轧机扁头套激光熔覆修复材料的试验研究
2016-12-01熊杰李林梁铁
熊杰,李林,梁铁
(1.宝山钢铁股份有限公司;2.宝钢集团八钢公司设备工程部;3.新疆八一钢铁股份有限公司)
轧机扁头套激光熔覆修复材料的试验研究
熊杰1,李林2,梁铁2
(1.宝山钢铁股份有限公司;2.宝钢集团八钢公司设备工程部;3.新疆八一钢铁股份有限公司)
文章介绍了通过摩擦试验,对轧机扁头套激光熔覆修复中不同熔覆材料的性能进行的研究,提出了最佳熔覆材料。
扁头套;激光熔覆;熔覆材料;摩擦试验
激光技术熔覆具有如下优点:(1)激光束的能量密度高,加热速度快,对基材的热影响较小,引起工件的变形小;(2)控制激光的输入能量,可将基材的稀释作用限制在极低的程度(一般为2%~8%),从而保持了原熔覆材料的优异性能;(3)激光熔覆层与基材之间结合牢固(冶金结合),且熔覆层组织细小。这些特点使得激光熔覆技术近十年来在材料表面改性方面受到高度的重视。[1]在冶金行业中,激光表面熔覆技术已经成功应用于轧机扁头套修复。
文章通过现有的激光熔覆材料的对比试验,确定了轧机扁头套激光熔覆修复的最佳熔覆材料。为了提高试验效率,缩短试验时间,近似地采用环-块摩擦试验机测定激光熔覆层的磨损特性。
1 试件制备
为了模拟实际工况,选取报废的轧辊扁头制成块状试块,如图1所示。试块尺寸为20mm×8mm× 7mm,如图2所示。
常用的自熔性激光熔覆材料可以分为三大类,即铁基、镍基和钴基熔覆材料[2]。试验分别采用不同组分的铁基、镍基和钴基熔覆材料共5份制作环状摩擦试样进行比对试验。试样为φ40mm/φ16mm× 10mm的环状试样,如图2所示。试样的基体材料为碳钢,外圆表面进行激光熔覆处理。

图1 报废的轧辊扁头
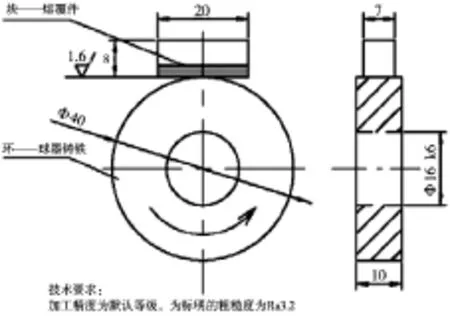
图2 试样的制备
通过对熔覆试样进行分析,5个试样激光熔覆
材料的化学成分如表1所示。
表1 激光熔覆材料的化学成分%
由表1可知:试样1和试样2的熔覆材料为铁基材料;试样3的熔覆材料为镍基材料;试样4和试样5的熔覆材料为钴基材料。在激光熔覆过程中,Si和B等元素具有造渣功能,它们优先与合金粉末中的氧和工件表面氧化物一起熔融生成低熔点的硼硅酸盐等覆盖在熔池表面,防止液态金属过度氧化,从而改善熔体对基体金属的润湿能力,减少熔覆层中的夹杂和含氧量,提高熔覆层的工艺成形性能[3]。
2 摩擦磨损试验
选用M2000型摩擦磨损试验机进行摩擦试验。
试验形式:环块对磨,对摩件块试样固定。
环状试样转速为200r/min;实验所用载荷为250N;试验时间为30min;试验环境温度为80℃。
在摩擦试验的10、20、30分钟时对试样进行称重。图3为环状试样和块状试样磨损形态的照片。
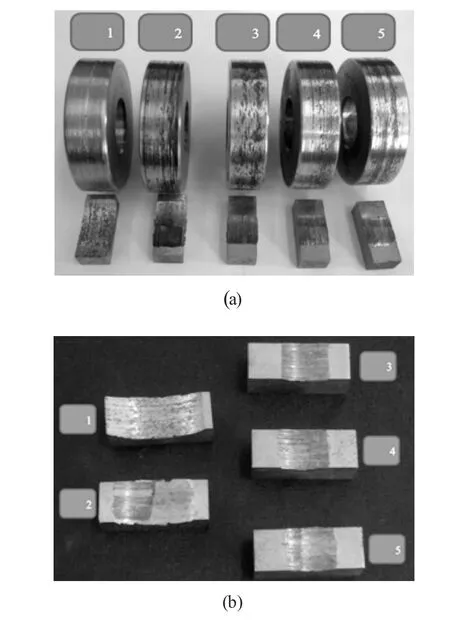
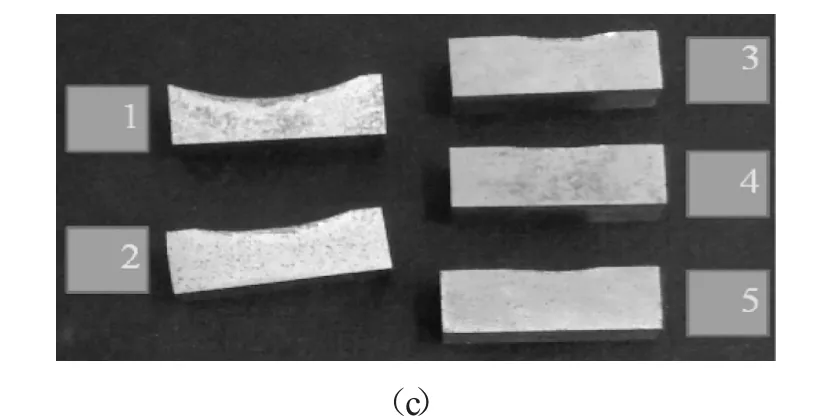
图3 磨损试验试样结果
由图3可以得到,块状试样的磨损量按编号顺序逐渐减少。铁基熔覆材料对球墨铸铁件的磨损较为严重,镍基熔覆材料其次,钴基熔覆材料最少,如图4所示。
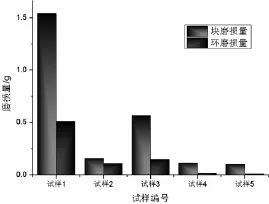
图4 块状试样-环状试样总磨损量
图5显示了5组块状试样不同磨损时间下的磨损量图。其中试样3由于粘着了对磨件镍基熔覆材料的磨屑,质量有所增加,因此磨损量为负值。试样1由于磨损量过大而没有进行后10分钟的磨损试验。
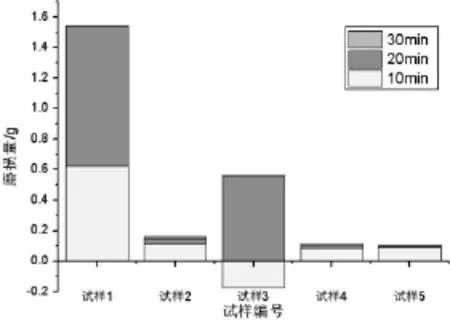
图5 块状试样按时间段测得的磨损量
3 试验结果分析
3.1磨损形式
环状试样1和2的摩擦表面均有较深的划痕,其对应磨件块状试样1和2的摩擦面产生了变形,摩擦面边缘的材料被挤出。环状试样1和2的铁基熔覆层与球墨铸铁对磨的主要磨损形式为高温下的粘着磨损,并伴有氧化磨损。环状试样1中镍的含量比试样2高,因此其材料强度也较高。过高的材料强度使其对磨件球墨铸铁材料的磨损量有所增加。
环状试样3摩擦表面划痕较浅,其对应磨件块状试样3的磨损量也较小。镍基熔覆材料与球墨铸铁材料的主要磨损形式为粘着与氧化磨损。从图3(a)中还可看出,环状试样3的氧化磨损形式与其它试样不同,呈断续的团状形状分布。相对铁基熔覆材料的两组试验材料,镍基材料试样的脱落量不大,磨粒不易排出,因此形成了球状磨粒。
环状试样4和5的摩擦表面仍然保持光滑平整,没有明显的磨损。其对应磨件块状试样4和5的磨损量也较小。钴基金属具有较好的导热性能,使摩擦过程中的热量迅速散出,因此降低了球磨铸铁材料的磨损量。由于钴基材料的强度及韧性均强于球墨铸铁,因此相应的环状试样4和5没有明显的磨损情况。
由图3(a)可知,环状试样中试样2~4均有不同程度的氧化磨损,而磨损量最大的试样1的摩擦面却没有明显的氧化情况。试样1中含有微量的钒元素,而钒是优良的脱氧剂,抑制了环状试样1在摩擦过程中产生的金属氧化。
3.2磨损量分析
铁基熔覆试样中,第1组试验中块状试样的磨损较为严重,而环状试样也有持续磨损的情况。第2组铁基试样的环状试样磨损情况与第3、4、5组试验基本一致,激光熔覆层耐磨性较好。但是,此环状试样对球墨铸铁材料试样的磨损较为严重。
第3组镍基熔覆试样的摩擦试验中,环状试样和块状试样的磨损量均比较高。通过称重记录可以看出,经过10分钟的摩擦试验后,环状试样的重量减轻,而块状试样的重量增加。这是由于两种材料对磨时产生粘着磨损造成的,环状试样的表面材料由于粘着磨损被带到块状试样表面。
第1、2、3组环状试样的磨损称重结果表明,环状试样在试验初期磨损量均大于后期的磨损量。这说明试样经过激光熔覆处理后,表层组织耐磨性不强,容易脱落。这是由于熔覆处理后期冷却过程中产生的残余应力集中在熔覆层表层且表层材料温度变化大于内部材料,因此,表层微观组织强度、韧性较差,晶粒较粗且可能存在更多的微裂纹。
第4、5组钴基材料摩擦试验的称重结果表明钴基熔覆材料较为耐磨,且对块状试样的磨损也较小。
4 结论
通过对熔覆材料的元素能谱分析及摩擦磨损试验,获得如下结论:
(1)铁基材料中添加适量的微量元素可提高其导热性及耐磨性能,因此后续应专注于对铁基材料的材料组分及其作用做细致的分析,最终可以获得导热性好、耐磨性高,且对球墨铸铁材料的磨损量很小的熔覆材料,以代替钴基材料,进而降低成本。
(2)镍基材料在试验中仍发生较大粘着磨损,磨粒容易粘附在环状试样表面不易逸出,进而形成球状磨粒。
(3)钴基材料导热性能好,对磨表面不易产生高温下的粘着磨损,磨损量最少。由于钴属于贵重金属,使用成本较高,而且钴基材料的加工硬化特征明显,因此在实际应用中受到限制。
在实际应用中,铁基材料等低成本材料用于过渡层和中间层熔覆,而钴基材料仅用于工作层熔覆。这样既可以改善耐磨性能,还可以降低使用成本。
试验中发现熔覆层表层明显低于亚表层及内部的耐磨性能。在实际应用中,激光熔覆部位需要通过机械加工恢复尺寸精度后才能投入使用,可以避免上述问题。
[1]刘录录,孙荣禄.激光熔覆技术及工业应用研究进展.热加工工艺[J],2007,36(11):58~61.
[2]王新洪,邹增大,曲仕尧.表面熔融凝固强化技术——热喷涂与堆焊技术[M].北京:化学工业出版社,2005年:311~312.
[3]董世运,马运哲,徐滨士等.激光熔覆材料研究现状.材料导报[J],2006,20(6):5~11.
Study on the Cladding Material Selection in Wobbler Repairing with Laser-Cladding
XIONGJie1,LI Lin2,LIANGTie2
(1.Baoshan Iron&Steel Co.Ltd.;2.XinjiangBayi Iron&Steel Co.,Ltd.)
Through friction test,property of different kinds of cladding material,which was applied in repair of wobbler with laser cladding,were studied in this paper.The best claddingmaterial was alsofound in this paper.
wobbler;laser cladding;claddingmaterial;friction test
TG333.17
A
1672—4224(2016)02—0040—03
联系人:熊杰,男,47岁,研究生,高级工程师,上海(201900)宝山钢铁股份有限公司设备部
E-mail:jiexiong@baosteel.com.
