一种简单的中小型面粉厂面粉后处理工艺
2016-12-02高云鹏
高云鹏
河北省盐山县 061300
一种简单的中小型面粉厂面粉后处理工艺
高云鹏
河北省盐山县061300
面粉后处理工艺在大型制粉企业中广泛应用,实现配粉、均质、三班生产一班打包或夜间生产白天打包等目的,可使产品优化,质量稳定。但面粉后处理工艺设备投资较大,大多数中小型面粉企业无法承受。如果中小型面粉厂做几个简单的面粉散存仓,进行混合均质,夜间生产,白天快速打包,可给制粉企业带来不错的效益。
制粉企业为耗能大户,由于全国电网实行峰谷电价,迫使单班生产的面粉企业利用夜间的谷值电生产作业。利用夜间谷值电生产可降低耗电成本30%~50%,增加了经济效益,拓展了生存空间。河北沧州某面粉厂为日处理小麦150吨的中型面粉企业,利用夜间谷值电(晚10:00~次日晨6:00)单班生产。随着业务的发展,产能不能满足市场需求,只得延长生产时间,上班提前1小时,下班延后2小时,工作时间延长至11个小时。生产工人夜间生产、加班十分疲劳,造成生产人员不稳定,若再增加一个班的工人,企业无法承受用工成本。为了解决这一矛盾,决定建造面粉散存仓,减少夜间生产人员,实行面粉夜间生产、白天打包,笔者参与了后处理工艺的设计工作。
1 基本要求
1)新增面粉后处理工艺设备与现有生产设施无“冲突”,建造安装期间,现有生产设备设施不动,夜晚生产,白天施工,不影响现有设备运行。
2)打包速度提高1倍左右,减少白天打包时间。
3)与现有设备联动,转换方便,既可以使用后处理设备,也可以直接生产打包。
4)实现简单混配,使面粉质量稳定均衡。
5)面粉散装仓的贮存能力为2班以上,能够进行倒仓作业。
6)打包车间设置控制柜,将面粉打包时需启动的设备控制按钮、指示灯接至打包车间,保证打包工作时控制及时迅速。
2 总体设计安排
1)外型尺寸。该厂产品为特一粉和特二粉,每班生产一种粉,产量50 t左右,为实现混配,每种面粉至少要用2个仓,这样总计至少用4个面粉散存仓。根据现场条件决定面粉散存仓的直径4 m,筒身高5 m,振动仓底直径1.5 m,锥形自流角60°。该厂面粉容重587g/L,设计使用0.57 t/m3,每个仓可贮存面粉35 t左右,4个合计140 t。
2)安装位置。面粉散存仓采用高架方式,安装在打包车间上面,仓体筒身高5 m,仓上预留空间2 m,仓底锥形出料部分、振动仓底及出仓绞龙等高度3.5 m,打包车间高3 m,总高13.5 m。其立面见图1。
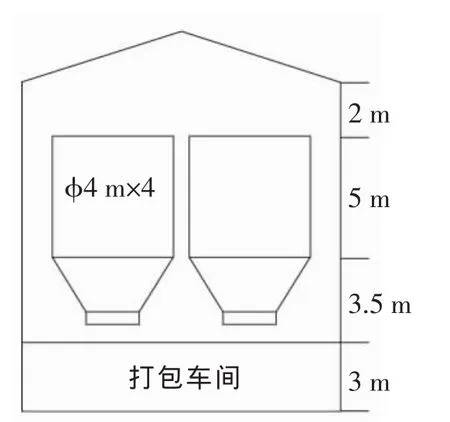
图1 面粉散存仓立面图
3)入仓流程。面粉→面粉检查筛→气动拨斗→入仓提升机→仓上总粉绞龙①→气动闸板→
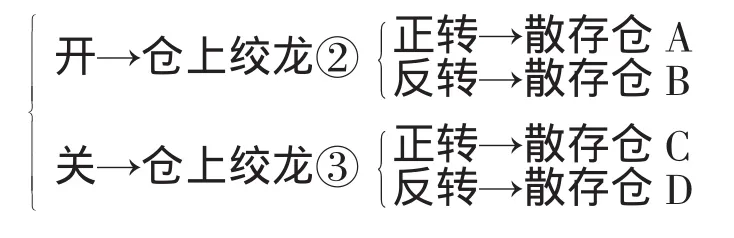
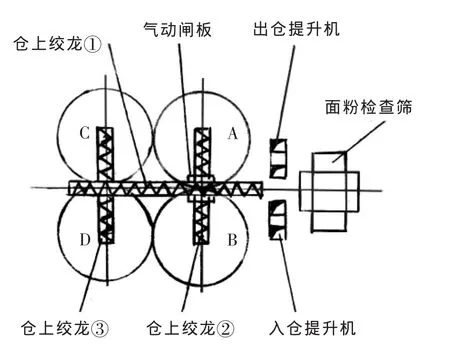
图2 面粉散存仓平面布置图
仓上绞龙安装见图2。需要注意,仓上绞龙②和③的出料口要正对着面粉散装仓的中心下料。仓上绞龙①通过气动闸板控制面粉进入绞龙②或绞龙③。闸板开启,仓上绞龙①内的面粉进入仓上绞龙②,再通过仓上绞龙的②的正反转控制面粉进入A仓或B仓,气动闸板开启时要连续启闭几次,利用气动闸板的振动,防止闸板上面粉板结托料。关闭气动闸板,仓上绞龙①的面粉进入仓上绞龙③,再利用其正反转控制面粉进入C仓或D仓。
4)出仓打包流程。各散存仓下设有振动仓底和变螺距绞龙,确保不堵料,各仓下的变螺距绞龙汇集至总出仓绞龙。具体流程为散存仓→振动仓底→变螺距绞龙→总出仓绞龙→出仓提升机→面粉检查筛→气动拨斗→面粉打包机(2台)。通过调整振动仓底的蝶阀和振动电机的振幅控制面粉出仓速度,初步设置各仓出仓速度为4 t/h。每班生产同一种面粉按生产时间前后进入两个散存仓,出仓时同时开启两个散存仓,通过粉绞龙和检查筛进行混合达到均质。另外,由于该设计不影响原生产流程,即使白天加班生产,在线生产的面粉也可与散存仓内的同一种面粉一同混合打包,实现在线混配,后处理工艺灵活多能。
5)检查筛的改造。该厂面粉检查筛为83型双仓检查筛,用于入散存仓前和出仓后的面粉检查,利用检查筛面粉出口下的气动拨斗实现在入仓提升和面粉打包之间的转换。由于出仓速度很快,所以要对检查筛进行调整,检查筛调整前后的筛路见图3。
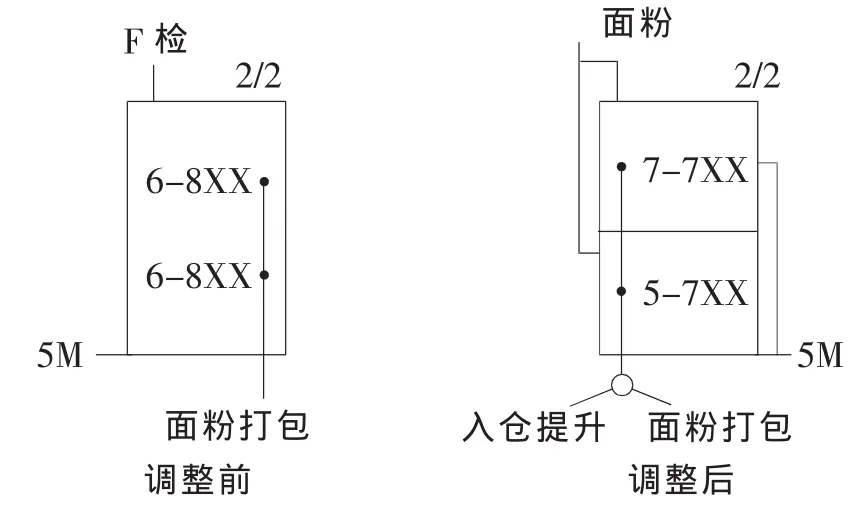
图3 检查筛粉路图
为适应大流量,将检查筛筛网放粗至7XX,并且改造成双进口,变成两个独立单元,上部分7层、下部分5层。原来出料口位置不变,筛下出粉口安装4个气动拨斗,由一个2位三通阀控制,拧转二位三通阀可使气动拨斗在入仓提升机和打包机之间转换,操作方便。
6)电器设备的改造。新增设备的电控柜安装在生产车间的主控室。打包生产时需要启动的设备通过铺设控制线将控制按钮和指示灯接入打包车间控制柜,通过按钮和指示灯实现灵活的双控操作,保证打包生产时灵活控制和突发情况时快速处理。
7)料位器的安装。在各散存仓底部(振动仓底上0.3~0.5 m)安装空仓料位器,输出控制信号灯,只要仓内无料,红色信号灯点亮,打包车间和生产车间各1套。在散存仓顶安装满仓料位器,仓快满时声光报警,此时仓内面粉距进料口还有0.2~0.5 m,满仓输出为绿色信号灯,并拉响电铃,信号灯生产车间和面粉打包车间各1套,电铃只安装在生产车间,提醒生产操作人员。为避免电铃常响需要安装时间继电器控制响铃时长,设置响铃时间1~2 min,仓内面粉料位下降后,时间继电器、电铃、信号灯全部断电。
8)生产人员及生产时间安排。车间生产人员共10人,分别为车间主任1人;操作工2人;洗表工1人;面粉打包3人,负责面粉打包、码垛、入库工作;副产品打包3人,负责粗麸皮,细麸皮,次粉,黄粉(后路面粉)的打包、清运入库工作。
安装面粉散存仓后,将负责打包工作的6人分为2班,每班3人。第一班负责晚9:00至次日凌晨6:00的副产品打包工作;第二班早晨6:00接班,首先负责6:00至8:00的副产品打包工作,生产车间停机后负责面粉打包、码垛、入库工作,总工作时间都为9 h左右。每3天轮换一次。这样大大减少打包工人的工作时间和夜班次数。
3 总结
面粉厂实施简单的面粉后处理工艺后,电费略有上升,但由于减少了加班时间,加班费用支出下降,打包生产人员夜班时间下降一半,劳动时间缩短2~3 h。最主要的是通过简单的面粉混配,大大降低了由于原粮差异和生产问题给面粉质量带来的波动,使面粉质量更加均匀稳定,为企业在市场竞争中占得先机。
该厂面粉后处理受空间,资金等因素限制,未能单独增加1台面粉检查筛和1台多工位快速打包机,那样,每班生产的面粉2~3 h就可以完成打包工作,效率更高。
TS 211.4+3
B
1674-5280(2016)05-0006-03
2016-07-19
高云鹏(1971—),男,面粉厂技术服务。
