化。
取料步序:零压,取料步准备好―手柄阀打开,插销延时拔出―罐门解锁到位―罐门打开到位―导轨升到位―牵引小车前进―小车到位钩住硫化车―牵引小车后退到卸料位―料步完成,如图7所示。
整个操作过程是PLC严密逻辑程序控制下相互连锁,即上一步故障未完成,条件不满足,下一步动作是无法进行的,如图8所示。
4 控制系统实施
4.1 系统配置
控制系统主要不仅为硫化设备提供动力和控制,而且配备了安全锁、安全继电器、急停开关,以及其它动作检测元件,为操纵人员提供了安全保障。
主电机采用AB重载型变频驱动器;
控制器采用AB的可编程控制器;

图6 送料步骤
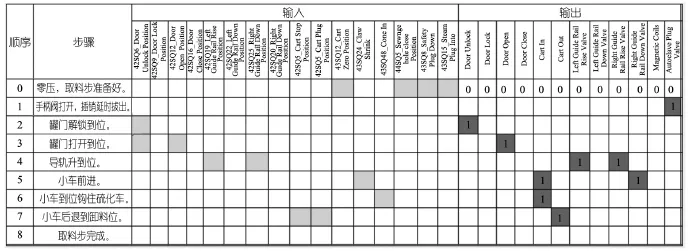
图7 取料步骤

图8 程序控制
安全模块采用AB;
接触器电压:DC24 V;
其他控制电压:DC24 V。
4.2 温度控制
依据范特霍夫硫化理论,硫化橡胶的所有性能都取决于硫化程度,因此,要在不同硫化条件下获得具有相同物理机械性能的硫化胶,就应使它们获得相同的硫化程度。由于硫化温度和硫化时间是相互制约的两个因素,我们采用办法是在稳定温度和压力下保持一定的等效硫化时间,实现理想的硫化效果。
温度控制运用PID调节。P比例调节反映系统偏差的大小,只要有偏差存在比例调节就会产生控制作用减小偏差。D微分调节根据偏差的变化趋势来产生控制作用,可以改善系统的动态响应。I积分调节根据偏差积分的变化产生控制作用,可消除静态误差,考虑到系统偏差较大,增大积分时间常数,会让积分作用增强,容易使系统超调量过大,反而引入系统振荡,所以I积分参数设定很小。经过PID模块自整定,模/数转换器驱动继电器通断,实现温度调节。
4.3 压力控制
压力控制原理与温度类似,不同之处在于压力的变化响应反映更快,超压时必须调节排气阀排压,欠压时延时调节进气阀补压。选用小型继电器来转接
PLC控制器的模/数转换器驱动输出。
5 结束语
本控制系统与传统方案进行比较,增加了自动化功能,提高了设备效率,有效降低了操作强度,减小了维修成本。该设备2013年1月在沈阳米其林SHY2工厂完成RF验收,投入运行自今,整体运行稳定可靠。即使在蒸汽不稳的情况下,也能实现了温度压力智能化控制,从而保证了橡胶半制品的硫化效果,使等效硫化的半制品顺利的通过沈阳米其林SHY2工艺部门的检验。
Intelligent control of horizontal curing autoclave for waste rubber processing
Intelligent control of horizontal curing autoclave for waste rubber processing
This paper introduces the safety interlock logic design, to realize the safe handling of loading and unloading. And with full use of the characteristics of saturated steam temperature, the semi product curing is completed by equivalent curing time. Compared with the previous device, the operation intensity is reduced, and the security and intelligence of the equipment are increased.
horizontal autoclave; traction trolley; safe handling; curing treatment
Zhou Jie, Chen Linlin
(China Chemical Guilin Engineering Co.LTD., Guilin 541004, Guangxi, China)
TQ323.5
1009-797X(2016)22-0041-04
B DOI∶10.13520/j.cnki.rpte.2016.22.015
(R-03)
周杰(1971-),男,高级工程师,主要从事橡胶工业装备电气设计和研发工作。
2016-09-12
