基于PLC的自动反冲洗系统在航煤加氢装置中的应用
2016-11-22董亚凯范立刚
董亚凯 陈 选 范立刚
(中国石油兰州石化公司建设公司电仪安装公司,兰州 730060)
基于PLC的自动反冲洗系统在航煤加氢装置中的应用
董亚凯 陈 选 范立刚
(中国石油兰州石化公司建设公司电仪安装公司,兰州 730060)
介绍基于PLC的自动反冲洗系统在某航煤加氢装置中的应用,分析了PLC的控制原理、系统参数的设定与面板设计方案,并介绍了针对系统故障和存在的不足之处进行的改造方案。
自动反冲洗系统 PLC逻辑 参数设定 故障与改进
自动反冲洗系统广泛应用于冶金、化工、石油、造纸、医药、食品、采矿、电力和城市给水领域,是一种先进、高效且易操作的全自动过滤系统。近年来,炼油装置生产中为确保介质进出设备能得到更好的过滤,也广泛地应用了自动反冲洗系统。中国石油兰州石化公司年产40万t航煤加氢装置就采用了自动反冲洗系统,该系统采用PLC控制,能够有效减少杂质的含量为装置提供合格原料[1],实现了及时、自动反冲洗的目的。
笔者分析了PLC的控制原理、系统参数的设定与面板设计方案,并介绍了针对系统故障和存在的不足之处进行的改造方案。
1 反冲系统工艺流程①
中国石油兰州石化公司年产40万t航煤加氢装置的自动反冲洗工艺流程如图1所示,其中,PDT为压差变送器;过滤阀和反冲洗阀根据介质流量大小可分为若干组,XV-01和XV-03为第一组过滤系统的原料进口阀,XV-05和XV-07为第二组过滤系统的原料进口阀,XV-09和XV-11为第三组过滤系统的原料进口阀,XV-02和XV-04为第一组过滤系统的污油排放阀,XV-06和XV-08为第二组过滤系统的污油排放阀,XV-10和XV-12为第三组过滤系统的污油排放阀。
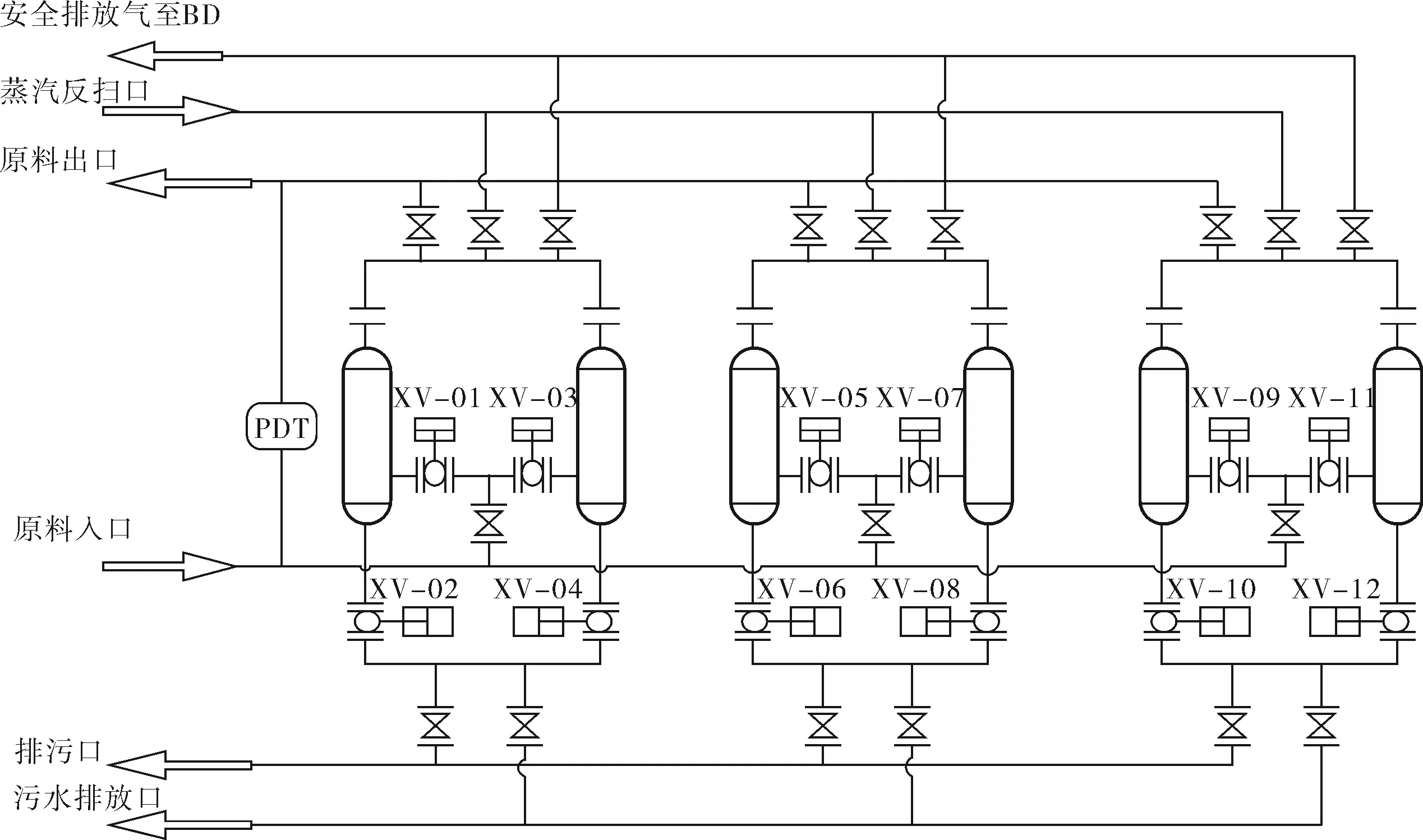
图1 自动反冲洗工艺流程
正常运行状态下所有过滤阀打开,所有排污阀关闭,当介质从原料入口进入后经过各组过滤阀,在过滤器中过滤后通过原料出口进入其他设备。为了防止介质残渣引起过滤器堵塞或者油污过多致使流通性不好,工艺要求定时对过滤器进行反冲洗。为了不影响生产,介质可以不间断地进入装置,各组要依次进行冲洗。排污时过滤阀关闭,排污阀打开,介质倒冲,经排污阀排出。为了更好地实现这个过程,系统采用PLC控制,以实现方便、快捷、有序地对系统进行反冲的功能[2]。
2 PLC控制原理
中国石油兰州石化公司年产40万t航煤加氢装置的自动反冲洗系统中的PLC控制逻辑如图2所示,其中T1是过滤阀阀关时间,T2是反冲阀阀开时间(大小可控制反冲时间),T3是反冲阀阀关时间,T4是过滤阀阀开时间,T是反冲周期,M1是第一组强制反冲按钮,M2是第二组强制反冲按钮,M3是第三组强制反冲按钮。
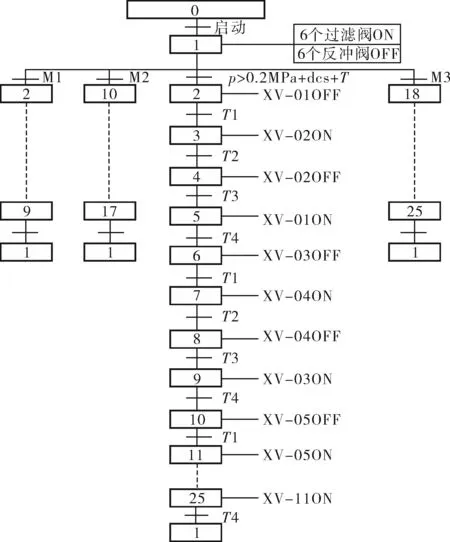
图2 自动反冲洗系统PLC控制逻辑
从图2可以看出,系统具有手动强制反冲、压差自动反冲和DCS定时强制反冲功能,在反冲过程中互为屏蔽,系统在反冲过程中屏蔽压差信号,在反冲完成后再恢复检查状态。当控制系统进行自动冲洗时,系统会根据PLC编程自动分组进行排污,如程序开始时,第一组过滤阀XV-01开始关闭,经过时间T1后XV-02阀开始打开,经过时间T2后XV-02开始关闭,再经过时间T3后XV-01开始打开,经过时间T4后XV-03开始关闭,经过时间T1后XV-04开始打开,经过时间T2后XV-04开始关闭,经过时间T3后XV-03开始打开,再经过时间T4后系统进行第二组冲洗,依次往后冲洗,直到最后一组冲洗完毕,系统回到初始状态,所有过滤阀打开,所有排污阀关闭。
在系统投入使用前要根据工艺要求设置好反冲压差点(压差一旦达到该值就进行自动反冲)和反冲周期时间(一次反冲结束后到下一次反冲的时间间隔);根据阀门的实际打开和关闭时间设置T1、T2、T3和T4[3]。
3 系统参数设定和面板设计
中国石油兰州石化公司年产40万t航煤加氢装置的自动反冲洗系统的主画面中设有手动方式和自动方式。系统在手动方式下,按自动按扭就可以取消手动方式进入自动方式;系统在自动方式下,按手动按钮可取消自动方式进到手动方式。但是系统在自动运行时,必须先按停止键才能进行方式转换。主界面中还有参数设置键和故障画面,点击各功能键就能进入相应的界面。系统操作界面如图3所示,具体操作方法如下:
a. 系统处在自动方式,按启动键就可以进行自动反冲洗。
b. 图3中的阀开阀关,只有系统在手动操作时才有效,自动方式下按此键无效。
c. 系统在自动方式下按“人工强制反冲洗”键有效;当人工强制反冲洗有效时,系统只对当前画界面有效;若要对其他组进行强制反冲洗,可以按左右键进入其他界面。
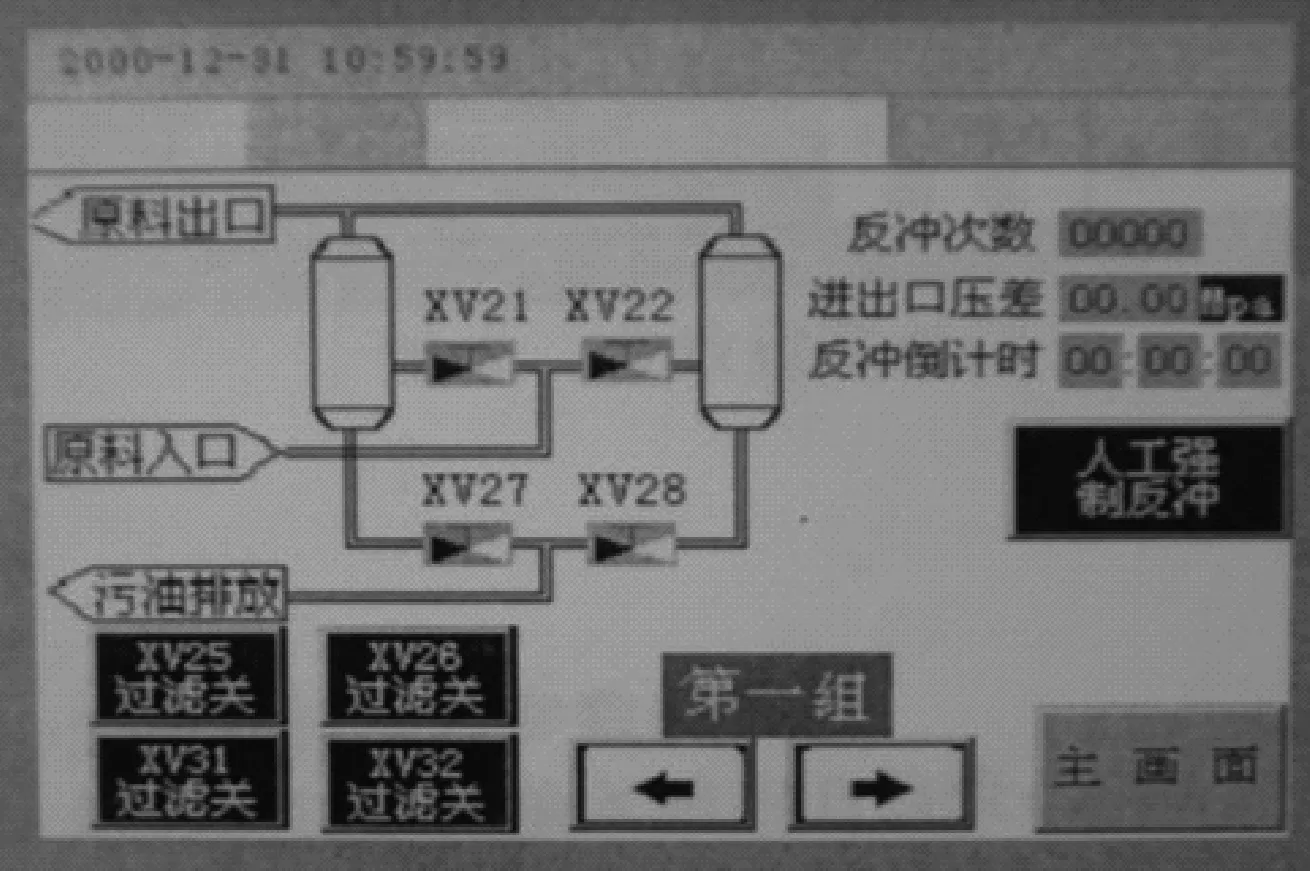
图3 系统操作界面
参数设置界面如图4所示,在参数设置中,根据现场实际阀门动作时间和工艺要求,输入各参数。需要注意的是,系统只有在停止模式或者在过滤状态下设置的参数才可以被系统重新使用[4]。
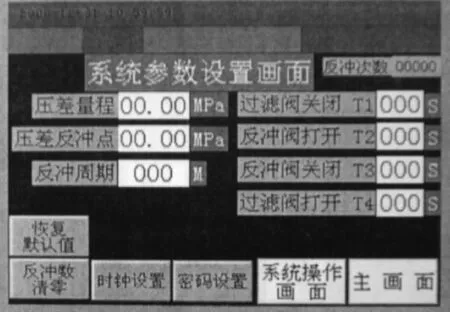
图4 参数设置界面
4 故障与解决办法
当系统停电故障时,过滤阀打开,其他阀门关闭,PLC控制面板会出现报警画面;当系统中有阀位没有反馈时,程序在报警的同时会关闭所有排污阀,打开所有过滤阀;当PLC有故障时,也会报警。
在正常工作时,蒸汽会一直流动,致使介质中的水分增加并影响介质的流动性,原料出口要增加脱气或脱水设备。同时,同一组过滤器中当一个过滤器流过介质时,另一个过滤器反吹扫时会导致部分介质倒流。
解决上述问题的方案之一,是将自动反冲洗流程更改为如图5所示的情况。改造后的自动反冲洗工艺中新增阀门有:HV-01和XV-03为第一组过滤系统的原料阀,HV-05和HV-07为第二组过滤系统的原料阀,HV-09和HV-11为第三组过滤系统的原料阀,HV-02和HV-04为第一组过滤系统的蒸汽阀,HV-06和HV-08为第二组过滤系统的蒸汽阀,HV-10和HV-12为第三组过滤系统的蒸汽阀。
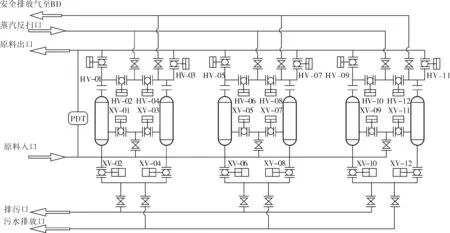
图5 自动反冲洗流程改造方案一
正常生产过滤时所有过滤系统阀开,蒸汽系统阀门关闭。当控制系统进行自动冲洗时,系统会根据PLC逻辑自动分组进行排污。如程序开始时,第一组阀XV-01和HV-01开始关闭,经时间T1后XV-02与HV-02 开始打开,经时间T2后XV-02和HV-02开始关闭,再经时间T3后XV-01与HV-01开始打开,经时间T4后XV-03和HV-03开始关闭,经时间T1后XV-04与HV-04开始打开,经时间T2后XV-04和HV-04开始关闭,经时间T3后XV-03与HV-03开始打开,再经时间T4后系统进行第二组冲洗,依次往后冲洗,直到最后一组冲洗完毕,系统回到初始状态。
这个方案能够很好地解决蒸汽窜入原料的问题,出口不用增加脱气或脱水设备,而且每一组反吹扫时还是分开进行。唯一的缺点是增加阀门太多,增加了工程费用。
方案二对自动反冲洗流程更改为如图6所示,设置XV-01和XV-02为第一组过滤阀,XV-05和XV-06为第一组过滤阀,XV-09和XV-10为第一组过滤阀,XV-03和XV-04为第一组反冲阀,XV-07和XV-08为第一组反冲阀,XV-11和XV-12为第一组反冲阀。
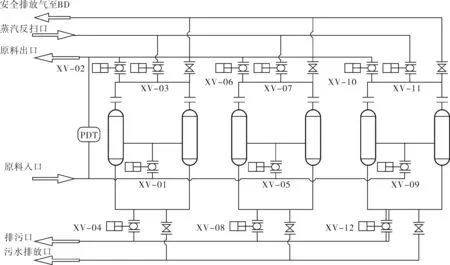
图6 自动反冲洗流程改造方案二
正常运行时所有过滤阀打开,反冲阀关闭。当控制系统进行自动冲洗时,系统会根据PLC逻辑自动分组进行排污。如程序开始时,第一组阀XV-01和XV-02开始关闭,经过时间T1后XV-03与XV-04开始打开,经过时间T2后XV-03与XV-04开始关闭,再经过时间T3后XV-01和XV-02开始打开,再经过时间T4后系统进行第二组冲洗,依次往后冲洗,直到最后一组冲洗完毕,系统回到初始状态。
方案二同样能够很好地解决蒸汽窜入原料的问题,出口不用增加脱气或脱水设备,所用阀门很少,降低了工程费用。缺点是每一组反吹扫时不能分开进行,相对来说影响了原料流量。
5 结束语
中国石油兰州石化公司年产40万t 航煤加氢装置采用了方案一中的基于PLC控制的自动反冲洗系统,实现了方便、快捷、准确的自动反冲洗,现场没有工作人员也会准确有序地实现反冲,提高了装置的运行效率,降低了操作人员的劳动强度。
[1] 侯志林.过程控制与自动化仪表[M].北京:机械工业出版社,2000.
[2] 马天庆.利用PLC实施自动反吹控制系统改造[J].河南化工,2003,(9):49~50.
[3] 姚峰,张新来,陈章海,等.自动反吹洗过滤器在20万航煤加氢装置的应用[J].石油和化工设备,2009,12(10):27~28.
[4] 中国石化集团公司.石油化工设备维护检修规程(仪表分册)[M].北京:中国石化出版社,2004.
2016-04-27(修改稿)
TH862+.6
B
1000-3932(2016)07-0787-04
