微波技术在树脂砂芯涂层烘干过程中的应用
2016-11-26潘凤英扈广麒郭永斌
潘凤英,扈广麒,郭永斌
(共享装备股份有限公司,宁夏银川750021)
微波技术在树脂砂芯涂层烘干过程中的应用
潘凤英,扈广麒,郭永斌
(共享装备股份有限公司,宁夏银川750021)
通过试验验证微波烘干技术可应用到施涂砂芯的烘干过程,与传统砂芯涂层烘干技术相比,微波烘干技术有烘干效率高,且砂芯表面抗拉强度高于传统烘干技术的优势。
微波烘干;施涂砂芯;抗拉强度;烘干效率
微波烘干就是通过一个微波发生器产生微波能,再把该微波能输送到微波加热器中,加热器中的物料受到微波的作用,其内部的分子被极化,从而引起分子间的摩擦而产生热量,也即微波烘干是通过被烘干物体分子热运动来实现烘干,是一种由内向外的烘干方法。
在树脂砂芯表面涂覆一层涂料,主要是为了改善砂芯表面质量,避免由于砂芯表面质量不良造成的铸件表面粗糙、机械粘砂、化学粘砂等铸件表面问题。
在砂芯表面涂覆涂料是必不可少的。但涂料中的水分会造成砂芯表面强度下降,致使型芯在浇筑时容易出现呛火,造成铸件表面粘砂、气孔、夹渣等各类缺陷。如何能快速、彻底的将施涂砂芯烘干,是铸造行业亟待解决的问题。
本文阐述如何将微波烘干技术应用到铸造砂芯烘干中。
1 微波烘干在施涂砂芯烘干中的试验方案
a)样块规格:φ40 mm×40 mm的圆柱台形,每5个为一组;
b)型砂种类:机械再生砂;
c)辅料配比:树脂加入量:再生砂质量的0.98%、固化剂加入量:再生砂质量的45%;
d)涂料种类:2102号、波美度75;
e)施涂方式:刷涂;
f)评价指标:砂芯表层温度(℃)、抗压强度(MPa)、水分含量(%)、高温爆裂等级;
g)微波烘干参数:微波功率(9 kW/18 kW/ 27kW)、固化时间(60s~135s);
h)试验方案:①制作三组试块,其中一组不施涂、两组施涂;②对两组施涂的试块分别采用常规150℃烘箱烘干和步骤g)中的微波参数烘干;③采用相同的方式检测三组砂芯的抗拉强度、水分含量及高温爆裂等级。
2 试验结果分析
2.1抗拉强度
1)未施涂砂芯的平均抗拉强度为4MPa;
2)150℃烘箱烘干的施涂砂芯的平均抗拉强度为4.35MPa;
3)按照步骤g)中的微波参数微波烘干的施涂砂芯的平均抗拉强度为5.3MPa.
从以上数据可知,微波烘干较未施涂砂芯使得砂芯的抗拉强度提升了24.5%,较烘箱烘干使得施涂砂芯的抗拉强度提升了17.9%.
因此,微波烘干在砂芯抗拉强度指标上处于最优势。
2.2高温爆裂等级
高温爆裂等级是衡量砂芯浇注过程耐高温时间性的重要指标。高温爆裂等级越高,也即砂芯的耐高温时间性越好,铸件也越不容易出现夹砂、粘砂等缺陷。通过minitab的因子主效应分析知,在不同高温爆裂等级下,砂芯抗拉强度与砂芯浇注过程耐高温时间成线性正相关关系,也即随着抗拉强度的增加,高温爆裂等级也随之提升。而从另一方面说,就是随着高温爆裂等级的提升,砂芯抗拉强度的作用逐渐显著。具体分析如图1所示,其中横轴为抗拉强度、纵轴为耐高温时间,分别分析了1~4级高温爆裂等级下耐高温时间与抗拉强度的主效应关系。
2.3水分含量
2.3.1抗拉强度与水分含量的关系

对式(1)进行一次求导可找出水分含量的极值点,即当水分含量为0%~0.04%时,抗拉强度达到最佳值。具体如图2水分含量与抗拉强度关系图所示。
2.3.2表层温度与水分含量的关系
对式(2)进行一次求导可找出表层温度的极值点,即当表层温度为72℃~92℃时,砂芯的水分含量可控制在0%~0.04%以内。如图3所示为水分含量与表层温度关系图。
2.2.4烘干效率
通过采用施涂前后重量对比的方法,测得刷涂后试块含水量在4.82 g左右,占未刷涂砂芯重量的5.63%.
采用微波烘干将施涂砂芯水分含量控制在0.04%以内,通过minitab软件计算可知微波烘干的效率为0.09kg/kW·h.
3 微波烘干工艺确定

图1 高温爆裂等级与抗拉强度主效应图
通过对多组试块采用不同微波参数进行烘干,得到了如下规律,即低功率、长时间烘干比高功率、短时间烘干更容易提高表层温度。但是微波烘干效率随着烘干时间的增加显著降低。当以表层温度为指导参数时,在实际设定微波烘干参数时,还应综合考虑烘干效率。
施涂砂芯烘干后应达到的目标值:

图2 水分含量与抗拉强度关系图
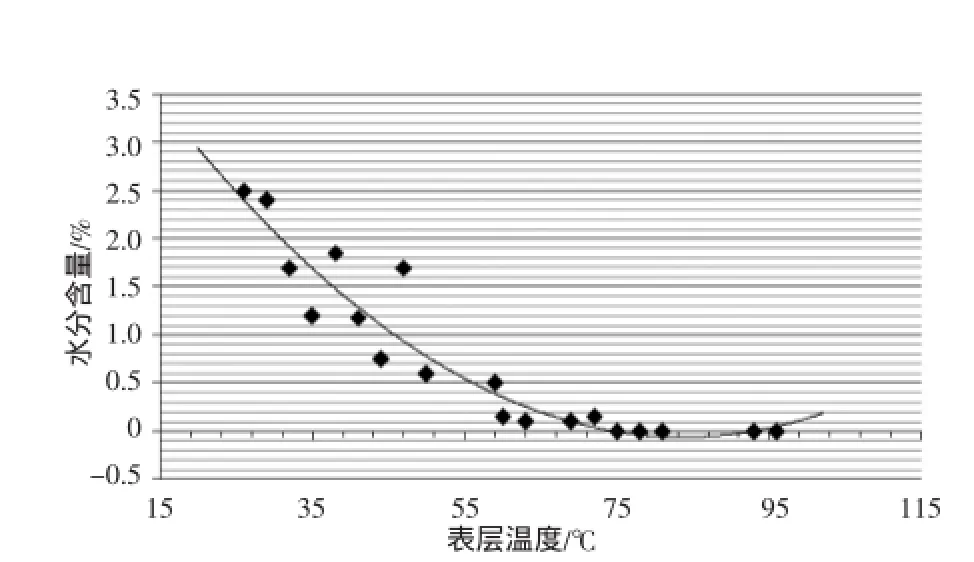
图3 水分含量与表层温度关系图
水分含量:0.04%(望目)
表层温度:82℃±10℃(望目)
抗拉强度:4.35MPa~5.3MPa(望大)
根据原则“微波烘干效率随着烘干时间的增加显著减少”,大功率、短时间。即设定原则:功率/时间≥0.25.
4 总结
通过一系列的应用性研究,可知微波烘干施涂砂芯,具有如下特征:
1)涂层抗拉强度与砂芯水分含量呈线性负相关关系,随着水分含量的降低,抗拉强度逐渐增加;
2)涂层抗拉强度与砂型高温爆裂等级呈线性正相关关系,随着抗拉强度增加,高温爆裂等级显著增加;
3)微波烘干后施涂砂芯的水分含量在0.04%以内;
4)烘干功率和烘干时间综合决定施涂砂芯的表层温度。
Microwave Technology Used in Resin Sand Core Drying Process
PAN Feng-ying,HU Guang-qi,GUO Yong-bin
(Kocel Manufacture Co.,LTD.,Yinchuan Ningxia 750021,China)
This article proved that Microwave Drying Technology can be rapidly applied to the casting sand core coating and drying process.It is concluded that compared with the traditional technique of sand core coating drying,microwave drying technique has high drying efficiency,tensile strength is superior to the traditional sand core surface with sand core drying technology advantage,and it can be widely used in sand core coating drying.
microwave drying technology,core coating drying,tensile strength,drying efficiency
TG223
A
1674-6694(2016)05-0034-02
10.16666/j.cnki.issn1004-6178.2016.05.011
2016-06-21
潘凤英(1983-),女,宁夏回族自治区银川市人,工学硕士,工程师,主要从事铸造技术方面工作。