步进梁速度智能APC控制在异型钢加热炉的应用
2016-11-21王毅
王毅
(山钢股份莱芜分公司自动化部,山东莱芜 271104)
信息化建设
步进梁速度智能APC控制在异型钢加热炉的应用
王毅
(山钢股份莱芜分公司自动化部,山东莱芜271104)
先寻找到比例阀开度与位移曲线的关系,再通过速度智能APC控制,抵消掉阀位开度与速度(位移)的非线性关系,莱钢自动化部自主研发了异型钢加热炉控制系统的步进梁速度智能APC控制、液压比例阀自学习模型等。控制系统应用后,步进梁控制精度在±1 mm以内,且控制性能优越,达到了节约生产时间和成本目的。
加热炉;速度智能APC控制;自学习模型;步进梁
1 前言
莱钢异型钢加热炉为步进式加热炉,步进梁要求在动作过程中速度曲线多变、活动梁与固定梁在钢坯交替时轻拿轻放,速度曲线平滑无毛刺,无急加速或减速现象。由于比例阀放大器开度与流速的非线性关系,导致比例阀开度与位移曲线也存在非线性。
目前轧线多品种、多规格、小批量已成为生产常态,为适应轧线生产节奏要求,充分发挥加热炉加热效率,可通过提高步进梁的动作周期和控制精度,来实现加热炉的满负荷生产,因此在充分研究工艺设计的基础上研发了步进梁速度智能APC控制、液压比例阀自学习模型。
2 系统功能和实施方案
2.1液压比例阀自学习模型
现场对控制要求精度高的液压阀台多采用比例阀,实际应用发现,比例阀品牌型号种类多样,很多同厂同型号的比例阀特性曲线都无法保持一致性,现场液压问题的复杂性影响液压设备的控制精度[1]。通过程序对现场液压比例阀自学习,结合PDA历史跟踪软件,在不用调节比例阀的死区(偏流)、增益(最大值)基础上,只需要修改程序参数,通过程序自学习便可找到适合这套比例阀的特性曲线,从而获得比例阀的相应参数。比例阀控制流程为:

通过液压比例阀自学习模型(见图1)可知,程序采取固定的扫描周期,比例阀开度从0%匀速累加到100%,自学习程序可以根据速度曲线变化自动锁定速度曲线变化、死区(偏流)、增益(最大值)。

图1 液压比例阀自学习模型
液压比例阀自学习模型速度公式为:

式中:Sn为第n个扫描周期所移动的距离,Sn-1为第n-1个扫描周期所移动的距离,t为固定扫描周期。
由图1可知,对步进梁平移速度曲线进行监测,可以清楚地看到前进过程中比例阀在-40%开度时平移液压缸开始前进,在比例阀-80%开度时,平移液压缸达到最大前进速度。后退过程中比例阀在10%开度时,平移液压缸开始后退,在比例阀50%开度时,平移液压缸达到最大后退速度。
比例阀4WRZE厂家样本如图3所示。通过对比,可得知比例阀特性曲线有很大不同。

图2 厂家样本4WRZE曲线
2.2步进梁速度智能APC控制
获取比例阀阀位开度与速度V的对应数据后,为步进梁速度智能控制奠定基础。首先步进梁速度变化通过液压比例阀控制,通过编程,比例阀内部斜坡发生器、阶跃函数发生器、加法器的功能完全通过程序替代,参数可直接在程序中修改[2]。
采用速度智能APC控制的公式为:


式中:f(x)为实时速度,X为实时位移,K为比例系数,a为实数。
如图3所示,通过调节实数a,可以得到不同的f(x)曲线,可以弥补阀位开度与速度的非线性关系。

图3 步进梁速度智能APC公式f(x)曲线
阀位开度的理想曲线见图4,IBA软件实际曲线见图5。通过实际对比发现,虽然比例阀开度和实际位移按照线性公式给定,但IBA跟踪软件显示,现场液压设备实际位移并非线性关系。

图4 理想曲线

图5 IBA软件实际曲线
另外,通过采用线性公式与速度智能APC控制公式(见图6)方框中标示的图形可以明显看出,采用速度智能APC控制的速度曲线,在加速、减速过程中位移曲线平滑,无锯齿,无急速上升、下降情况,控制精度在±1 mm。
通过步进梁动作周期对应表(见表1)可知,优化前步进梁总时间48.22 s,优化后总时间33.67 s,节省14.55 s,同比缩短30.17%的动作时间。
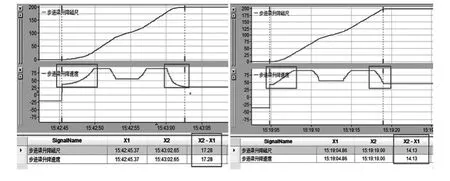
图6 采用线性公式与速度智能APC控制公式实际曲线对比

表1 步进梁动作周期对应s
3 方案特点
1)可以确定比例阀运行时的特性曲线,使其比例阀控制更加精确。2)减少了比例阀内部设置,比例阀死区(偏流)、增益(最大值)、放大器斜率无需设置。通过比例阀自学习程序寻找比例阀死区(偏流)、增益(最大值)。通过程序在线修改比例阀放大板斜率。3)通过程序可以对放大板增加无数个斜率,优于比例阀最多16通道斜率功能。4)避免了比例阀品牌不同、型号不同、液压站状态不同等因素对实际应用所造成的影响。
4 结语
异型钢加热炉控制系统通过液压比例阀自学习模型与步进梁速度智能控制技术相结合的方式,取得了良好的效果,步进梁控制精度及速度显著提高,精度控制在±1 mm,时间同比缩短30%,提高加热炉的出钢节奏,降低钢坯的氧化烧损和能耗,减少温室气体的排放,延长设备使用寿命。
[1]陈奎生,傅连东,易建钢,等.非对称泵缸系统模型跟踪控制研究[M].北京:中国机械工程,2005.
[2]李国勇.智能控制及其MATLAB实现[M].北京:电子工业出版社,2005.
Abstrraacctt::The control of speed intelligent APC of the walking beam and the self-learning model of hydraulic proportion valve were researched and developed independently in Laiwu Steel.Firstly,the relationship between the openings of the proportional valve and the displacement curve was found.Secondly,the non-linear relationship between the openings of valve position and speed(distance)was offset by the control of speed intelligent APC.So,it can ensure the precision of the walking beam control within plus or minus one millimeter,and the control performance is superior,the purpose of saving production time can be achieved.
Key worrddss::heating furnace;speed intelligent APC control;self-learning model;walking beam
Application of Speed Intelligent APC Control of Walking Beam in Special Shaped Steel Heating Furnace
WANG Yi
(The Automation Department of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
TG334.9
B
1004-4620(2016)05-0055-02
2016-05-10
王毅,男,1984年生,2005年毕业于青岛滨海学院应用电子专业。现为山钢股份莱芜分公司自动化部工程师,从事自动化控制应用与维护工作。
