航测飞机照相舱玻璃光学角偏差测量系统的设计与实现
2016-11-15邹勇平曹宗伟杜沛远
邹勇平, 曹宗伟, 杜沛远
测绘信息技术总站, 陕西 西安, 710054
航测飞机照相舱玻璃光学角偏差测量系统的设计与实现
邹勇平, 曹宗伟, 杜沛远
测绘信息技术总站, 陕西 西安, 710054
航测飞机照相舱玻璃光学角偏差是对航测成果精度产生直接影响的重要参数指标。本文在相关测量技术研究的基础上,结合光电测量技术的发展,设计研制了飞机照相舱玻璃光学角偏差测量系统;同时,利用该系统对某国产航测飞机照相舱玻璃进行了一系列实验测量,为该型玻璃的国产化研制提供了计量保障。
飞机照相舱玻璃;光学角偏差;目标中心定位
1 引 言
近年来,笔者在航测作业中发现,某几架航测飞机的作业成果经常出现航测精度不达标的情况。经过更换飞机、相机等方式排查后确认,是由于更换了未经检测的航测机照相舱玻璃所致。气密航测机照相舱玻璃由于耐压与安全要求,一般由两层光学平板玻璃通过粘接、抛光、镀膜等工序复合而成。不仅单片玻璃的平整度存在差异,而且两片玻璃之间的粘合层厚度也存在差异,因此会产生一定的楔度。地物反射光线透过照相舱玻璃时,由于玻璃的不平整和楔度,使像点偏离原有的成像位置,因此物方的位置关系在像方则得不到正确的映射,最终降低了航测成果的精度。
这个问题虽早有认识,但以前航测机均采用进口玻璃,虽未检测,也没出现明显问题。随着新的国产航测机的研制改装,由于照相舱玻璃进口渠道不畅,只能国内研制;并且多镜头面阵拼接与线阵扫描数字相机已经取代了大口径单镜头胶片相机,其子镜头往往与照相舱玻璃存在夹角,增加了玻璃对成果精度的负面影响;再加上航测成果精度的不断提高,所以在玻璃研制过程中,不但要提出明确的指标要求(如:垂直入射光学角偏差小于10″),而且要通过精确测量,严格控制玻璃质量。
在此之前,因为密闭舱航测机保有量小,且都使用进口玻璃,国内的测量精度停留在1′,所以其只能达到普通夹层玻璃而非航测作业玻璃的要求。为此,笔者在研究相关测量技术的基础上,设计完成了飞机照相舱玻璃光学角偏差测量系统。该系统为国产某型航测机玻璃进行了多次测量,指导玻璃研制厂多次改进工艺,最终研制成功与进口玻璃同等水平的照相舱玻璃。
2 光学角偏差与垂直光学角偏差
2.1光学角偏差
光线透过照相舱玻璃折射时,受到玻璃楔度、内部匀质性和表面不平整度等因素的影响,偏离原来的光路而产生偏差。这种偏差包括光学角偏差σθ和光线横向位移α[3](见图1)。光线横向位移没有改变成像位置关系,不会影响航空遥感成果精度;而光学角偏差是透过照相舱玻璃后出射光线与入射光线产生的角度偏差,会造成成像位置关系的改变,进而影响到成果的精度,是我们研究的重点。
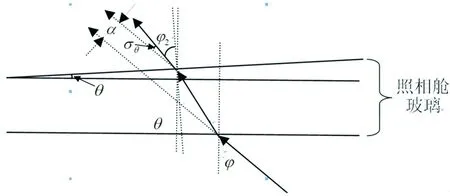
图1 光学角偏差原理
图1是光学角偏差原理图,θ为照相舱玻璃具有的楔度角,光线自下而上以入射角φ进入照相舱玻璃,经折射(折射率为n)后出射角为φ2。光学角偏差σθ表征出射与入射光线的角度偏离。
(1)
此角度偏离对相机而言(焦距为f)造成的几何位移δθ为:
(2)
2.2垂直光学角偏差
入射光线垂直于照相舱玻璃表面时,光学角
偏差称为垂直光学角偏差。
垂直光学角偏差σ90为:σ90=φ2+θ-φ=(n-1)θ,

由此可以看出,垂直光学角偏差与楔度成正比例关系,而像点几何位移还与航测相机的主距有关。理论上整块玻璃的楔度角θ相同,可以通过垂直角偏差的测量而知,但实际上还存在玻璃表面不平整度和因复合胶粘带来的内部匀质性差异。这样造成了垂直光学角偏差的测量值为多种因素的综合量。实际工作中,虽无需将其分离,但是要将整块玻璃划分多个区域多点测量,就可以表征玻璃的整体质量。
3 垂直光学角偏差的测量系统
传统的光学角偏差测量方法主要有投影线法和准直望远镜法。投影线法采用带网格板的幻灯投影仪和坐标纸屏幕,以放置玻璃前后投影线偏离的距离,测算光学角偏差,测量精度为角分级;准直望远镜法采用平行光管和望远镜,测量放置玻璃前后望远镜中心刻线偏离平行光管中心的角度,其测量精度虽可达角秒级,但要靠人工观测,效率低,同时存在人眼对点、读数的误差,已不适应当前高精度测量的要求[4]。
3.1测量原理
针对传统测量方法的不足,本文提出了一种利用数字相机完成自动测量的光学角偏差测量思路。该方法的原理与准直望远镜法类似(见图2),采用数字相机代替人眼观测读数,实现了标志图像的自动采集与定位,提高了测量精度和工作效率,较好地解决了飞机照相舱玻璃的高精度计量测试的难题。
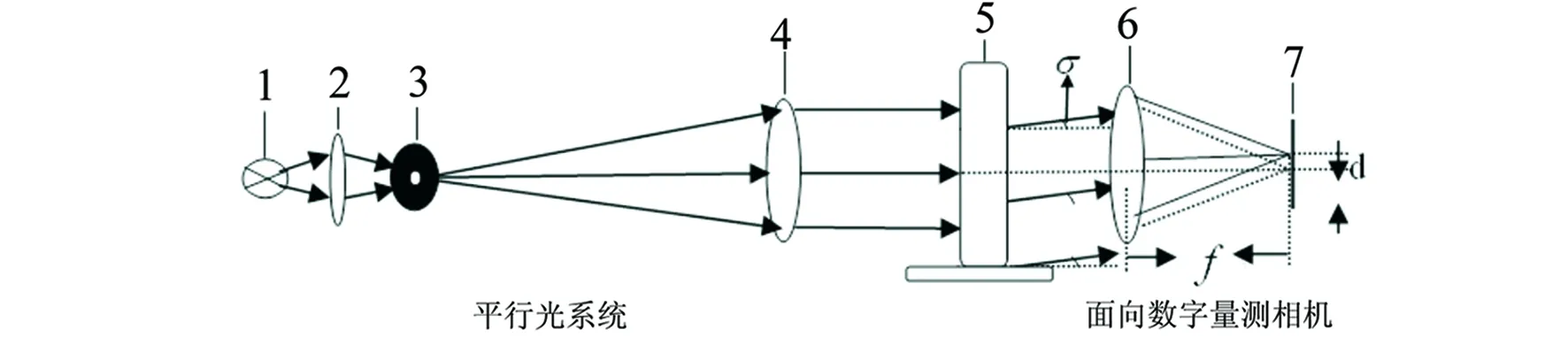
1-光源,2-聚光透镜,3-目标板,4-平行光管物镜,5-被测件,6-数字相机物镜,7-数字相机靶面图2 光学角偏差测量光路
如图2所示,从平行光系统出射的平行光线入射照相舱玻璃,产生角偏差σ,折射后的光线经定焦镜头汇聚在数字量测相机焦平面的CCD上。根据成像原理得到如下关系式:
tanσ=d/f
(3)
式中, f为相机主距, d为光路中相同目标安置与
不安置照相舱玻璃时不同成像点之间的位移。
3.2系统组成与工作方法
照相舱玻璃垂直入射光学角偏差测量系统(见图3)主要包括:气浮隔振平台、平行光管、数字相机及多功能支架、照相舱玻璃支架、计算机及系统测量软件等。

图3 光学角偏差测量系统工作示意
测量分为三步:首先,将平行光管(含星点板)作为目标发生器,发出的平行光成像于数字相机CCD靶面,通过亚像素细分算法计算星点像中心位置;其次,将照相舱玻璃放置于数字相机与平行光管之间,星点像发生偏移后再次计算出光斑像中心位置;最后,计算星点像的中心坐标差值,并根据式(3)解算光学角偏差。
以上是单点垂直入射光学角偏差的测量方法。为了表征整块玻璃的质量,需要将照相舱玻璃划分为若干区域,对每个区域分别测量,最后再根据具体需求,计算得到综合表征值或分区表征值。
3.3误差分析
星点像中心坐标定位是垂直光学角偏差测量系统的主要误差来源。坐标定位误差包括随机误差和系统误差。系统误差对安置玻璃前、后时的星点像定位影响保持不变,在计算安置玻璃前、后星点中心坐标差值时予以消除。随机误差的影响是随机变化的,因此,星点像中心坐标定位随机误差需要重点考虑。
本文采用椭圆拟合算法确定星点像中心坐标。首先提取星点像边缘上的点集坐标,然后采用最小二乘拟合方法求出椭圆的五个参数,最后根据该参数计算出椭圆的中心坐标,确定星点像中心坐标[5]。由于仅边缘像素参与计算,因此椭圆拟合法通常需要星点像尺寸足够大,这样可降低对光学系统稳定性的要求。为了验证星点像中心定位算法的精度及可靠性,文中进行了多次重复实验。实验结果见表1。
表1椭圆拟合法星点像中心坐标定位实验结果

X坐标(像素)Y坐标(像素)12690.6289061780.42424322690.6735841780.407642……92690.6735841780.407642102690.7248541780.419849标准偏差0.020.017极差0.10.06
随机误差表征测量值的离散程度,可以用标准偏差和极差(极大值与极小值的差值)表示。由表1可知,星点像中心定位坐标x和y分量的标准偏差分别为0.02像素和0.017像素,极差分别为0.1像素和0.06像素[6]。从测量可靠性考虑,以极差表征星点像定位的精度,其值为0.1像素。

4 实验与分析
某新型航测机照相舱玻璃国产化研制之初,生产厂家将国产玻璃初步样品送至我单位进行测试,多点垂直光学角偏差算术平均值为77.1″,远远超出10″的要求。我们反馈了测试结果,该厂根据我们的测量结果和提议,采用分区域玻璃研磨和镀膜等工艺。随后对改进后的玻璃进行测试,将该玻璃按5行、5列均匀分成25个区域,对其每个区域中心进行多次测量,测量结果的算术平均数在相应区位列出,测试结果见图4。

图4 改进型玻璃分区测试结果(单位:″)
垂直光学角偏差最大值为24.4″,最小值为0.5″,平均值为10.9″,中心区域光学角偏差为8.1″,右上区域垂直光学角偏差明显大于其它区域,虽然较初次产品有了较大的改进和提升,但一致性差还不能满足要求。我们再将测试结果予以反馈,研制厂家又改进了整体研磨工序,第三次送至我单位测试,测试结果见图5。

图5 二次改进后的玻璃分区测试结果(单位:″)
垂直光学角偏差最大值为13.4″,最小值为1.0″,中心区域值为11.5″,平均值为7.6″,较第一次改进型玻璃又有较大提升,基本满足新型航测机照相舱玻璃垂直光学角偏差10″精度的要求,证明了当前研制方法和工艺实施的可行性。
5 实验验证
为了进一步验证该方法的精度,本文还采用航摄相机畸变测量仪标准装置,对编号为15620120711Y8C610LSxxx的照相舱玻璃引起航测相机镜头参数的变化量进行测量。该方法考虑垂直和倾斜多种入射光线的综合结果,以单一主点偏差或由此换算的角偏差表征整块玻璃质量情况。方法为:在畸变测量仪光路系统中不放置玻璃和放置玻璃两种情况下,对航摄相机镜头进行校准(结果见表4), 再根据像主点变化量与镜头焦距,测得主光轴角度偏移量。

表4 采用航摄相机畸变测量仪标准装置测量结果(单位μm)
这两种方法各具优势:相机畸变测量法具有贴近应用实况、单一数值表征简单的优点;飞机照相舱玻璃光学角偏差测量系统由于可以对整块玻璃分区测量,因此对指导玻璃二次加工优势明显。
6 结 论
综上所述,基于数字相机的照相舱玻璃光学角偏差测量系统,将平行光管作为目标发生器,用面阵数字测量相机作为目标测量装置,具有测量精度高、范围广、速度快、自动化程度高的优势,可以满足照相舱玻璃光学角偏差的测量要求。该系统已应用于国产某型航测飞机照相舱玻璃研制、定型和生产,有力支持企业提高产品质量,替代进口,实现相关玻璃的国产化研制,综合效益明显。
[1]国防科学技术工业委员会.GJB503-1988 飞机夹层玻璃通用试验方法[S].北京,1988.
[2]蒋文松,张庆令,蔡俊良等.摄影窗玻璃表面几何特性对航摄仪几何参数的影响[C].北京:中国感光学会第四次全国感光科学大会论文集,1994.
[3]蒋文松,张庆令,蔡俊良等.航摄仪几何参数与检定条件[C].综合学术讨论会论文集,郑州,1991.
[4] 陈洁,李新,李兴泉等.飞机透明件光学角偏差测试方法探讨[J].甘肃联合大学学报,2010,24 (3):40-44.
[5] 刘伟,邹勇平,李星全等.数字相机检定中的标志图像识别与定位[C].武汉:全国测绘仪器综合学术年会论文集,2012.
[6]王中宇,刘智敏,夏新涛等.测量误差与不确定度评定[M].北京:科学出版社,2008.
Design and Development of the Optical Angular Deviation Measurement System for Aerial Surveying Camera Port Glass
Zou Yongping, Cao Zongwei, Du Peiyuan
Technical Division of Surveying and Mapping, Xi’an 710054, China
The optical angular deviation of aircraft camera port glass is an important parameter which can affect the precision of aerial survey results directly. Based on the research of relative measurement technology, and combined with the development of photoelectric measurement technology, a measurement system for optical angular deviation of photographic survey aircraft camera port glass is designed. A series of experiments on a domestic aerial surveying camera port glass are conducted with the measurement system, which provides support for domestic development of this kind of glass.
aircraft camera port glass; optical angular deviation; target center positioning
2015-12-04。
邹勇平(1972—),高级工程师,主要从事航空遥感装备测试与校准方面的研究。
P223
A
