97#钢板热成形工艺组织与力学性能研究
2016-11-30王忠堂
卢 金,王忠堂
(沈阳理工大学 材料科学与工程学院,沈阳 110159)
97#钢板热成形工艺组织与力学性能研究
卢 金,王忠堂
(沈阳理工大学 材料科学与工程学院,沈阳 110159)
对97#钢板进行了热冲压实验研究,分析了不同奥氏体化温度、奥氏体化时间、保压时间对工件组织及力学性能的影响。结果表明,奥氏体化温度950℃、奥氏体化时间5min、保压时间60s为较优工艺参数,抗拉强度达2203MPa,强塑积为18.7GPa·%,金相组织为马氏体。
97#钢板;热冲压;奥氏体化
目前,节能环保已经成为当今世界的主题,且在汽车制造行业也处于举足轻重的地位。汽车轻量化是实现节能环保的有效措施之一[1]。研究表明,汽车每减重10%,能耗降低3%~8%[2]。实现汽车轻量化有很多措施,采用新型材料高强度钢是有效措施之一。研究表明,屈服强度超过1000MPa的高强度钢能实现40%以上的减重率[3]。
然而,高强度钢在室温下成形缺陷大,易出现开裂、起皱等,且成形件回弹量大,工件尺寸精度难以保证,因此高强度钢成形一般采用热成形技术[4]。高强度钢热成形工艺是将高强度钢加热,待处于均匀奥氏体化状态,送入带有冷却系统的模具内快速成形并模内淬火处理,最终形成马氏体[5]。此工艺不但可以获得高强度比,且塑性好,成形件精度高。97#钢是基于22MnB5成分设计的高强度Q-P钢,其材料的综合性能较22MnB5更为优异[6-7]。采用97#钢进行盒型件热冲压实验,研究奥氏体化温度、奥氏体化时间、保压时间对工件的组织及力学性能的影响具有一定意义[8-9]。
1 实验材料
基于22MnB5成分设计Q-P钢(命名为“97#钢”),其化学成分如表1所示,其中碳元素的含量在0.39%,铜元素含量为1.4%。C主要起到固溶强化以及配分稳定奥氏体作用;Si为非碳化物形成元素,抑制渗碳体的形成,稳定奥氏体;Mn起到固溶强化,稳定奥氏体作用;Cr能增加钢的淬透性;Mo起到固溶强化,稳定奥氏体,防止回火脆性,细化马氏体组织;B抑制形成铁素体/珠光体;Cu起到析出强化的作用;Ni起到固溶强化,稳定奥氏体,防止热脆性的作用。通过计算,97#钢的奥氏体转变温度为808℃,马氏体转变起始点为230℃,临界冷速为1℃/s。

表1 实验用Q-P钢化学成分 (质量分数%)
2 实验方案
对97#钢采用热冲压工艺,板料经电阻炉加热后迅速移至带有冷却系统的模具内快速成型,模内保压淬火。
板料加热5min,加热温度分别为750℃、800℃、850℃、900℃、950℃,模内保压淬火60s。
奥氏体化温度选取950℃,加热时间分别为1min、2min、4min、6min、8min,保压60s。
选取奥氏体化温度为950℃,奥氏体化时间为5min,保压时间分别为5s、30s、60s。
3 实验结果分析
3.1 奥氏体化温度对工件组织及力学性能的影响
图1是不同温度热冲压件的室温力学性能。由图1 a可知,温度越高则抗拉强度越高,900℃和950℃抗拉强度接近,在2200MPa左右;850℃时抗拉强度为2035MPa;奥氏体化温度为800℃和750℃时抗拉强度较低,分别为1796MPa、1515MPa。750℃时延伸率为13.2%,其他在8.3%至8.8%之间,变化不大。 850℃至950℃时强塑积18GMPa·%左右,变化不大。

图1 不同奥氏体化温度下工件的室温力学性能
图2为不同奥氏体化温度的热冲压件光学金相照片。由图2可以看出,不同奥氏体化温度的最终组织都含板条状马氏体,在750℃、800℃温度时,板条状马氏体不明显,说明奥氏体化温度低时奥氏体化不完全。
3.2 奥氏体化时间对工件组织及力学性能的影响
图3为不同奥氏体化时间时工件的力学性能。由图3可以看出,奥氏体化时间在2~8min内,热冲压件的拉伸性能曲线接近,差别较小,最大为2251MPa,最小为2185MPa,相差66MPa。塑性变化也不明显,延伸率为8.0%~8.7%。此外,强塑积变化也不大,都在18GPa·%左右。而奥氏体化时间为1min时,抗拉强度为1409MPa,明显低于其他时间的强度,而延伸率较高为9.2%,强塑积为13GPa·%,说明奥氏体化并未完全。
图4为不同奥氏体化时间的热冲压件光学金相照片。由图4可以看出,不同奥氏体化时间的板料组织情况,最终组织都含有板条状马氏体,在奥氏体化时间为1min时,马氏体量较少,这是因为奥氏体化时间短,奥氏体化不完全。

图2 不同奥氏体化温度下的金相组织
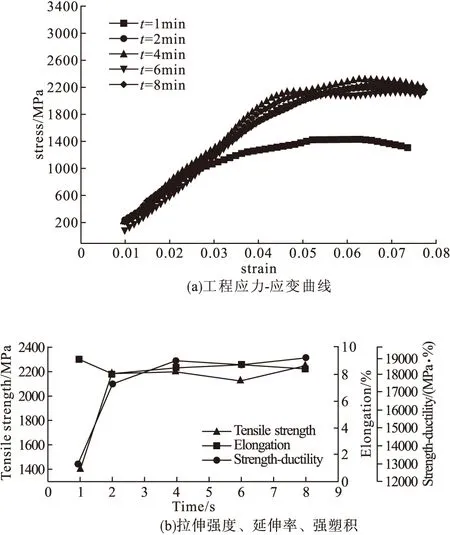
图3 不同奥氏体化时间时工件的力学性能
3.3 保压时间对工件组织及力学性能的影响
图5为保压时间与工件力学性能的关系。保压5s时抗拉强度较低为1598MPa,保压30s和60s时,抗拉强度为2200MPa。5s时强塑积为16GPa·%,比其他时间低3GPa·%,说明保压在30s以上即可获得强度在2000MPa以上,延伸率8.5%以上的热冲压件,工件性能稳定。
图6为不同保压时间的热冲压件的金相组织照片。从图6中可以看到,不同保压时间的材料组织情况,最终组织都含有板条状马氏体,保压时间为5s时,马氏体较少,其他时间差别不大。
4 结论
(1)分析了不同奥氏体化温度对工件组织与性能的影响。结果表明,温度在850℃以上时,工件的抗拉强度在2000MPa以上,延伸率在8.5%,强塑积在18GPa·%,工件能够完全奥氏体化。
(2)分析了不同奥氏体化时间对工件组织与性能的影响。当加热时间在2min以上,工件的抗拉强度达到2100MPa以上,强塑积在18GPa·%,组织为马氏体。

图4 不同奥氏体化时间下的金相组织

图5 不同保压时间下工件的力学性能

图6 不同保压时间下的金相组织
(3)分析了不同保压时间对工件组织与性能的影响。当保压时间为30s时,抗拉强度为2205MPa,强塑积达到19GPa·%,组织为马氏体。
(4)综上所述,为保证得到良好组织性能,工艺参数选为加热温度950℃,加热时间5min,保压时间30s。
[1]范子杰,桂良进,苏瑞意.汽车轻量化技术的研究[J].汽车安全与节能,2014,5(1):1-16.
[2]王利,朱晓东.汽车轻量化与先进的高强度钢板[J].宝钢技术,2011(5):53-57.
[3]王立影.超高强度钢板热冲压成形技术研究[D].上海:同济大学,2008:77-80.
[4]Karbasian H,Tekkaya A E.A review on hot stamping[J].Journal of Materials Processing Technology,2010,210(15):2103-2118.
[5]Åkerström P,Wikman B,Oldenburg M.Material parameter estimation for Boron steel from simultaneous cooling and compression experiments[J].Modelling and Simulation in Materials Science and Engineering,2005(13):1291-1308.
[6]Åkerström P,Bergman G,Oldenburg M.Numerical implementation of a constitutive model for simulation of hot stamping[J].Materials Science and Engineering,2007(15):105-119.
[7]Guo Y H,Ma M T,Zhang Y S,et al.Numerical simulation of hot stamping of front bumper[J].Advanced Materials Research,2014(912):715-722.
[8]M Cheng,H W Song,X Li,et al.Effects of quenching and partitioning process on mechanical properties of a hot-stamping steel[J].Materials Science Forum,2014(788):340-345.
[9]林涛,宋鸿武,张士宏,等.汽车用超高强钢板新型差温热冲压工艺研究[J].锻造与冲压,2013(8):40-43.
(责任编辑:马金发)
Microstructure and Mechanical Property of 97# Steel Sheet During Hot Stamping Process
LU Jin,WANG Zhongtang
( Shenyang Ligong University,Shenyang 110159,China)
Hot stamping process for 97# steel sheet was studied by experiment.The influence of austenitizing temperature,austenitizing time on and pressing microstructure and mechanical property were analyzed.The results show that the optimal processing parameters are austenitizing temperature 950℃,and the austenitizing time 5 min and the pressing time 60s.Mechanical properties of the workpiece are that the tensile strength is 2203MPa,and strength-ductility is 18.7GPa·%,and the microstructure is martensite.
97# steel sheet;hot stamping;austenitizing
2015-07-20
国家自然科学基金资助项目(51034009)
卢金(1988—),女,硕士研究生;通讯作者:王忠堂(1962—),男,教授,博士,研究方向:先进塑性加工技术。
1003-1251(2016)05-0059-05
TG142
A