Ti2AlNb合金粉末冶金件的热变形行为和环轧过程的模拟研究
2016-11-26卢正冠刘羽寅
卢正冠,吴 杰,刘羽寅,徐 磊
(中国科学院金属研究所,辽宁 沈阳 110016)
Ti2AlNb合金粉末冶金件的热变形行为和环轧过程的模拟研究
卢正冠,吴 杰,刘羽寅,徐 磊
(中国科学院金属研究所,辽宁 沈阳 110016)
采用粉末冶金热等静压工艺制备了Ti2AlNb合金坯料,为研究其开坯行为,采用Gleeble-3800热机械模拟试验机进行了热压缩试验,另外采用Simufact有限元软件模拟了粉末冶金Ti2AlNb合金的环轧过程,利用X射线三维成像技术获取并计算了第一次环轧后的孔隙分布。结果表明,粉末冶金Ti2AlNb合金在应变极小时达到峰值应力,在变形初始阶段应力水平的变化不稳定。压缩变形后样品晶粒内O相板条结构消除,晶界处α2相发生长大偏聚,变形条件引起的粉末冶金Ti2AlNb合金的相转变是影响开坯行为稳定性的主要原因。开坯阶段环件边缘处的温降和应变增长速率最快。变形可以愈合粉末冶金Ti2AlNb合金的孔隙。
Ti2AlNb合金;粉末冶金;热变形;环轧
0 引 言
提高发动机推重比是发展新一代航空航天飞行器的重要研究内容,对发动机热端构件的材料性能提出了更高的要求[1]。Ti2AlNb合金是一种由向Ti3Al系合金中添加大量Nb元素发展而来的新型金属间化合物[2],其在650~750 ℃具有良好的强韧性匹配,以及良好的抗蠕变性能和耐腐蚀性等,且密度较低,因此近年来成为航空航天结构材料的研究热点[3-5]。
Ti2AlNb合金的合金化程度高,变形抗力大,熔炼过程中容易出现成分的宏观偏析等缺陷[6]。因此,在制备具有较大尺寸和复杂结构的环形构件时,随着锻造步骤的增加,铸锭变形量会不断累积,使材料发生失效开裂的风险迅速增加。而利用粉末冶金热等静压方法可以制备成分和性能均匀的Ti2AlNb合金,同时考虑到粉末冶金法能够较好地控制预变形坯料的形状和尺寸,减少加工步骤和变形量[7-9]。因此,粉末冶金制坯+热机械变形是解决Ti2AlNb大尺寸复杂构件制备问题的潜在方法,具有重要的研究意义。
前期工作表明,粉末冶金Ti2AlNb合金具有良好的变形潜力[10-11],本研究通过分析其在Gleeble热模拟压缩实验中的流变行为,并对变形后的显微组织进行观察,研究变形参数对开坯过程中组织转变和应力行为的影响。同时,采用Simufact有限元软件进行环轧过程的仿真,分析温度和应力水平的变化趋势。通过对粉末冶金Ti2AlNb合金开坯行为的研究,结合第一次环轧变形后孔隙分布的统计,旨在为粉末冶金Ti2AlNb合金热机械变形的实际应用提供实验指导和理论依据。
1 实 验
实验材料为无坩埚感应熔炼超声气体雾化(EIGA)+热等静压(HIP)制备的φ45 mm×180 mm Ti2AlNb合金坯料[12],名义成分是Ti-22Al-24Nb-0.5Mo (原子分数),预合金粉末和坯料的化学成分见表1。

表1 Ti2AlNb预合金粉末及坯料的化学成分(w/%)
热等静压后的Ti2AlNb合金坯料显微组织如图1所示。从图中可以看出,粉末冶金法制备的Ti2AlNb合金晶粒尺寸均匀细小。热压缩试验样品尺寸为φ8 mm×10 mm,变形速率分别为0.001、0.01、0.1、1、10 s-1,变形温度为930、980、1 005、1 030、1 050 ℃,升温速率为5 ℃/s,到温后保温3 min后开始变形,最大真应变约0.69。压缩后样品迅速水淬,沿压缩方向的轴线剖开,制备用于组织观察的金相试样。压缩后样品的组织形貌在JSM-6301F扫描电子显微镜(SEM)下进行观察。
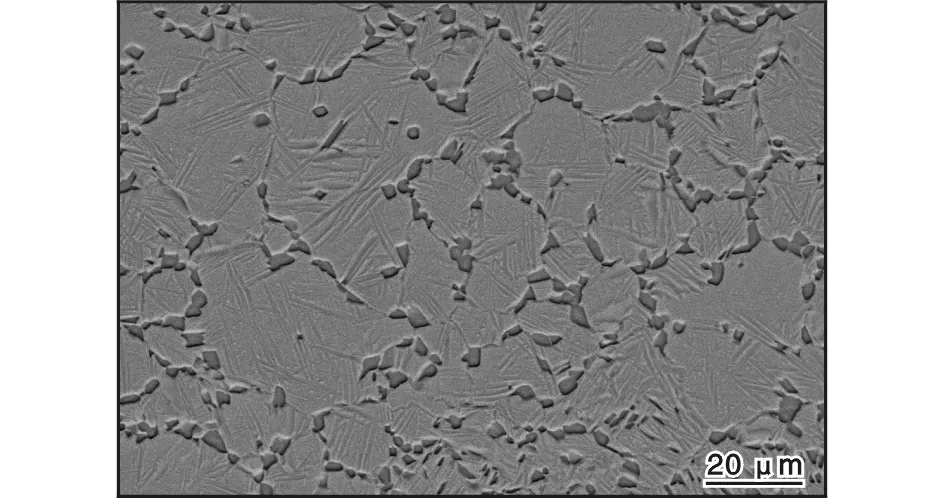
图1 粉末冶金Ti2AlNb合金的背散射照片Fig.1 BSE image of PM Ti2AlNb alloy
采用Simufact有限元软件建立粉末冶金Ti2AlNb合金的环轧模型,环件尺寸h=160 mm,R=175 mm,r=100 mm,模拟环件经1 030 ℃保温后的环轧过程。采用卧式轧机实施了粉末冶金Ti2AlNb合金的实际环轧,变形量约30%,采用X射线三维成像技术测试了粉末冶金Ti2AlNb合金环轧变形前后的孔隙分布。
2 结果和讨论
2.1 应力-应变曲线
图2为粉末冶金Ti2AlNb合金在不同变形条件下的应力-应变曲线。从图中可以看出,粉末冶金Ti2AlNb合金的应力水平在应变极小时达到峰值,接着迅速下降,当真应变大于0.1时,应力水平的变化趋于稳定。材料的流变曲线反映了应变硬化和动态软化相互竞争的变化结果,变形开始阶段以加工硬化为主,应力水平迅速提高,说明粉末冶金Ti2AlNb合金开坯所需的作用力较大。当应变量小于0.1时,应力水平达到峰值又迅速下降,说明此时动态软化起主要作用,材料发生了动态再结晶,这种应力水平的抖动会进一步增加开坯难度。随着应变量继续增加,粉末冶金Ti2AlNb合金应力水平的变化趋于稳定,大部分呈下降趋势。

图2 粉末冶金Ti2AlNb合金的应力-应变曲线Fig.2 Stress-strain curves of PM Ti2AlNb alloy
通过对粉末冶金Ti2AlNb合金的应力-应变曲线分析可以发现,在变形初始阶段,合金的变形抗力大且不稳定,随着变形量的增加,变形抗力逐渐下降,说明动态软化过程从开坯后占据了主要地位,应变曲线符合动态再结晶曲线的形貌特点。另一方面,从图2a中可以看出,在应变速率相同时,整体应力水平随着变形温度的增加而下降,1 030 ℃和1 050 ℃下的应力水平接近;在图2b中,当变形温度相同时,应力水平随着应变速率的增加而上升,这与其他温度下的变化规律一致。
2.2 变形后的显微组织
应力水平在开坯阶段的不稳定变化说明粉末冶金Ti2AlNb合金的相组成发生了变化,即变形引起的做功引发材料中的相转变,说明粉末冶金Ti2AlNb合金的相组成对变形敏感[13]。图3为热等静压态压缩变形后粉末冶金Ti2AlNb合金的背散射照片,热等静压法直接制备的粉末冶金Ti2AlNb合金(图1)主要由晶界处黑色的α2相,晶粒内部灰色的O相板条以及基体B2相组成。经过1 030 ℃下压缩变形后(图3a),晶粒内的网篮结构消失,材料主要由α2相和B2相组成。当变形温度下降至930 ℃时(图3b),应变速率仍为0.1 s-1,大部分晶粒内部的O相没有充分转变,基本保持变形前的板条尺寸和形貌,图像中心处的浅色条带内O相消失,显示变形后的特征。因此,变形温度是影响粉末冶金Ti2AlNb合金开坯中相转变的重要因素,在较高的温度下,更积极迅速的组织演化有利于减少材料的变形抗力。

图3 粉末冶金Ti2AlNb合金在时经不同温度压缩变形后的背散射照片Fig.3 BSE image of PM Ti2AlNb alloy deformed at different temperature with =0.1 s-1
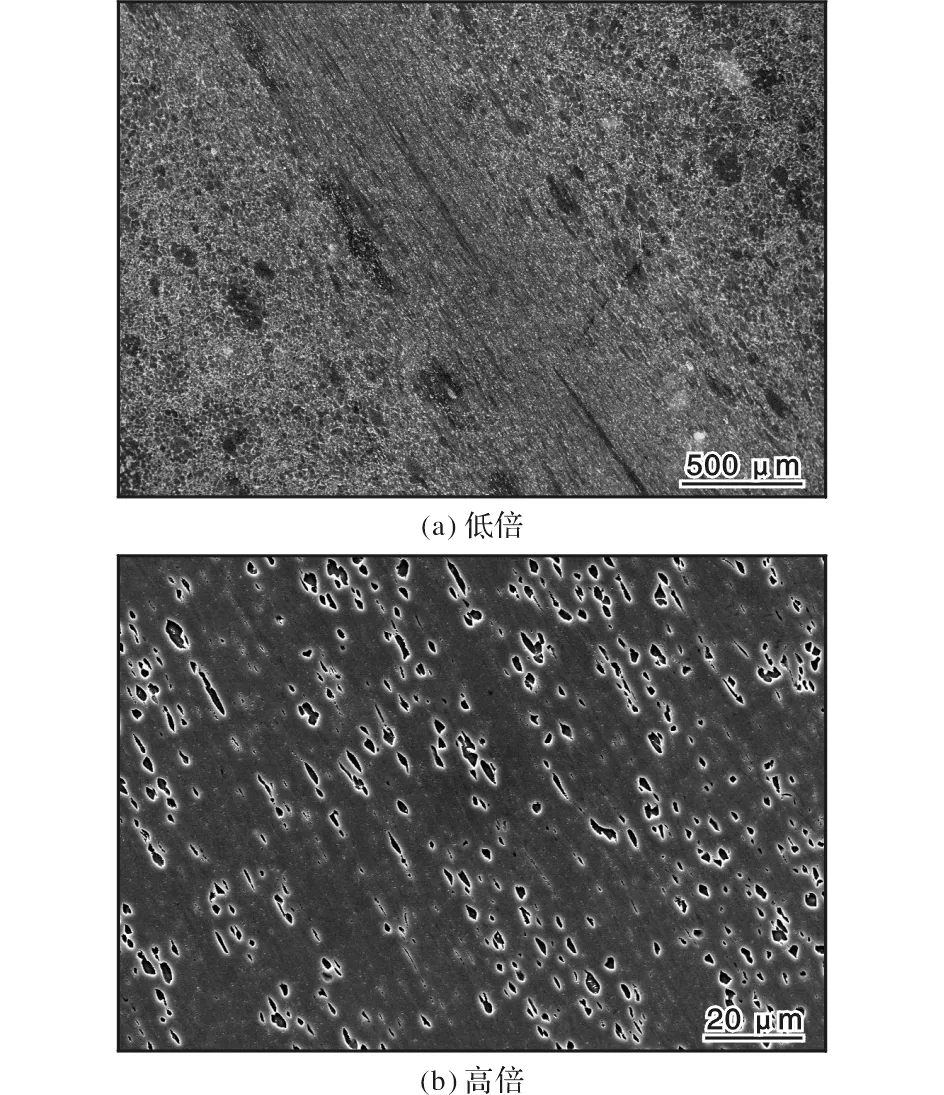
图4 粉末冶金Ti2AlNb合金在T=1 030 ℃,条件下压缩变形后的扫描电镜照片Fig.4 SEM image of PM Ti2AlNb alloy deformed at T=1 030 ℃,
2.3 环轧的有限元模拟
通过前面的讨论发现,粉末冶金Ti2AlNb合金的相转变会显著影响开坯过程中材料的应力水平,而相转变过程又受实际的变形温度和应变量等因素的影响。Gleeble热压缩试验是一个等温绝热的过程,而实际锻造中合金构件由于尺寸效应和大气环境所限,变形条件更为苛刻,变形过程中的温降难以避免。本研究结合已有的Gleeble压缩试验结果,拟定了粉末冶金Ti2AlNb合金的环轧参数,采用Simufact forming软件构建环轧模型,模拟实际环轧过程。
环轧进行60 s后,沿厚度方向的变形量约为30%,将外径R至内径r四等分,从R至r依次标记为1~5点,图5为从环件内径至外径不同位置处的温度和应变随时间变化的曲线,通过这种取点方式可以更清晰的观察到温度和应力的分布变化。

图5 环件不同位置处温度和应变随时间变化的曲线Fig.5 Temperature-time and strain-time curves of chosen points at different positions
如图5所示,环件变形前设计的保温温度是1 030 ℃,环轧过程开始后,内径和外径处的温降接近,且最为迅速,随着轧制变形量的增加,做功引起的温升缓解了内径和外径处温度的下降趋势,但与环件内部仍存在较大差异。观察环轧中应变的变化情况,发现环件内径处的应变增加最为迅速,随着轧制变形量的增加,内径处的应变量远远超过其他区域。因此,粉末Ti2AlNb环件的边缘处变形条件最苛刻,温降最明显且变形量大,在环轧开坯阶段需要尤其注意和保护。
2.4 环轧后的孔隙分布
利用模具设计和热等静压工艺成功制备了粉末冶金Ti2AlNb合金的预变形坯料,根据已有实验基础制定了粉末冶金Ti2AlNb合金的环轧参数并进行了实际环轧。热等静压过程的不完全致密化可能会降低材料的性能[13],微量孔隙是粉末合金非致密化的重要标志,利用X射线三维成像技术可以较好地统计合金内部孔隙分布。图6为变形前后粉末冶金Ti2AlNb合金内部的孔隙分布图。从图中可以看出,热等静压态的粉末冶金Ti2AlNb合金样品内部存在少量孔隙。经环轧变形后,孔隙的尺寸和数量均减小,说明轧制变形能够愈合粉末合金的孔隙缺陷。

图6 粉末冶金Ti2AlNb合金环轧前后的孔隙分布Fig.6 Porosity distribution of PM Ti2AlNb alloy
3 结 论
(1)粉末冶金Ti2AlNb合金在开坯阶段应力水平不稳定,随着变形量的增加逐渐平稳。相转变是影响材料变形抗力变化的主要原因。
(2)粉末冶金Ti2AlNb合金在开坯阶段的相转变主要受变形温度和变形量的影响,环轧过程中环件的边缘处的变形条件苛刻。
(3)变形能够愈合粉末冶金Ti2AlNb合金的孔隙。
[1] 梁春华,李晓欣. 先进材料在战斗机发动机上的应用与研究趋势[J]. 航空材料学报, 2012, 32(6): 32-36.
[2] Banerjee D, Gogia A K, Nandi T K, et al. A new ordered orthorhombic phase in a Ti3Al-Nb alloy[J]. Acta Metallurgica, 1988, 36(4): 871-882.
[3] 冯艾寒,李渤渤,沈军. Ti2AlNb基合金的研究进展[J]. 材料与冶金学报,2011, 10(1): 30-38.
[4] 张建伟,李世琼,梁晓波,等. Ti3Al和Ti2AlNb基合金的研究与应用[J]. 中国有色金属学报, 2010, 20(增刊1): 338-340.
[5] 刘咏,汤惠萍. 粉末冶金钛基结构材料[M]. 长沙:中南大学出版社,2012.
[6] Emura S,Araoka A,Hagiwara M. B2 grain size refinement and its effect on room temperature tensile properties of a Ti-22Al-27Nb orthorhombic intermetallic alloy[J]. Scripta Materialia, 2003, 48(5): 629-634.
[7] Kim Y,Kim E P,Noh J W,et al. Fabrication and mechanical properties of powder metallurgy tantalum prepared by hot isostatic pressing[J]. International Journal of Refractory Metals and Hard Materials, 2015, 48: 211-216.
[8] 李少强,刘建荣,王清江,等. 高温钛合金Ti-60粉末的制备和表征[J]. 材料研究学报, 2010, 24(1): 10-16.
[9] Wu J, Xu L, Lu Z G,et al. Microstructure design and heat response of powder metallurgy Ti2AlNb alloys[J]. Journal of Materials Science & Technology, 2015, 31(12): 1251-1257.
[10] 卢正冠,吴杰,徐磊,等. 粉末Ti-22Al-24Nb-0.5Mo合金热变形能力的对比研究[J]. 材料研究学报, 2015, 29(6): 445-452.
[11] Jia J B, Zhang K F,Liu L M,et al. Hot deformation behavior and processing map of a powder metallurgy Ti-22Al-25Nb alloy[J]. Journal of Alloys and Compounds, 2014, 600: 215-221.
[12] Xu L, Guo R P,Bai C G,et al. Effect of hot isostatic pressing conditions and cooling rate on microstructure and properties of Ti-6Al-4V alloy from atomized powder[J]. Journal of Materials Science & Technology, 2014, 30(12): 1289-1295.
[13] Yang R, Hao Y L, Obbard E G,et al. Orthorhombic phase transformation in titanium alloys and their applications[J]. Acta Metalurgica Sinca, 2010, 46(11): 1443-1449.
Simulation Study on Hot Deformation Behavior and Ring Rolling Process of PM Ti2AlNb Alloy
Lu Zhengguan, Wu Jie, Liu Yuyin, Xu Lei
(Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Powder metallurgy (PM) Ti2AlNb alloy billet was prepared by hot isostatic pressing route. To study the blooming behavior of PM Ti2AlNb alloy, high temperature compression tests were conducted on Gleeble-3800 thermal-mechanical simulation testing machine. Besides, Simufact finite element (FE) software was also used to simulate the ring rolling process of PM Ti2AlNb alloy, and X-ray Micro Computed Tomography (Micro-CT) method was used to study the pore distribution in actual rolled PM Ti2AlNb ring.Results show that the flow stress of PM Ti2AlNb alloy reaches to the peak value at a small strain, and is unstable at the beginning process. After compression, O laths inside grain in deformed samples disappear and the presence ofα2phase growth and segregation at the grain boundaries are observed. The phase transformation caused by the changed deformation conditions is the main reason for the flow instability during deformation. The temperature drops and effective strain at the edge of ring increases rapidly, and the deformation is helpful to reduce the porosity of PM Ti2AlNb alloy.
Ti2AlNb alloy; powder metallurgy; thermal deformation; ring rolling
2016-06-05
徐磊(1977—),男,副研究员。
TG337.6
A
1009-9964(2016)04-0031-05
