基于CAD/CAM的宝石加工设备控制系统设计与实现*
2016-11-29陈炳忠李国伟吴家杰
钟 山,张 威,陈炳忠,李国伟 ,吴家杰
(1.桂林理工大学 机械与控制工程学院,广西 桂林 541006;2.梧州学院 机械与材料工程学院,广西 梧州 543002)
基于CAD/CAM的宝石加工设备控制系统设计与实现*
钟 山1,2,张 威1,陈炳忠2,李国伟2,吴家杰2
(1.桂林理工大学 机械与控制工程学院,广西 桂林 541006;2.梧州学院 机械与材料工程学院,广西 梧州 543002)
该设备基于CAD/CAM 集成理论,采用上位机与下位机结合的人机交互方法,实现宝石的设计、围型、刻磨和抛光一体化加工。首先分析了实现设备的各部位运动功能的控制原理,然后用加工数据与控制程序分离的方案分别对上位机和下位机控制系统进行开发。上位机控制软件的开发在VC++环境中完成,通过构建加工数据结构,把图形文件信息转换成下位机能够识别运行的数据。下位机以STM32F10X系列MCU为控制核心,辅以专用的电机,配合传感器和光栅尺,接收上位机信号后采用闭环控制算法。系统进行数据处理后,在专用电机的驱动下自动执行宝石的加工工序。测试表明,该系统提高了宝石加工的精度和效率。
CAD/CAM;宝石加工;数据处理 ;闭环控制
0 引言
目前大部分企业和个人作坊仍然使用传统的八角手或机械手加工宝石,特别是宝石的刻磨抛光是一个技术含量高且较难掌握的手工技术,包括材料选购、设计切割、围型、刻磨抛光五个工序,刚接触宝石行业的加工人员需要大量的时间去适应和学习。近年来,许多专家学者提出了比较先进的宝石加工方法,如计算机辅助加工和超声波加工[1],但是目前市场上的计算机辅助加工由于技术的限制和天然宝石内部结构的复杂性,只能加工廉价的合成宝石,精度和效率都不高;超声波加工由于靠磨料液颗粒撞击原理进行加工,所以只能加工硬而脆的材料,不太适合宝石的加工。
本文所述的宝石加工设备采用上位机与下位机结合的方式来完成宝石的加工,以VC++为开发平台,建立了宝石各种形状及加工特性的数据库,并开发了相应控制算法。整个系统实现了宝石设计、围型、研磨和抛光一体化加工的方法,提高了宝石加工的精度和效率[2]。
1 宝石加工设备的机械结构和驱动方式
该宝石加工设备机构主要由三平移两旋转五个关节依次串联而成,分别由5个不同的步进电机和伺服电机控制运动。如图1~图3所示,步进电机M1、M2可通过滚珠直线导轨使宝石做X、Y轴方向的往复运动,步进电机M3通过滚珠丝杆使宝石做Z轴方向的升降运动,伺服电机M4控制宝石的倾角运动,步进电机M5控制宝石的360度旋转运动。J1 ~ J5分别对应M1 ~ M5带动宝石杆和磨盘的动作。加工设备的工艺流程是:下料切割、围型、石坯抛光、粘石、刻磨抛光冠部、反石、刻磨抛光亭部[3-4]。研磨时M5旋转机构带动宝石切换到需要研磨的切面(J5),同时M4根据需要打磨的刻面控制倾角将宝石摆动到刻面与磨盘平行的位置(J4),M1和M2根据具体情况做直线或者曲线运动带动宝石到研磨盘中心上方(J1和J2),然后M3做下降动作与磨盘接触准备打磨(J3)。当一个切面完成后M3带动宝石离开磨盘(J3)同时M5将宝石切换到另一个圆周切面(J5)研磨。完成所有规定切面的研磨后,由M1带动宝石做X轴方向的平移(J1)到达抛光盘,抛光、圈石与研磨的动作类似。每次动作各个部位电机的运动参数都可以预先在上位机CAD系统设置好再通过下位机实现宝石的自动加工。
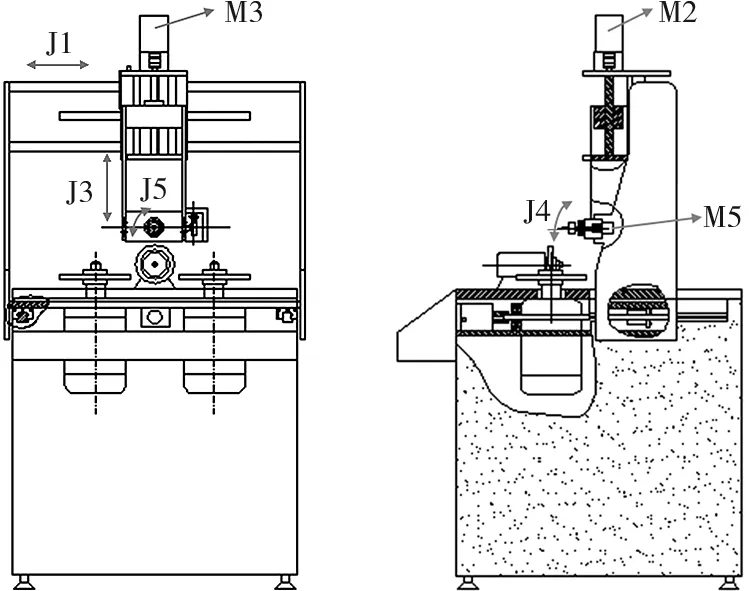
图1 宝石加工设备正视图 图2 宝石加工设备右视图

图3 宝石加工设备俯视图
2 机械运动控制系统原理
由机械的运动方式可以设计出宝石加工设备的控制系统,包括升降系统,旋转机构,倾角系统以及X、Y轴运动系统。如图4是宝石加工设备控制系统的组成框图。

图4 宝石加工设备控制系统的组成框图
2.1 升降系统的控制
升降系统由步进电机[5]作为动力执行部件,基准位置传感器和位移光栅传感器作为高度距离标准反馈元件,基准位置传感器采用光电开关。升降系统总成的控制原理是:在机器复位时,MCU发出指令,升降步进电机按一定的方向转动使得机械手上升到光电开关位置,再找到光栅零点位置后停止;在上位机发出研磨工作指令后,升降电机根据MCU给定的指令执行相应的动作,并由光栅实时反馈位移量给MCU进行实时分析补偿防止丢步和间隙所带来的移动误差。由于光电开关存在0.02mm左右的重复误差,所以加入高精度的电子光栅尺作为位移传感反馈和基准反馈,光电开关为粗基准位置,而光栅的Z线输出则作为精基准位置,重复误差不超过0.01mm。另外丝杆的螺纹间隙也存在误差,将步进电机进行25细分,丝杆导程为5mm,理论上,步进电机走1步,丝杆传动距离为0.001mm,提高了加工精度。
2.2 宝石刻磨旋转机构总成控制
宝石刻磨旋转机构总成由旋转步进电机作为控制执行部件,由基准位置传感器作为反馈元件,并配合软件的检测算法,保证圆周分度基准位置准确性。步进电机通过16细分驱动,使得步进电机由原来的1.8°/步的步距精度提高0.1125°/步的精度,这样,整个圆周可以分成了3200份,可以实现任意形状宝石研磨的圆周分度。在机器复位时,MCU发出指令,旋转步进电机转动,寻找圆周分度基准位置作为零位,然后执行给定的分度步数做精准定位旋转达到换面刻磨的动作效果,并且能让电机锁定停止不转动,使得在刻磨过程中宝石不会发生转动现象;旋转步进电机的动作严格根据摆动系统和升降系统的动作而交替先后执行动作,保证换面动作完成后才进行着盘动作,避免宝石突然着盘时造成伤盘或者伤石的事故从而影响宝石的刻磨和抛光质量。
2.3 倾角系统的控制
倾角系统由伺服电机[6]通过蜗轮蜗杆传动组成,宝石刻磨换面旋转机构总成安装在蜗轮转轴上。倾角摆动原理是通过上位机发送到下位机的摆角数据和命令,控制倾角伺服电机上的蜗杆转动固定的角度步数从而带动蜗轮转动到需要的倾角,而这个倾角的精度则是伺服电机精度再经过蜗轮蜗杆传动比[7]得出的最终精度,比如伺服电机编码器是1000线,则把电机旋转一圈分成了1000步,而每一步则是0.36°,而蜗轮蜗杆传动比是40,则倾角精度为0.009°/步。倾角系统配合软件的检测算法,实现宝石研磨工作中宝石与磨盘之间的精准倾角,保证刻磨出来的角度与所设计出来的一致。
2.4 X轴滑动系统的控制
X轴滑动系统由步进电机作为动力执行部件,刻磨机械手(即摆角总成、旋转总成、升降总成)安装在X轴上可以整套移动,光电开关作为基准位置传感器反馈元件,定此位置为X轴原点,配合软件检测和算法,实现宝石在刻磨盘或抛光盘上X轴方向的任意点着盘停留或者滑动一定距离,以实现对小刻面宝石的点动磨削工作方式和对大刻面宝石滑动磨削工作方式。在系统复位时MCU发出复位指令,通过X轴滑块带动机械手快速在X轴方向返回复位到光电开关位置。进行研磨工作前,用户可以通过宝石大小类型等自行选定磨点、和摆速,这些参数最终都由X轴摆动系统执行实现,不同的宝石工艺要求不同点着盘和不同的滑动长度(即摆长)。
2.5 Y轴滑动系统控制
Y轴滑动系统可以控制整套刻磨机械手在Y轴方向前进和后退一定距离,以保证刻磨过程中,宝石能保证始终在磨盘的中心线上运动,提高刻磨效率和充分利用磨盘,还能保证在任意点着盘刻磨以实现0~90°的加工角度不受限制。Y轴滑动系统与X轴滑动系统控制原理几乎一致,仅区别于功能上和运动方向上,故此处不再加以详细描述。
3 设备自动控制系统的人机操作界面原理
3.1 设备自动控制系统下位机组成
设备下位机以STM32F10X系列MCU为控制核心,其特点是高性能、低功耗、抗干扰以及丰富的片内资源,用其做为下位机核心方便且适用[8]。如图5是STM32控制板硬件的资源分配图,5轴电机共需要一个外部中断I/O口作为总使能端XINT1/IOPC2,电机使能但又没有脉冲输入时,就会进入锁死状态,锁死是步进电机转子禁止自由走步的状态,可以避免外界振动和研磨时摩擦力导致的电机无脉冲输入时自由走步现象[4]。下位机绝对性接收上位机指令和数据并自动执行不同的指令动作,同时下位机还负责每个传感器的信号接收和对电机、继电器的控制。

图5 控制板资源分配框图
3.2 设备自动控制系统上位机
设备自动控制系统上位机操作界面软件基于VC++自主研发[9],系统的控制软件流程图如图6所示。上位机配合宝石设计软件GEMCAD使用,用户可以在GEMCAD[10]上设计自己所需的宝石式样,并建立自己的宝石式样数据库,也可以导入设备本身配备的各种宝石模型库进行修改,设计出自己所需的式样,按需加工出实物样品或产品。自主研发的上位机通过打开GEMCAD设计出的宝石图形文件,读取其中内容进行分析计算,最终变成刻磨加工宝石的角度、高度、和分度数据。这些数据最终转换成电机的步数,控制每个电机需要运动的角度和距离实现精确刻磨加工过程。除了宝石固有的角度、分度等数据,还需根据宝石加工工艺需要对角度高度压力摆速等数据的补偿和调节[11],这些数据全在上位机软件上输入和设置。围型时其采用分段插值控制算法如下:
for(j=Yao_Fendu[0]+1,i=1;j<3200+Yao_Fendu[0];j++)//角度电机转一圈,每次转一步,然后计算插值中心距离
{
if(j>Yao_Fendu[i])
{
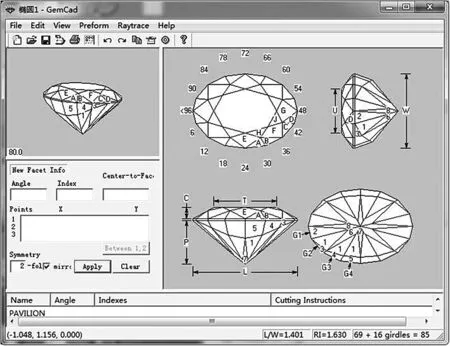
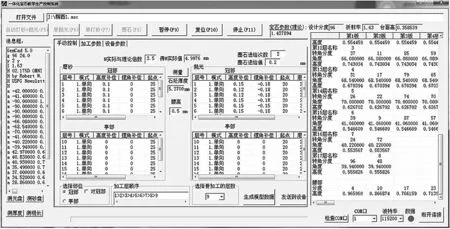
if(i i++; } Height=Yao_Hight[i-1]+((float)Yao_Hight[i]-Yao_Hight[i-1])*(j-Yao_Fendu[i-1])/(Yao_Fendu[i]-Yao_Fendu[i-1]);//计算插值中心距离 if(Height>PreHeight) { MoveMotor(Up,Height-PreHeight,100);//电机返回YTH+ MoveMotor(Zhuanban,1,sudu);//角度电机走一步 } else if(Height==PreHeight) { MoveMotor(Zhuanban,1,10000);//角度电机走一步 } else { MoveMotor(Zhuanban,1,sudu);//角度电机走一步 MoveMotor(Down,PreHeight-Height,100);//下电机开始磨 } PreHeight=Height;//保存高度值 } 图6 宝石加工设备控制软件流程图 以上对数控宝石机器人控制部分实现作了详细的介绍,经过反复调整机械结构,并且对软件的算法程序也经过大量调试和实际测试,证实该控制算法和软件实现是可行的,设备也在控制软件的指示下完成相应的操作。以材料为立方氧化锆的椭圆形宝石加工为例,在GEMCAD中设计好宝石形状如图7,得到宝石形状参数后在自主开发的软件中打开如图8,设置好加工参数和设备参数便可自动加工或手动加工,加工后的宝石如图9。 图7 GEMCAD设计的椭圆宝石三视图加工试样 图8 椭圆形宝石加工控制面板底面 图9 氧化锆材料的椭圆形宝石顶面 本文介绍的基于CAD/CAM的宝石加工设备控制系统实现了宝石的设计、围型、刻磨和抛光一体化加工。经设备调试和实验验证后该套设备可以提高宝石加工的精度和效率,另外初学宝石加工的人员通过使用这套设备可以很快入门并掌握宝石加工的基础知识,便于后续学习,因此该设备具有很好的应用前景。 [1] 周树礼. 宝石加工方法的演变和发展[J]. 宝石和宝石学杂志,2003(4):28-29. [2] 郭美斌. 梧州人造宝石产业集群发展存在的问题与对策[J]. 企业经济,2007(9):99-101. [3] 陈炳忠. 宝石琢型设计及加工设备[M]. 武汉: 中国地质大学出版社, 2014. [4] 吕新彪. 宝石款式设计与加工工艺[M]. 武汉:中国地质大学出版社,2006. [5] 刘宝志. 步进电机的精确控制方法研究[D].济南:山东大学,2010. [6] 王军锋,唐宏. 伺服电机选型的原则和注意事项[J]. 装备制造技术,2009(11):129-131,133. [7] 柴群. 蜗轮蜗杆传动强度精细分析[D].大连:大连交通大学,2007. [8] 库少平,刘晶. 基于STM32F10x和MDK的步进电机控制系统设计[J]. 武汉理工大学学报,2009,03:107-110. [9] 郑阿奇. Visual C++实用教程[M]. 北京: 电子工业出版社, 2005. [10] 周汉利.宝石琢型电脑设计[J]. 宝石和宝石学杂志,2001,03:39-45. [11] 熊毅,玉振明,陈炳忠. 基于DSP宝石加工机械手控制系统设计与实现[J]. 组合机床与自动化加工技术,2011(8):56-59,63. (编辑 李秀敏) Design and Realization of Gemstone Processing Equipment Control System Based on CAD/CAM ZHONG Shan1,2, ZHANG Wei1,CHEN Bing-zhong2, LI Guo-wei2, WU Jia-jie2 (1.School of Mechanical and Control Engineering,Guilin University of Technology, Guilin Guangxi 541006, China; 2. School of Mechanical and Control Engineering, Wuzhou University, Wuzhou Guangxi 543002,China) The equipment realizes the integration of design, rounding of type, grinding and polishing of gemstone carved grinding method, and it is based on CAD/CAM integration theory by the way of human-computer interaction with combination of upper computer and lower computer. Firstly, the control principle of the movement function of each part of equipment is analyzed and upper computer and lower computer control systems are developed by using the separation way of control program and processing data. The exploiting works of upper computer control software are finished by using the VC++ software, and the graphics file information is converted to data which under computer can identify it by building processing data structure. Lower computer adopts STM32F10X series MCU as the core processor with sensors technology and grating ruler, and uses closed-loop control algorithm after receiving upper computer signals. The equipment performs gemstone processing automatically under the special motor driver after data processing. Finally, test results demonstrate that the equipment improves precision and efficiency of gemstone processing. CAD/CAM; gemstone processing; data processing; closed-loop control 1001-2265(2016)10-0000-00 10.13462/j.cnki.mmtamt.2016.10.000 2015-11-27; 2015-12-24 2012年广西教育厅高校科研项目(201202ZD087);广西高等学校优秀人才资助计划、梧州学院重点科研项目(2012B006,2012B007);大学生创新创业训练项目(201411354008,201511354021,201511354055) 钟山(1967—),男,广西梧州人,梧州学院教授,博士,桂林理工大学硕士生导师,研究方向为增材制造,宝石加工,(E-mail)jonsonzhong@163.com。 TH166;TG659 A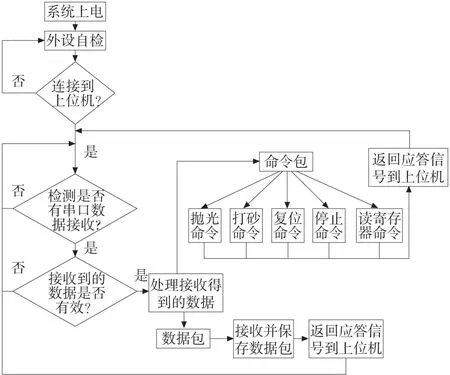
4 实验验证

5 结束语