基于伺服控制的双刀切纸机电气控制系统的设计及应用
2016-11-18马文明
马文明
(西京学院,陕西西安,710123)
·双刀切纸机电气控制·
基于伺服控制的双刀切纸机电气控制系统的设计及应用
马文明
(西京学院,陕西西安,710123)
根据双刀切纸机的工作原理及现场工艺要求,设计了基于伺服控制的电气控制系统。对电气控制系统进行硬件和软件方面的设计,重点介绍了汇川伺服驱动器的位置控制模式的应用。2年的应用实践表明,切纸机的平均误差在±0.5 mm以内,切口平整,无毛刺,保证了产品质量;且此控制系统切纸精度高,性能稳定,操作方便。
双刀切纸机;伺服控制;位置控制模式
切纸机是重要的纸张再加工设备,主要应用在印刷行业和包装行业等。转刀式切纸机的功能是将经过复卷机卷取后的卷筒纸剪切加工成符合规格要求的平张纸,其送纸装置和切纸装置可以做周期性运动,机械机构简单、生产能力强,能同时裁切两种以上不同长宽规格的纸张。转刀式切纸机要保证成品纸规格的高度精确和成品纸的方正度,以保证整齐的堆纸成垛,其切长误差和对方正度误差一般要求不大于公称尺寸的±0.2%[1]。为了达到此精度要求,并且高速稳定运行,本课题设计了基于伺服控制的电气控制系统。本控制系统利用伺服电机拖动切纸辊,在导辊机构处安装能够准确测量纸张线速度的编码器,将纸张线速度作为主速度输入到伺服驱动器中,伺服驱动器根据切长和纸速度等数据计算得到伺服电机的转速,驱动伺服电机对纸张速度进行实时的跟随,伺服电机的编码器向驱动器反馈脉冲数,驱动器对电动机输出轴的位置进行修正[2]。
1 双刀切纸机的工作原理及工艺要求
双刀切纸机是一种双重固定转刀式切纸机,其具有两组送纸辊装置,两组切刀辊装置。经过复卷机卷曲之后的若干组纸卷,由送纸辊装置驱动,经过弧形辊和导辊之后进入纵切机构,纵切机构对纸幅按照一定规格进行纵向分切,分切后的纸张一部分通过1号送纸辊进入1号切纸辊,而另一部分通过2号送纸辊进入2号切纸辊。1号送纸辊和2号送纸辊由各个送纸辊电机驱动,两个切纸辊可以同时进行两种不同规格纸张的裁切。裁切后的纸张通过位于切刀辊下面的传送带被输送到后面的接纸台,进行整理和打包[2],如图1所示。
以河北某造纸企业切纸机设备参数为例,设计最高车速110 m/min,工作车速35~110 m/min,设计幅宽2400 mm,退卷装置最多可放置6卷原纸卷,送纸辊直径为400 mm,切纸辊直径为500 mm,送纸辊减速机的减速比为19.2,1号和2号切纸辊的减速比为9.25。切长要求为700~1300 mm,切纸误差要求小于±0.4 mm。

图1 双刀切纸传动原理示意图
2 双刀切纸机总体控制方案分析及确定
从双刀切纸机的工作原理得知,切纸机在工作过程中,送纸辊由电机驱动连续送纸,切刀辊连续旋转切纸,每旋转1周切1次纸。每次切纸的长度与送纸辊线速度和刀辊转速有关,而且长度与这两个速度存在如式(1)的关系[1-2]。
(1)
式中,v为送纸速度,m/min;n为刀辊转速,r/min;L为切纸长度,mm。
在切纸长度预先设定的情况下,刀辊的转速n与已知的送纸辊速度v呈线性关系,即n=k·v;其中k=1000/L。于是,设定不同的切纸长度L则得到不同的比例系数k,相反只要做到对k的控制即可得到不同的切纸长度L[2]。为了达到对k的精确控制,结合伺服系统具有稳定性、快速性和准确性等的优势,决定设计基于伺服控制系统的双刀切纸机控制方案。即采用交流伺服驱动器和伺服电机对两台切纸辊进行伺服控制方式,采用交流变频器和交流电机对两台送纸辊采用速度控制方式。根据伺服系统的工作原理,只要能够将纸张线速度送入到两台切纸辊伺服系统中作为主轴速度,就能够充分发挥交流伺服系统的优秀特性:动作响应快、精度高、稳定性好,达到双刀切纸机控制工艺要求[3- 4]。
3 双刀切纸机控制系统硬件设计
为了达到双刀切纸机控制精度要求,本系统采用西门子S7-200系列CPU226CN可编程控制器作为控制单元,采用西门子品牌M440变频器作为1号、2号送纸辊的驱动单元。采用汇川品牌IS560伺服驱动器作为1号、2号切纸辊的驱动单元,采用汇川交流伺服电机。采用西门子KTP1000触摸屏作为系统人机界面,控制单元通过西门子USS通信协议与1号、2号送纸辊变频器进行通信,并且通过MODBUS通信协议与1号、2号切纸辊驱动器进行通信[4]。总体设计如图2所示。
可编程控制器主要输入外部电机启动信号,张力投入确认信号,1组切刀和2组切刀联动信号,电机风机状态信号以及外部急停信号等。由于与1号、2号送纸辊变频器采用USS通信,与1号、2号切刀伺服驱动器采用MODBUS通信,驱动单元的控制命令、速度给定、状态反馈、速度反馈等信息通过总线通信方式进行控制。可编程控制器硬件设计如图3所示。
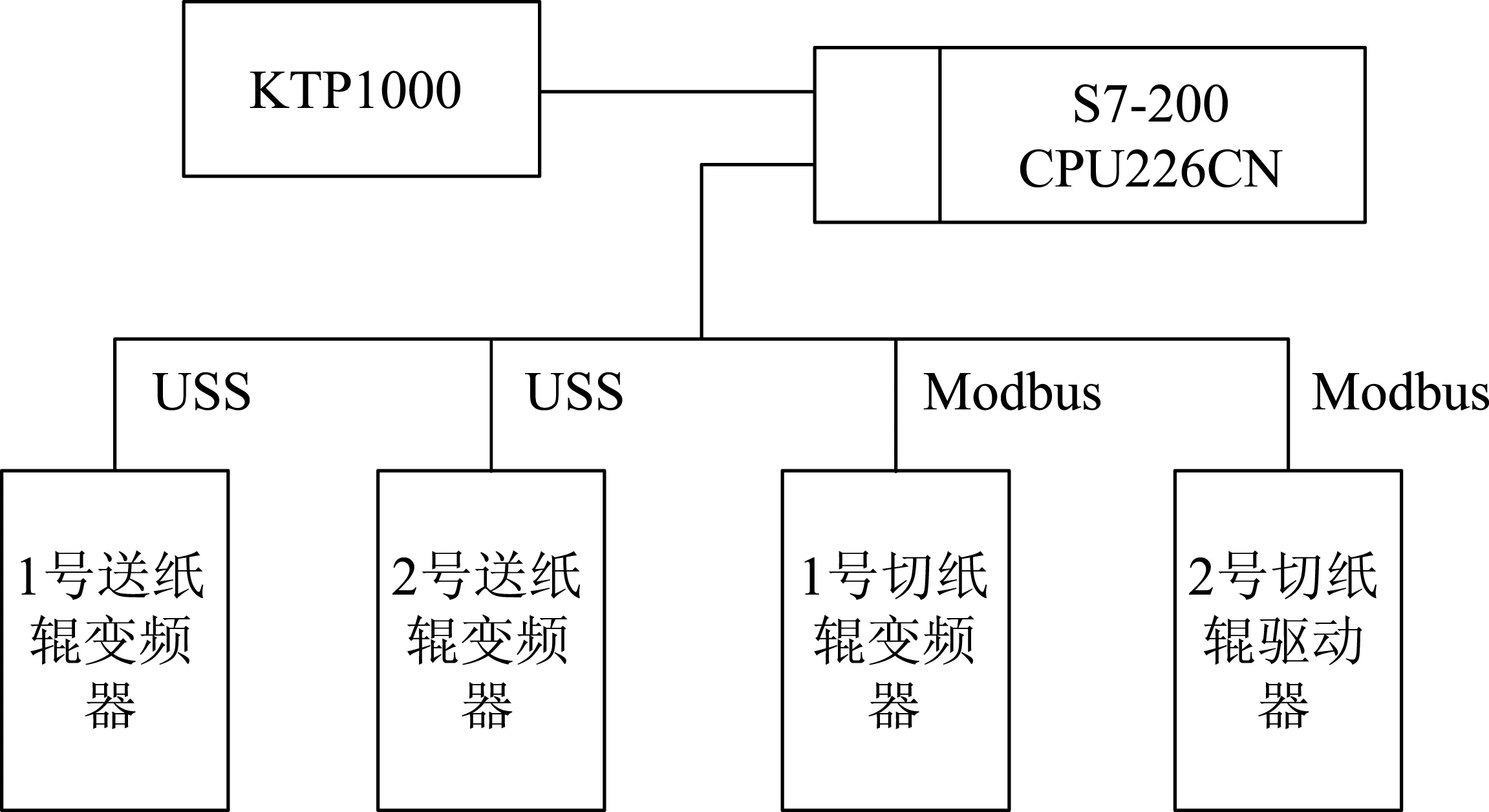
图2 双刀切纸机控制系统总体设计图

图3 可编程控制器硬件设计图
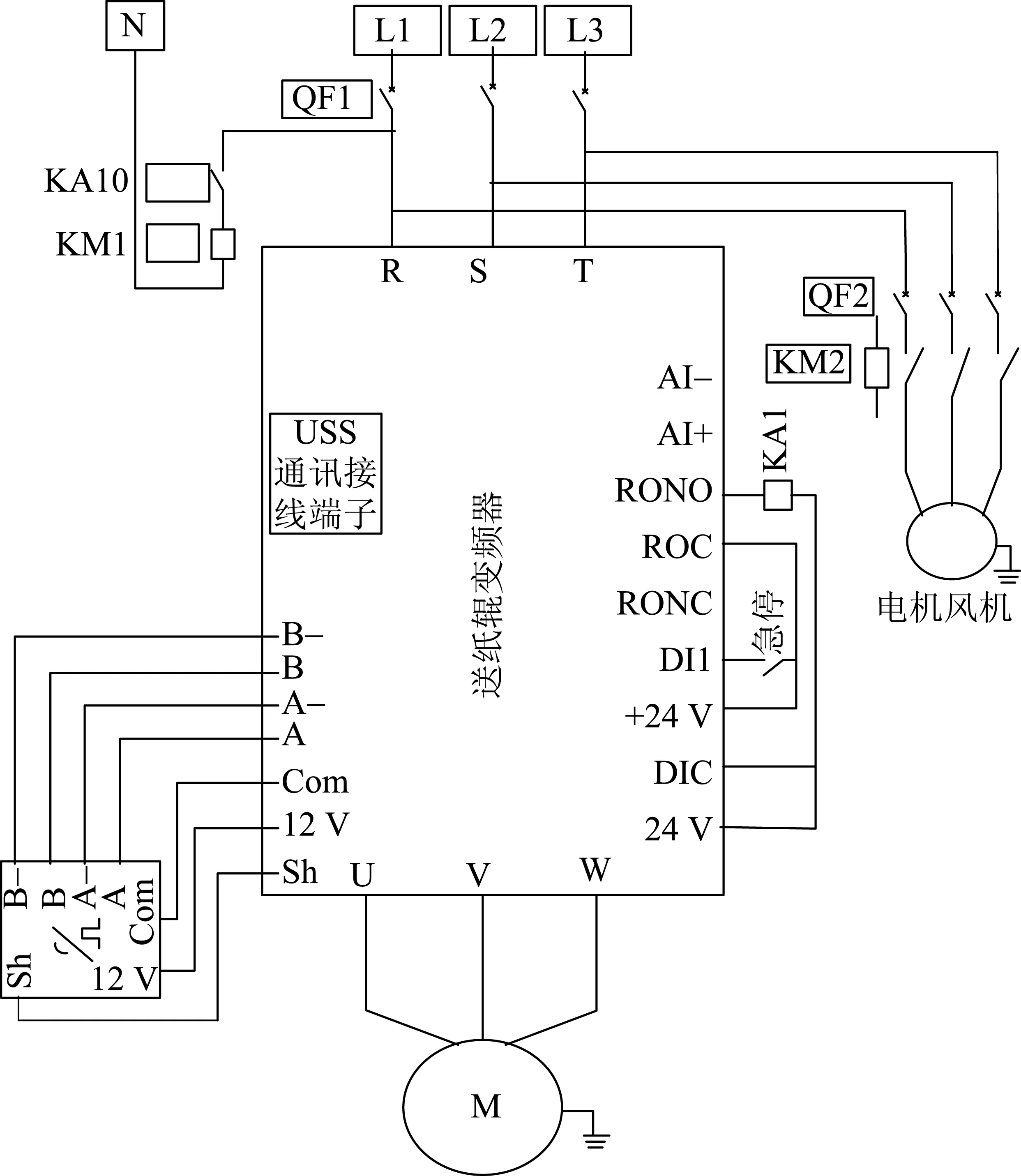
图4 送纸辊变频器硬件接线图
1号、2号送纸辊采用变频器驱动,送纸辊电动机为三相交流异步电动机。由于送纸辊允许有速度的波动和偏差,采用速度控制完全满足控制要求,系统主要通过计算切长,对反馈的切长误差进行PID计算和处理,在跟随送纸辊速度的基础上,输出误差补偿值,来控制切纸辊来消除误差。变频器通过USS通信方式与PLC进行通信,送纸辊电机轴上连接有编码器,编码器将检测到的速度信息送入变频器编码器输入模块进行速度的反馈,从而形成速度的闭环控制方式。送纸辊变频器硬件接线图如图4所示。
1号、2号切纸辊驱动器采用汇川IS560伺服驱动器,功率为11 kW。此驱动器配置4路数字量输入、2路高速DI、5路数字量输出。伺服电机编码器反馈信号输入DB15;脉冲信号输入DB25;通信端子CN3、CN4,支持RS232、RS485通信协议等[5]。交流伺服电动机配备有2500线高精度省线式增量型编码器,编码器的输出连接到驱动器的编码器输入端口,形成闭环控制。为了保证伺服电机能够精确地运行,要求编码器有较强的抗干扰性能和较高的可靠性。切纸辊在运行中需要不断加速和减速,为了防止在减速时驱动器中的直流电压过高,必须为伺服驱动器配置制动电阻。交流伺服驱动器硬件接线如图5所示。

图5 交流伺服驱动器硬件接线图

图6 基于伺服控制的电气控制系统程序总体设计图
4 双刀切纸机控制系统软件设计
可编程控制器是双切刀伺服控制系统的核心部分。本控制系统采用S7-200系列CPU226CN可编程控制器,使用的编程工具是STEP 7Micro/WIN。本控制系统编程语言为梯形图,采用模块化设计来实现各部分的功能。程序主要包括主程序和子程序,子程序包括1号送纸辊控制程序、2号送纸辊控制程序、伺服驱动器控制程序、切长设定程序、MODBUS通信程序、USS通信程序、辅助控制功能程序等。主程序主要是对各个子程序的调用。主程序的构成见图6。
1号送纸辊控制程序主要是通过安装在导辊位置

图7 1号和2号送纸辊控制流程图

图8 1号和2号切纸辊控制流程图
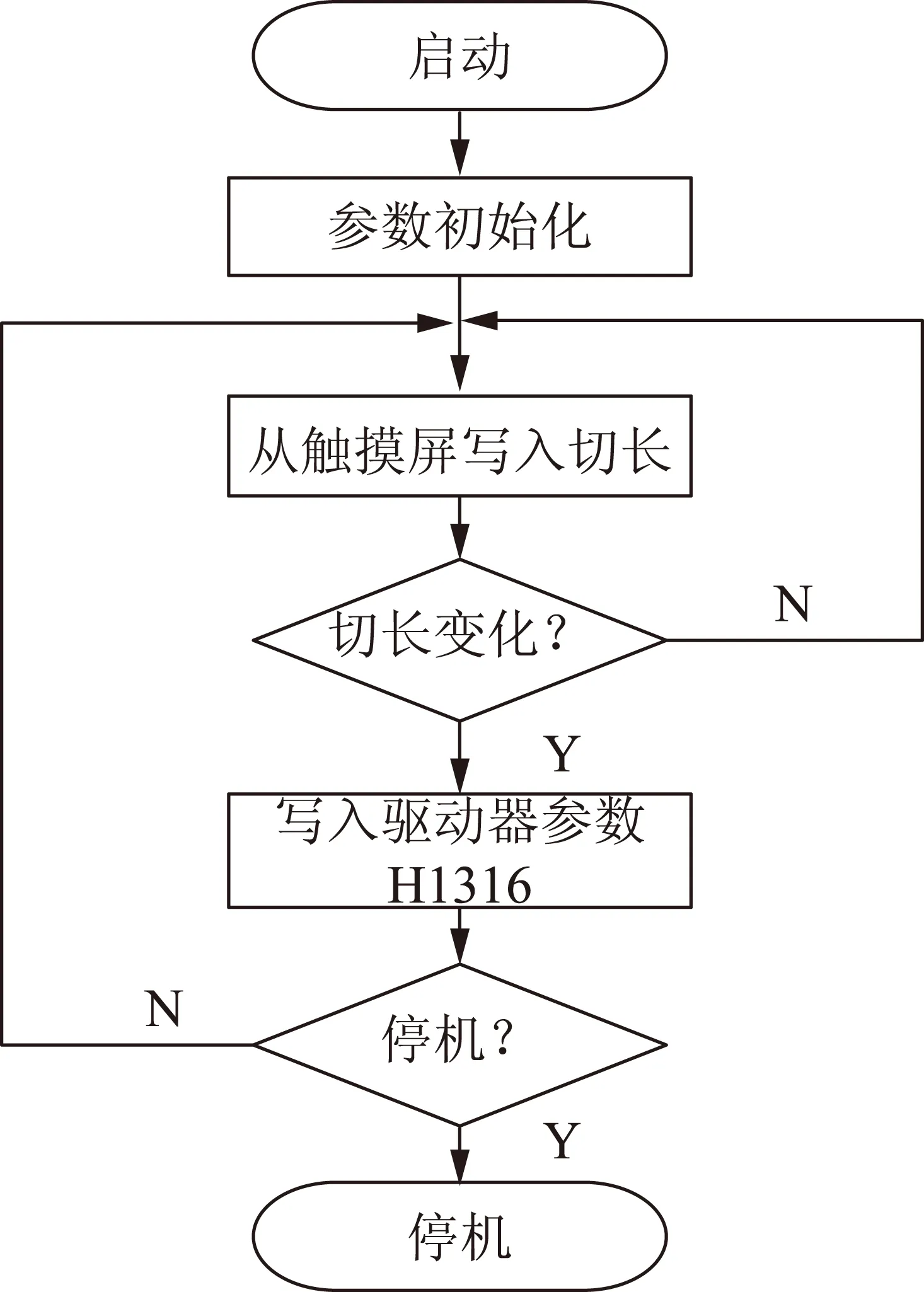
图9 切长设定程序流程图

表1 汇川IS560伺服驱动器参数设置表
的编码器对纸幅的实际线速度进行测定和采集,编码器将采集的纸幅线速度信号通过1号送纸辊变频器接线端口,通过USS通信协议送入PLC中,PLC将编码器反馈的实时转速等数据进行一系列的计算,得到纸幅的实时线速度。PLC将纸幅的实时线速度经过与1号、2号送纸辊给定值比较计算出偏差值,经过PID控制输出1号、2号送纸辊的修正给定值,通过USS通信协议将速度给定值赋到1号、2号送纸辊变频器中,控制1号、2号送纸辊的转速,形成闭环控制。通过人机界面进一步调节1号、2号送纸辊的给定速度和调整,如图7所示。
伺服驱动器控制程序完成伺服驱动器的启动和停止的功能,根据电子凸轮和伺服驱动器的工作特点编写程序,伺服驱动器使能延时1 s之后,凸轮功能暂停6 s的同时伺服电机拖动切纸辊转动寻找切纸辊的切点,找到原点并且凸轮暂停时间到达6 s之后,启动凸轮功能,切纸辊开始工作。1号和2号切纸辊的控制流程图如图8所示。
切长设定程序中可编程控制器与人机界面进行通信,操作工通过人机界面写入1号、2号切刀辊的切长,将切长写入到PLC程序中,PLC通过MODBUS通信协议与1号、2号伺服驱动器进行通信,将切长写入到伺服驱动器参数H1316中。切长设定程序流程图如图9所示。
5 伺服驱动器位置控制调试及参数设置
汇川IS560伺服驱动器采用位置控制模式控制交流伺服电机,使用了电子凸轮的功能。在调试过程中要对相应参数进行设置,并使用设备自带的后台软件查看伺服驱动器的输出波形。通过不断调节位置环和速度环的PID参数,使系统运行稳定,切长误差减小,当切长误差为最小时,系统为最佳运行状态,停止调节参数[5- 6]。伺服驱动器的位置控制单元采用比例控制,即位置环只有一个PID的比例P参数;而速度控制单元采用比例积分控制,即具有P参数和I参数。由于速度环的响应性能高于位置环的响应性,为了使系统快速响应而不是产生滞后,首先调节速度环比例和积分参数,然后再调节位置环的比例参数[6]。伺服驱动器参数设置如表1所示。
由表9(90个组合中保留前40个组合)可知,定植密度(株行距)及定芽数处理互作分析结果中,株行距50cm×100cm、定芽数4至70cm×120cm、定芽数2处理组合之间无显著性差异,但它们与其它所有组合间存在显著性差异,且组合平均合格插穗数较高(组合均值)。因此,以下两因素互作组合单株平均合格插穗数(表10)和两因素互作组合单位面积合格插穗数(表11)中只保留株行距50cm×100cm、定芽数4至70cm×120cm、定芽数2共39个处理组合进行分析。
6 结 论
根据双刀切纸机工作原理及精度要求,设计了基于伺服控制的电气控制系统。1号、2号送纸辊采用变频器驱动,使用USS通信协议;1号、2号切刀辊采用交流伺服驱动器控制,使用MODBUS通信协议。通过对系统硬件设计和软件设计分析和改进,特别是交流伺服驱动器位置控制模式的精确调试,优化了双刀切纸机伺服控制系统。此伺服控制系统在河北某造纸厂得到具体应用,通过2年的运行情况来看,切纸机的平均误差在±0.5 mm以内,切口平整,无毛刺。保证了产品的质量优良,并且系统的稳定运行,操作简单,得到用户的认可和好评。
[1] 张 立, 黄菊芳. 高速切纸机的结构及性能特点[J]. 轻工机械, 2006, 25(3): 16.
[2] YUE Ming-jun, ZHAO Zhen. Cutter Spead Control Based on Serro Control[J]. China Pulp & Paper, 2006, 25(2): 67.
岳明君, 赵 振. 基于PLC和变频器的切纸机速度控制[J]. 中国造纸, 2006, 25(2): 67.
[3] 崔 文. 基于伺服系统的双刀切纸机控制系统设计[J]. 造纸科学与技术, 2014, 33(5): 83.
[4] Wekhande S,Agarwal V.High-resolution absolute posit ion vernier shaft encoder suitable for high-performance PMSM servo drives[J].IEEE Transactions on Instrumentation and Measurement,2006, 55(1): 357.
[5] 深圳市汇川技术股份有限公司. IS560伺服驱动器用户手册[Z]. 2010.

(责任编辑:常 青)
·消息·
2016 CIPTE国际造纸技术报告会将于10月12日在上海召开
由中国造纸学会、德国造纸技术研究所(PTS)和中国制浆造纸研究院联合主办,中国造纸杂志社承办的2016CIPTE国际造纸技术报告会定于2016年10月12日在上海世博展览馆召开,报告会会期一天。
CIPTE国际造纸技术报告会是造纸科技工作者了解国际造纸工业发展成果与发展动向的平台,在中国国际造纸科技展览会举办期间召开,目前已成为中国造纸行业中最有影响、最受欢迎的国际学术盛会之一。
2016 CIPTE 国际造纸技术报告会将邀请中国、德国、加拿大等国家的造纸行业专家做专题报告,探讨“工业4.0”时代下创新技术在造纸工业中的应用、节能降耗新举措,以及中国造纸工业最新发展趋势和“新常态”下企业应如何应对诸多挑战等热点。
一、会议时间和地点
时间:2016年10月12日(8:00—8:40报到)
地点:上海世博展览馆1号会议室
二、会议内容及日程安排(见表1)
三、联系方式
联系人:刘振华 常 青 杨 扬
电 话:010-64778161/8160/8761
传 真:010-64778174
E-mail:89510702@qq.com
cpp2108@vip.163.com
yangyang@ctapi.org.cn
Design and Application of Synchro-fly Cutter Servo Control System
MA Wen-ming
(XijingUniversity,Xi’an,ShaanxiProvince, 710123)
(E-mail: 987746606@qq.com)
According to the working principle of synchro-fly cutter and the on site technological requirements, the electric control system based on servo control was designed and the hardware and software of the electric control system were also designed, the application of Inovance servo drive position control mode was mainly introduced. The control system had the advantages of high precision, stable performance and convenient operation.
synchro-fly cutter; servo control; position control mode
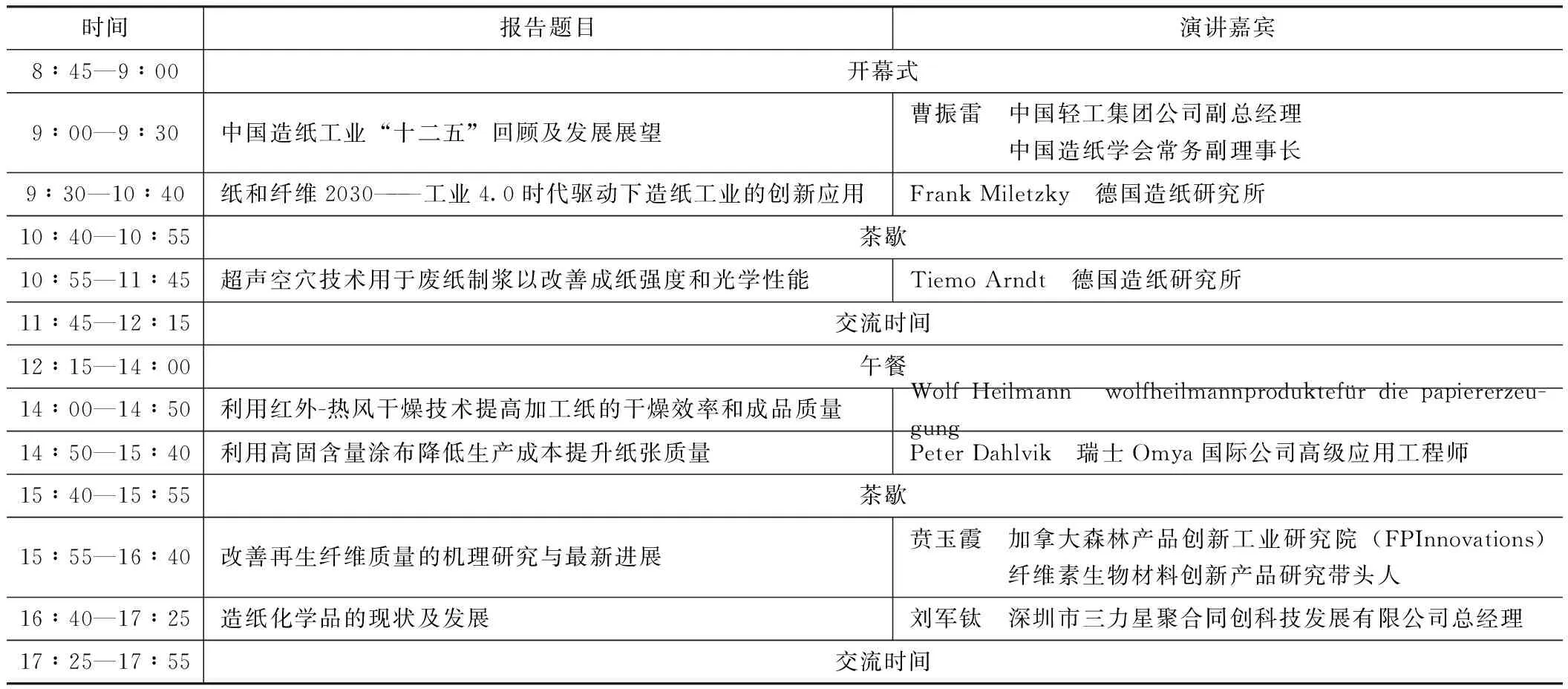
表1 2016 CIPTE国际造纸技术报告会日程
马文明先生,助教;主要研究方向:纸机的传动控制。
2016- 02-18(修改稿)
TP276
A
10.11980/j.issn.0254- 508X.2016.09.012
