Φ16~Φ18 mm圆钢的开发生产实践
2016-11-21许锌
许锌
(山钢股份莱芜分公司特钢事业部,山东莱芜 271105)
Φ16~Φ18 mm圆钢的开发生产实践
许锌
(山钢股份莱芜分公司特钢事业部,山东莱芜271105)
为增加产品品种规格,莱钢在原有合金棒材生产工艺的基础上进行升级改造,通过优化设计改造孔型和导卫系统,开发Φ16~Φ18 mm规格圆钢产品,生产顺行,工艺过程稳定,成品尺寸良好;同时因配辊工艺的改变,大大减少了小规格圆钢产品生产时轧机的占用率,大幅度降低了操作人员的劳动强度。
圆钢;小规格;工艺改造;孔型;导卫
1 前言
山钢股份莱芜分公司特钢事业部小型车间于2003年由横列式穿梭轧制改造为12机架半连轧合金钢棒材生产线,主要产品品种有碳素结构钢、合金结构钢、齿轮钢、轴承钢等,产品规格范围在Φ 20~Φ525 mm。主体轧钢设备有Φ550×1三辊可逆粗轧机,Φ450×6平立交替中轧机组,Φ350×6平立交替精轧机组。为增加产品品种规格,并考虑到市场需求,拟开发Φ16~Φ18 mm规格圆钢产品。为此,在不影响原有产品质量的前提下,在原有轧线设备的基础上,通过重新设计孔型和导卫系统,实现了小规格圆钢产品的生产。
2 孔型系统的优化
2.1粗轧工艺改造
小型车间现有的粗轧工艺为:三辊可逆式粗轧机工作辊辊身尺寸为586 mm×1 300 mmm,孔型系统设计为箱型孔型系统,轧制7道次,来料坯截面尺寸为180 mm×220 mm,根据冷床承受能力,坯料长度定为2.7~3.2 m。
根据轧制规格大小的不同,在中轧部分分为两套轧制工艺:Φ24 mm以上采用椭圆—圆孔型设计,Φ24 mm以下的采用六角—方—六角—方—椭圆—方孔型。依据目前粗轧的压下分配制度,钢坯经过粗轧后,下料尺寸为110 mm×110 mm方坯,然后进入连轧系统。
对于Φ16~Φ18 mm规格产品,中轧孔型工艺采用原有的六角—方—六角—方—椭圆—方孔型设计。计算发现,连轧第1道次延伸率为1.81,根据六角—方孔型系统变形特点,其常用延伸系数为1.4~1.6,由此可以看出粗轧压下制度分配不合理,下料尺寸过大。而料形过大容易导致后一道次不易咬钢,且在连轧第1道孔型中容易产生过充满,料型可控性差,产生耳子从而导致折叠等过程废品,同时也加速了对轧槽的磨损[1]。为此,对原有粗轧工艺进行重新设计,提出两个方案:
方案1,选用180×220坯型;Φ550轧机轧制7道次,下料截面尺寸约100 mm×100 mm(方型);中轧机组采用六角—方—六角—方—椭圆—方孔型,二、四、六立轧机出口采用扭转,下料截面尺寸约30 mm×30mm(方型);精轧机组采用椭圆—圆孔型。
方案2,选用截面尺寸为150 mm×150 mm坯型;Φ550轧机轧制9道次,下料截面尺寸约68 mm× 68 mm(方型);中轧机组采用六角—方—椭圆—圆—椭圆—圆孔型,下料截面尺寸约Φ29 mm(圆);精轧机组采用椭圆—圆孔型(与方案一共用)。两种方案的改造内容及优缺点对比分析见表1。

表1 粗轧工艺两种改造方案对比分析
经过对比分析,与方案2相比,方案1对原有生产工艺改动较少,实现周期短,额外新增加轧辊费用较少,改造成本较低,并且和现有规格生产工艺的共用性较强。因此,对粗轧孔型系统采用方案1进行优化设计。新工艺的下料截面尺寸约为100mm×100 mm(方型)(95~98 mm×104~108 mm),延伸率为1.49,满足工艺要求。
2.2中、精轧孔型设计及配辊优化
Φ16、Φ18 mm规格在实际生产过程中压下分配困难,考虑平均延伸系数较大,采用原工艺孔型设计,利用现有Φ20 mm、Φ22 mm规格棒材产品生产工艺,即Φ450中轧机组采用六角—方—六角—方—椭圆—圆孔型设计,下料尺寸约Φ35 mm(圆)。
原有Φ20 mm规格棒材产品生产工艺为: 682K2-682K1-422K2-422K1-Φ36K2-Φ36K1-Φ29K2-Φ29K1-Φ25K2-Φ25K1-Φ20K2-Φ20K1。
由此可以看出,在原生产线生产Φ16、Φ18 mm规格棒材,各道次需要较大延伸量,因此需对原有孔型系统进行重新设计。经过查阅资料,决定将K5和K6两道次采用椭圆—方孔型系统。此孔型系统延伸系数较大,椭圆轧件在方孔型中的延伸系数为1.2~1.6,大可达到1.89,可以减少轧制道次,并且轧件周边各部位冷却均匀,不易产生冷却裂纹,轧件在孔型中所处的状态较为稳定,简化了导卫装置的安装,有利于操作。这样可减少成品和成品前道次压下量,保证成品尺寸精确、稳定[1]。
将K6改为方312K1孔型后,精轧部分保持原有椭圆—圆孔型系统,将孔型进行重新分配。重新设计后连轧工艺各道次下料尺寸(b×h)分配见表2。
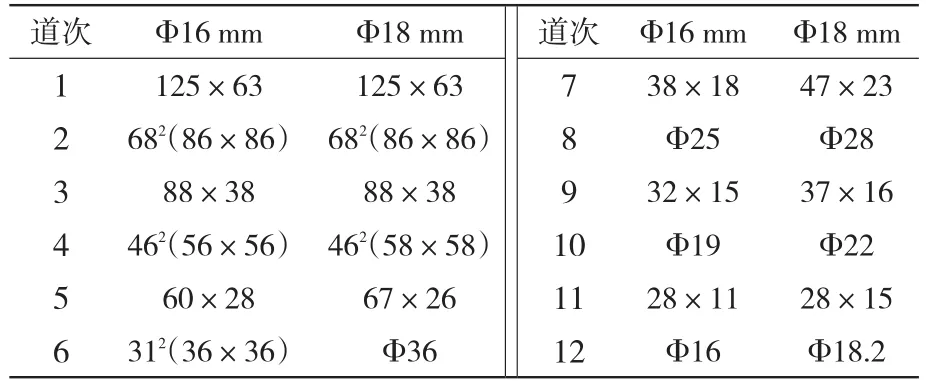
表2 Φ16、Φ18 mm圆钢中精轧各道次下料尺寸mm
按照新的孔型分配,在生产Φ22 mm以下规格的圆钢时,1#~4#轧机孔型可以实现完全共用,因Φ 16 mm规格部分孔型改为方型孔型系统,5#、6#轧机开始孔型发生变化,要在轧辊上专门分配独立孔型。但在实际生产安排中,这些规格是连续生产的,可以将两种孔型分配在同一轧辊上;同时将Φ 22 mm和Φ25 mm两种孔型安排在一套轧辊上,将Φ 16 mm、Φ18 mm、Φ19 mm、Φ20 mm 4种规格安排在一套轧辊上,这样在生产Φ16~Φ22 mm规格圆钢时,只需将导卫装置调动位置,对准相应轧槽就可满足其生产需求。
采用新的配辊工艺后,大大提高了生产工艺的共用性,减少了新轧辊的使用,节约成本的同时,也避免了轧机的反复拆装,减少了轧机的装配量,提高了轧辊利用率,减轻了劳动强度。
3 导卫系统的设计
导轮在导卫装置中占有重要地位。滚动导轮作为入口装置,不仅可以把对称断面(椭圆、六角、圆等)的轧件准确送入轧槽中,而且可以通过导轮的旋转和弹簧板的调节解决轧件头部不正或尺寸调整不当造成的堆钢问题。导轮的形状根据使用部位和孔型不同,分别采用圆形孔槽和椭圆形孔槽。导轮的孔槽设计需与引导的轧件的形状相吻合,与轧件的接触面积为80%~90%,导轮磨损均匀,使用寿命要长[2]。
将2#、4#、6#方型孔型的轧机导轮设计为前后两组,进口导卫设计为滑动导卫,导轮为椭圆形,主要起引导、夹持的作用,保证将轧件顺利送入轧槽;出口导卫由原先的滑动卫板改为扭转导卫,导轮为方型,起到夹持、扭转轧件的作用,将其出口料型由“◇”型扭转为“□”型,以方便轧件顺利进入后序孔型[2]。椭圆导轮孔型结构如图1所示。
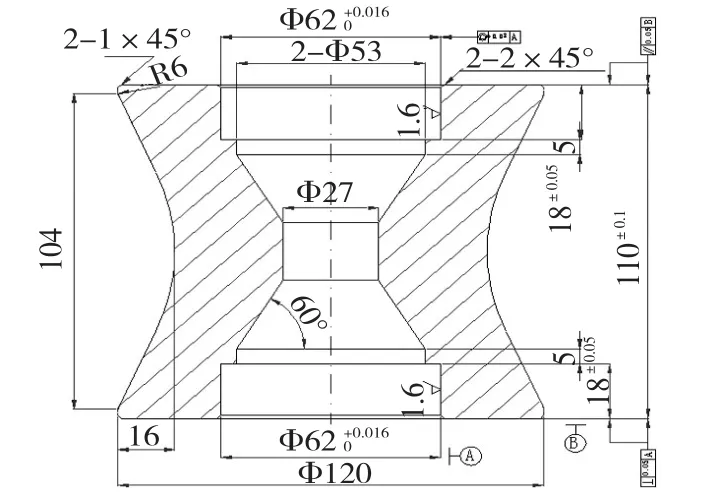
图1 椭圆导轮孔型设计结构
4 结束语
通过优化设计改进孔型和导卫系统,山钢股份莱芜分公司特钢事业部小型车间顺利开发生产了Φ 16~Φ18 mm规格圆钢产品。
自改造以来,生产较为顺行,工艺过程稳定,成品尺寸控制良好,产品表面质量明显改善;同时因配辊工艺的改变,大大减少了小规格圆钢产品生产时轧机的占用率,大幅度降低了操作人员的劳动强度;轧辊使用量、轧辊外委维修费用以及相关工艺件的消耗量有所降低,同时大大提升了小规格产品的成材率,降低了生产成本。Φ16~Φ18 mm规格圆钢的成功开发,拓宽了特钢产品的品种,满足了市场需求,增加了效益。
[1]王延溥,齐克敏.金属塑性加工学[M].北京:冶金工业出版社,2010.
[2]李曼云.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,1998:163-171.
Abstrraacctt::To increase product varieties of specifications,Laiwu Steel was upgraded on the basis of the original production process of alloy bar.The mill occupancy rate was reduced by optimizing the design and modification of the pass and guide system.The bar products with Φ16-Φ18 mm size was developed.The production is smooth and the technolog process is stable,the size of the finished product is better.The product quality was improved significantly.At the same time,due to the changes of pass positioning,the occupancy rate of rolling mill in the small size round steel products was greatly reduced and the labor intensity of the operator was greatly reduced.
Key worrddss::bar;small size;technology improvement;pass;guide
Application and Production Practice for Φ16-Φ18 mm Round Steel
XU Xin
(The Special Steel Division of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271105,China)
TG335.6
B
1004-4620(2016)05-0005-02
2015-12-31;
2016-07-04
许锌,男,1990年生,2012年毕业于内蒙古科技大学材料成型及控制工程专业。现为山钢股份莱芜分公司特钢事业部助理工程师,从事特殊钢产品的轧钢工艺研发及其生产过程控制工作。
