啮合型转子的结构和特点介绍
2016-12-03张仁广吕明龙钱金宝郝海龙
张仁广,吕明龙,钱金宝,郝海龙
(1.大连橡胶塑料机械有限公司,辽宁 大连 116036; 2.大连慧川环保科技有限公司,辽宁 大连 116033)
啮合型转子的结构和特点介绍
Structure and characteristics of meshing rotor
张仁广1,吕明龙1,钱金宝2,郝海龙1
(1.大连橡胶塑料机械有限公司,辽宁 大连 116036; 2.大连慧川环保科技有限公司,辽宁 大连 116033)
阐明了切线型转子与啮合型转子的结构和工作机理上的不同之处,着重介绍了啮合型Ⅰ代转子(类似国外的PES-3啮合型转子),啮合型Ⅱ代转子(类似国外的PES-5啮合型转子)各自的结构和特点。
切线型转子;啮合型Ⅰ代转子;啮合型Ⅱ代转子;结构;特点
转子是密炼机的重要组成部分,它的形状直接影响密炼机的特性,决定着密炼机的炼胶性能和炼胶质量,而炼胶性能和质量又是衡量密炼机好坏的主要指标。目前密炼机的转子主要有两大类,一类是切线型转子,另一类就是啮合型转子。行业里普遍把切线型转子称之为产量型转子,而把啮合型转子称之为质量型转子。因为与切线型转子相比,使用啮合型转子的密炼机工作时,除了发生在转子棱峰与密炼室间胶料的剪切作用之外,更多的挤压搅拌作用还发生在两个转子之间,尤其是两个转子的啮合区域,在这个区域内,一个转子的凸棱依次啮入另一个转子的棱间(即转子凹处)。由于转子凸棱外直径和凸棱根部(转子圆柱形本体)直径不同,因而在旋转时形成不同的圆周速度,产生速比和速度梯度,从而形成高剪切分散混炼,同时由于螺旋凸棱作用,转子旋转时,胶料环绕密炼室作逆向循环运动。
由于两种转子的结构和工作机理有显著不同,所以它们的特性也不一样,啮合型转子吃料慢,温升慢,炼胶周期相对长一些,但胶料的分散性,均匀性普遍比切线型转子要好,所以称之为质量型转子,而切线型转子普遍吃料比较快,炼胶周期短,炼胶质量没有啮合型转子好,但效率相对高,所以称之为产量型转子。
啮合型转子经过多年的发展,已经出现多种结构形式,目前在国内,行业里啮合型密炼机普遍采用的依然是类似国外PES-3的啮合型Ⅰ代转子;但近年来,随着进口设备的越来越多,出现了新形式的PES-5转子,大连橡胶塑料机械有限公司(以下简称大橡塑)通过对PES-5的研究和理解而制造的类似转子,即啮合型Ⅱ代转子,其使用性能也得到了用户的认可。
下面就介绍一下啮合型Ⅰ代转子与啮合型Ⅱ代转子各自的结构和特点。
1 啮合型Ⅰ代转子
啮合型Ⅰ代转子是目前橡胶行业中应用最广泛的啮合型转子,其来源于国外的PES-3型转子,PES-3型转子开发于20世纪90年代。啮合型Ⅰ代转子的转子凸棱的前导角为缓坡形,减小了大凸棱顶部的面积,改善了胶料的流动模式,增强了胶料的分散性和均匀性,其外观如图1所示。
1.1 啮合型Ⅰ代转子的结构
该型转子由3条螺旋棱组成,分别称之为中间棱,长棱和短棱,三条螺旋棱的轴向截面均保持一致,见图2所示,其与切线型转子的显著区别就是啮合型转子的棱宽(示意图中的粗实线)远远大于切线型转子的棱宽(示意图中的细实线)。
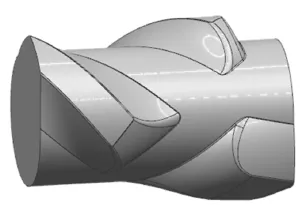
图1 啮合型Ⅰ代转子三维示意图
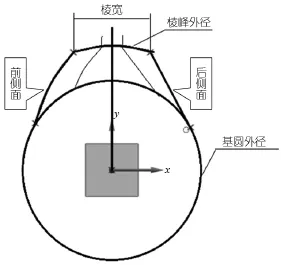
图2 啮合型Ⅰ代转子螺旋棱截面示意图
三条螺旋棱的位置布置关系见图3。三条螺旋棱的螺旋方向一致,均为右旋,但螺旋升角大小却不同,其中中间棱的螺旋角a1,长棱的螺旋角a2,短棱的螺旋角为a3,其数值关系为a1=a2<a3。中间棱的位置以转子体中间截面左右对称布置,棱长轴向方向上投影长度L1;长棱从转子体左侧端面开始,以棱长轴向方向上投影长度L2结束;短棱从转子体右侧端面开始,以棱长轴向方向上投影长度L3结束,三者大小关系为L1>L2>L3。
由于啮合型转子工作时是2个转子互相啮合工作的,必须满足相位要求,其速比必须是1∶1,否则会发生干涉碰撞。这里需要注意的是,这2个互相啮合的转子体是相同的,只是摆放时,一根转子不动,另外一个转子以转子体中间截面翻转180°,见图4。

图3 啮合型Ⅰ代转子螺旋棱展开示意图

图4 啮合型Ⅰ代转子副工作状态三维示意图
转子副在工作状态时,一根转子的中间棱就会与另一根转子的长棱、短棱互相啮合,如图3中阴影部分就是单个转子体的长、短棱的啮合面,能保证工作时与另一个转子的中间棱之间的啮合侧隙均匀。在转子副中,二者之间的啮合区域如图5所示,胶料在啮合区域内收到两个转子棱之间的相互挤压,并且由于啮合面上的半径不同而形成不同的圆周速度,产生速比和速度梯度,从而形成高剪切分散混炼,大大提高了炼胶质量。
啮合型Ⅰ代转子的冷却方式采用的是强制循环冷却方式,其冷却水腔呈螺旋管状且直接通到各棱的顶部,见图6。该结构(已经申请专利并授权,专利号CN200710158516.9)能够使冷却水道更大且更贴近工作表面,并且采用单向强制循环冷却,大大提高了
冷却效果,使转子高剪切区域获得了更多、更直接到的冷却,能有效地带走混炼过程中产生的热量,能量转换高,可以改善胶料表面的黏着性,排胶温度低,适用于热敏性胶料的加工。

图5 啮合型Ⅰ代转子副工作横截面上啮合侧隙示意图

图6 啮合型Ⅰ代转子冷却水流道三维示意图
1.2 啮合型Ⅰ代转子的特点
从上面的介绍和分析中,我们不难看出啮合型Ⅰ代转子具有如下特点:
(1)三条转子棱的轴向截面保持一致,均为同一截面,棱的螺旋方向一致,均为右旋,其中中间棱与长棱的螺旋角一致,有别于短棱的螺旋角。
(2)长棱与短棱交汇处为啮合区,工作时与另一转子的中间棱互相啮合。当中间棱啮合在长棱与短棱之间时,中间棱的前侧面和后侧面与另一根转子的啮合面之间的缝隙均匀(见图5所示),且不随转子旋转而发生变化,一直到啮合作用结束。
(3)由于短棱的螺旋方向与中间棱、长棱一致,这样胶料在旋转过程当中,胶料会沿着螺旋棱从左侧推动到右侧(见图7);对于中间棱,胶料从左侧推动到右侧之后,会顺着棱端面与转子端面之间的缝隙流出进入啮合区,同时也会在另外一根转子棱的作用下在反方向推动,继续推动到啮合区;对于长棱,胶料会从端面开始一直推动到啮合区,在啮合区被挤压后分流后进入下一循环;而对于短棱,胶料在啮合区内挤压分流后,一部分胶料会在另外一根转子的长棱作用下继续推动到啮合区,而另一小部分胶料会由于其螺旋方向的原因,在螺旋棱作用下一直推动到端面,在端面夹角处形成积胶现象,如图7所示。

图7 啮合型Ⅰ代转子工作时胶料流动示意图
虽然在短棱端面处的积胶的一小部分会绕过棱峰外径参与剪切作用,但此处积胶不利于胶料的整体搅拌和分散,对胶料的分散性和均匀性有一定的影响,也最终影响了胶料的炼胶效果,可以说此处产生积胶是啮合型Ⅰ代转子在性能上的一个最大不足。
2 啮合型Ⅱ代转子
近年来,随着全球经济一体化的快速发展,国外密炼机也越来越多的进入到国内市场,这些密炼机当中有部分机台配备了新结构的PES-5啮合型转子,大橡塑通过对其研究和自己的理解研制出了啮合型Ⅱ代转子,其外观如图8所示。
2.1 啮合型Ⅱ代转子的结构
啮合型Ⅱ代转子同样具有三条螺旋棱,在这里中间棱和长棱的布置与啮合型Ⅰ代转子基本相同,只是短棱的螺旋方向有了明显变化,其螺旋方向为左旋,也是从端面开始向中间延伸。三条转子棱的位置布置关系见图9,螺旋角关系为中间棱a1=长棱螺旋角a2<短棱螺旋角a3;同时对整个转子棱的棱形进行了修整,使其不再具有啮合面。
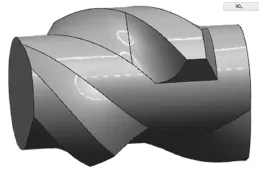
图8 啮合型Ⅱ代转子三维示意图

图9 啮合型Ⅱ代转子螺旋棱展开示意图
同样,由于是两转子工作时互相啮合,所以两转子必须满足相位要求,且转动速比为1∶1,转子副两转子摆放方式同啮合型Ⅰ代转子,见图10。

图10 啮合型Ⅱ代转子副工作状态三维示意图
转子副在工作状态时,一根转子的中间棱就会与另一根转子的长棱、短棱互相啮合,但由于取消了啮合面,且棱形做了调整,所以中间棱与长棱、短棱之间的间隙并不均匀,如图11所示,故发生在此区域内的棱与棱之间对胶料的挤压作用基本没有,但啮合区域内,半径不同而形成圆周速度的不同还是存在的,所以依然有速比和速度梯度,依然能够使胶料发生紊流混炼搅拌,保持良好的胶料分散性和均匀性。

图11 啮合型Ⅱ代转子副工作横截面上啮合侧隙示意图
啮合型Ⅱ代转子的冷却方式同样采用强制循环冷却方式,其冷却水腔呈螺旋管状且随着棱形的变化而变化,见图12。该结构(已经申请国家专利并授权,专利号为CN201210399342.6)具备啮合型Ⅰ代转子同样良好的冷却效果,并且更容易加工,水道形状更容易控制。

图12 啮合型Ⅱ代转子冷却水流道三维示意图
2.2 啮合型Ⅱ代转子的特点
从上面的介绍和分析中,我们不难看出啮合型Ⅱ代转子具有如下特点:
(1)中间棱、长棱的布置基本同啮合型Ⅰ代转子,且螺旋方向均为右旋,且螺旋角一致;短棱的螺旋方
向则为左旋。
(2)长棱与短棱交汇处为啮合区,工作时与另一转子的中间棱互相啮合。两个转子互相啮合时,中间棱的前侧面和后侧面与另一根转子的长棱、短棱之间的缝隙随转子旋转而变化(见图11所示)。
(3)由于啮合型Ⅱ代转子的中间棱和长棱的布置方式基本同啮合型Ⅰ代转子,所以其工作机理与啮合型Ⅰ代转子中的中间棱、长棱一致,在这里不再重复。而对于短棱,其螺旋方向改为左旋,所以其在工作过程当中,胶料就会在螺旋棱的作用下从右侧推动到左侧,即从转子端面往中间推动,见图13。这样,胶料在长棱、短棱作用下推动到啮合区,在啮合区又在另一转子的中间棱的作用下分流,流向两端面,然后又在长棱、短棱作用下推动到啮合区,如此往复,胶料能够实现从两端面到中间的啮合区,再从啮合区分流到两端面,再从两端面回到中间的啮合区的这样一个循环过程,有利于胶料的来回折返,增强了往返搅拌功能。
啮合型Ⅱ代转子在结构上虽然取消了啮合面,工作时基本没有棱与棱在啮合面之间的互相挤压紊流作用,但更改了短棱的螺旋方向,能够将胶料从端面推动到中间,不存在积胶死角,加强了胶料的往返搅拌作用,也能保证高品质的炼胶质量。
3 结语
啮合型转子的使用性能已经得到广泛的认可,尤其是在高品质的橡胶制品行业,其优良的炼胶性能是橡胶制品质量的有力保证。啮合型Ⅰ代转子是当前使用最广泛的啮合型转子;而啮合型Ⅱ代转子的出现无疑给广大用户增加了一种选择,大橡塑也适时的根据市场需要研制出了多种规格密炼机的啮合型Ⅱ代转子,而且由于啮合型Ⅱ代转子还特别适用于混炼白炭黑胶料,而白炭黑又是绿色轮胎工艺中的不可或缺的重要组成部分,随着绿色轮胎市场需求量越来越大,啮合型Ⅱ代转子一定会具有广阔的市场。

图13 啮合型Ⅱ代转子工作时胶料流动示意图
(R-03)
TQ330.43
1009-797X(2016)22-0016-08
B DOI∶10.13520/j.cnki.rpte.2016.22.006
张仁广(1980-),男,高级工程师, Buzuluk公司密炼机项目组中方负责人,已累计在捷克工作近9个月。
2016-09-06
