机车轮对在线深层次探伤系统运用效果及改进建议
2016-12-02董亚庚
董亚庚
(中国铁路总公司运输局 机务部, 北京 100844)
机车轮对在线深层次探伤系统运用效果及改进建议
董亚庚
(中国铁路总公司运输局 机务部, 北京 100844)
分析了机车轮对在线深层次探伤系统的功能、结构和检测原理,对比接触法和水浸法两种检测技术,通过仿真给出最佳探头工艺选型,最后结合现场运用效果阐述了系统在机车轮对检测安全保障方面起到的关键性作用。同时,针对轮对在线深层次探伤系统当前运用中的局限性提出了改进建议,以更好适应机车运用现场,发挥系统优势。
轮对; 在线检测; 超声探伤; 安全
轮对是机车的最终受力部件,其质量的好坏直接影响行车安全。由于机车多为长交路运行,轮对运行中受力情况复杂,环境恶劣,以及材质本身的影响,轮对极易产生内部周向、径向缺陷和表面剥离缺陷,包括危害性的周向辋裂缺陷。
因此,为保证机车运行安全,加强机车轮对日常检测,填补车轮危害性缺陷日常检测空白,中国铁路总公司于2013年颁布了铁总运【2013】90号文,规定机务段须配置轮对在线深层次探伤系统,在机车每次回库时对轮辋及轮箍周向和径向缺陷进行动态检测。自此,各铁路局积极推进轮对在线深层次探伤系统的新建和升级工作。
1 系统概述
轮对在线深层次探伤系统安装在机车入库线上,采用超声波阵列探伤技术在线动态检测入库机车的轮辋及轮箍周向和径向缺陷、轮缘径向缺陷。当机车通过检测区域时,轨道两侧阵列布置的超声波探头对轮对进行动态超声波探伤检测,并自动对检测数据进行分析、处理和存储,探伤检测结果以报表的形式供专职操作人员和设备管理人员查看,为机车轮对的维护和检修提供及时准确的信息。
系统由现场检测单元、设备间和控制室3部分组成(见图1),其中现场检测单元对原始超声波检测数据进行采集和预处理;设备间用于对检测数据进行自动分析处理,获得检测结果并上传至控制室;控制室内设置有数据专家诊断平台,实现检测数据的统一存储、查询统计、分析诊断、管理。
2 检测系统原理及性能
目前,轮对在线深层次探伤系统常用的检测方法主要有接触式超声波阵列探伤技术和液浸式超声波阵列探伤技术两种。接触式检测相对于液浸式检测具有更小的维护量和更好的检测稳定性,被广泛采用。
2.1 接触式超声波探伤原理
传统的机车轮对探伤主要采用手工探伤方式,通过探头往复运动实现探伤检测,而接触式超声波阵列探伤技术是将超声波探头阵列式地布置在轨道两侧,超声波探头阵列由双晶直探头和大角度直探头组成,当机车通过检测区域时,超声波探头与轮对直接动态接触,完成对轮对的探伤检测,是一种通过式在线检测方式(见图2~图5)。

图1 系统总体组成
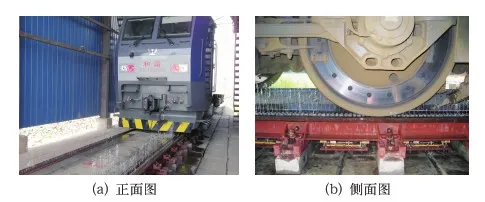
图2 接触式超声波阵列探伤检测

图3 轮辋及轮箍周向缺陷检测原理(双晶直探头)
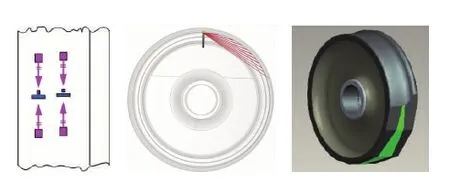
图4 轮辋及轮箍径向缺陷检测原理(大角度斜探头)
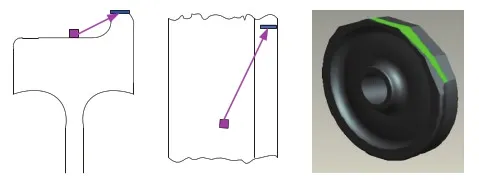
图5 轮缘顶部径向缺陷检测原理(大角度斜探头)
2.2 液浸式超声波阵列探伤原理
液浸式超声波阵列探伤技术同样是一种通过式轮对在线探伤技术,与接触式超声波阵列探伤技术不同的是,液浸式技术是将液浸聚焦探头阵列式地布置在液槽中。当车轮位于探头上方时,超声波探头并不与轮对直接接触,声束通过水的传导,近似入射到踏面上的一个固定点。在车轮通过探头的过程中,声束沿入射点形成角度扫描,实现轮辋缺陷探伤检测(见图6~图7)。

图6 在线液浸式超声波阵列探伤系统

图7 液浸式超声波检测原理
2.3 接触式与液浸式探伤技术对比分析
以上两种探伤方法中,接触式超声探伤设备投入市场较早,具有较高的灵敏度,缺陷检测能力较强,是当时有效的一种机车轮对在线超声检测设备,运用过程中积累了丰富的经验;液浸式超声波探伤设备投入市场较晚,设备原理先进、检测效果突出。
(1)探头耦合方式,接触式超声探伤设备超声探头直接与车轮踏面贴合,中间的空隙靠喷射水填充;液浸式超声波探伤设备探头与踏面距离一百多毫米,中间靠流动水填充,探头一次安装完成后固定不动探头没有磨损,由于探头与车轮都在水下,不存在超声波耦合不良的问题,系统很稳定。由于水介质带来一定的能量损耗,所以液浸式超声探头较接触式探头的发射能量大些。
(2)检测方式,接触式超声探伤设备是在车轮与探头正接触时激发一次检测;浸式超声波探伤设备采用了逐层扫描的工作方式,能稳定形成较密检测超声覆盖。
(3)探头排布方式,接触式超声探伤设备探头水平排列在轨平面上,用弹性结构支撑。受支撑机械结构限制,探头间隙处车轮无法检测;液浸式超声波探伤设备探头为弧形排列,超声波到达车轮踏面时实现了无缝隙衔接。
3 运用效果
目前,采用接触式探伤技术的机车轮对在线深层次探伤系统已在全路运用100余套,累计检测各型机车超过60多万台次,共检出超过600例机车轮辋缺陷,其中轮辋内部缺陷300余例,有效防止了机车轮对带病上线,避免了机车轮对事故。
2015年3月9日南宁机务段的机车轮对在线深层次探伤系统检测HXD1C-0534机车I端1轴左轮轮辋内部辋裂缺陷:踏面下约6~16 mm处多处轮辋周向辋裂缺陷,最大缺陷尺寸为周向5 mm轴向25 mm径向16 mm,缺陷照片见图8。

图8 典型缺陷案例
2015年10月1日南宁机务段的机车轮对在线深层次探伤系统检测出HXD3C-0242机车I端4轴右轮轮辋内部辋裂缺陷:踏面下约12~18mm处,周向220 mm轴向50 mm径向7 mm,缺陷照片见图9。

图9 实际缺陷情况
2015年10月20日库尔勒机务段的机车轮对在线深层次探伤系统检测出HXD3CA-6033机车I端5轴左轮轮辋内部辋裂缺陷:踏面下约12.5~36.3 mm,周向270 mm轴向75 mm径向23.8 mm,缺陷照片见图10。

图10 实际缺陷情况
2015年11月3日集宁机务段呼和浩特车间的机车轮对在线深层次探伤系统检测出HXD3C-1026机车I段6轴右轮轮辋内部轮辋缺陷:踏面下约22.9~61.9 mm处,周向170 mm轴向10 mm径向39 mm,缺陷照片见图11。

图11 实际缺陷情况
机车轮对在线深层次探伤系统由于安装在机车入段咽喉部位,可对各机务段入段的所有机车轮对进行快速动态检测,发挥了轮对质量第一道安全屏障作用,减轻了人工作业劳动量,提升了机车轮对检修维护效率。
在运用过程中,为更好地发挥该探伤系统的安全保障作用,进一步提高轮对检修维护效率,结合现场实际应用经验,总结了以下3点管理经验:
(1)采用“状态良好”、“跟踪控制”和“复查判断”三级自动报警模式,实施差异化的报警管理。其中,“状态良好”表明轮对无缺陷,无需关注;“跟踪控制”表明轮对存在未超限的小缺陷,无需处理但需重点关注;"复查判断"表明轮对存在超限缺陷,需要立即扣车处理。设备专职操作人员和管理人员需严格按照三级报警说明对轮对进行妥善处理。
(2)为保持设备始终处于良好的性能状态,须配备设备专职维护管理人员,定期对设备进行维护和管理。
(3)需严格规范机车司机的入段作业,严禁机车在检测区域内撒沙,避免对系统的检测能力造成影响。
4 改进建议
为了更好地发挥轮对在线深层次探伤系统的作用,针对机车轮对现场运用需求和设备运用中的局限性,提出以下几点改进建议:
4.1 提升系统的模块化、标准化水平
轮对在线深层次探伤系统应提升模块化、标准化水平,形成下述标准化的系统性模块:
(1)硬件模块:现场基本检测单元设备标准化激励和信号、现场设备间信号处理及数据采集模块、系统控制及管理模块;
(2)软件模块:数据采集分析应用软件、数据分析软件、WEB数据发布及用户应用软件、控制台软件;
(3)数据模块:数据库、预警告警数据、特征量数据、辅助数据信息,为数据中心的连续、长期的数据跟踪分析提供全面、稳定的数据源。
这样即保证了不同功能子系统的长期稳定性,又为用户后续扩展和系统维护、升级提供了方便条件。
4.2 进一步提高检测系统的速度适应性
为提高机务段整备作业效率,建议采用高精度传感器,使得检测时过车速度能提高到8 km/h以上。
4.3 优化样板轮对上下线装置设计,简化上下线操作
提升校验标定作业效率。
4.4 构建专家诊断系统
进一步提升检测系统智能化水平,实现机车入库综合检测数据平台化。对系统产生的检测数据进行深度挖掘、统计建模,对发现的机车轮对内部缺陷和机车运行区段、机车轮对材质、机车轮对生产批次、机车轮对生产工艺等多个因素进行关联性分析,随着统计数据的不断增加,逐步构建由知识库、推理机和交互界面构成的专家诊断系统,由专家诊断系统给出机车轮对状态和状态变化趋势,逐步实现由故障报警向故障预警转变,节约过剩维修造成的检修、运用成本,消除由于状态突变造成的安全隐患,为确保机车质量,实现我国铁路运输的快速发展提供重要的技术保障。
4.5 研制非直接接触随动式超声波探伤装置
目前,接触式超声波探伤、液浸式超声波探伤装置为机务段在线深层次探伤系统的主要形式,但是这两种探伤方式在应用中存在不足:
(1)探头数量太多,一般为400~600只,导致设备规模庞大,现场设备使用的长期可靠性有待提高,后期维护成本较高;
(2)为解决耦合问题,采用水喷淋法或液浸扫描技术,大量的探头与运动的车轮之间难以全部形成良好的声耦合,开放的工作环境,也很难保证耦合介质的稳定性,且在北方地区,因寒冷冬天也无法正常使用。
为此,应加快研制解决超声波探头数量多和目前系统存在的耦合问题的非直接接触随动式超声波探伤装置。
5 结束语
随着轮对在线深层次探伤系统在机务系统的广泛运用,各型机车轮辋缺陷的探伤检测更加方便快捷,提高了轮对探伤检测效率,有效保障机车轮对运用质量和安全。建议进一步提升系统的模块化、标准化水平,提高检测时机车通过速度,构建专家诊断系统,完善信息化平台建设,开发研制南北方均适用的非直接接触随动式超声波探伤装置。更好为机车安全运行保驾护航。
[1] 郭 琼,崔建英,张志峰.铁路车辆轮对检测技术研究综述[J].仪器仪表学报,2006,(6):107-109.
[2] 杨斌,王建民,吴学军,等. 轮对自动检测系统的研究[J]. 铁道机车车辆,2000,(6):48-50.
[3] 敬人可,李建增,周海林.超声无损检测技术的研究进展[J].国外电子测量技术,2012,(7):34-36,40.
[4] 彭朝勇,王 黎,高晓蓉.基于超声波探伤的轮对动态检测系统研究[J].中国铁路,2010, (9):40-43.
Application Effect and Improvements for Locomotive Wheel-set Online Deep Flaw Detection System
DONGYageng
(Locomotive Department, Transportation Bureau of China Railway, Beijing 100844, China)
This paper carries out analysis on function, structure and detection principle of the locomotive wheel-set online deep flaw detection system. And it not only states the system plays a key role in the safety guarantee of the locomotive wheel-set detection combining with the onsite application effect, but also gives the improvements for the shortage of current application in order to better adapt to the locomotive application field.
wheel-set; online inspection; ultrasonic flaw detection; safety
��)男,高级工程师(
2016-07-26)
运用与检修
1008-7842 (2016) 05-0085-04
U269.32+2
A
10.3969/j.issn.1008-7842.2016.05.19
