蒸汽量自动控制的鱼面集成加工装置设计
2016-11-14江志刚
程 宏 江志刚 范 卓 向 鹏
(武汉科技大学,湖北 武汉 430081)
蒸汽量自动控制的鱼面集成加工装置设计
程 宏 江志刚 范 卓 向 鹏
(武汉科技大学,湖北 武汉 430081)
设计了一种蒸汽量自动控制的鱼面集成加工装置。该装置能实时监测鱼面厚度和装置运行速度,利用最小二乘法计算与其相对应的蒸汽量,通过控制器实现蒸汽量的智能化控制;同时采用电机驱动传动轴,带动传送皮带运转鱼面,完成鱼面机的压—蒸—切一体化自动操作。该装置保证了鱼面加工的质量,同时为鱼面加工制作的高效化、节能化提供技术支持。
鱼面;蒸汽量自动控制;高效化;节能化
鱼面是一种将鱼糜、小麦粉和食盐按配比混合制造的食品,它不但提高了面条蛋白质的含量,还弥补了单纯植物性蛋白质氨基酸组成不完全的缺陷。目前鱼面加工装置结构简单,初加工、和面和擀面等工序都需人工操作,生产效率低[1]。虽然鱼面加工的关键如和面、擀面、蒸制、切片等操作也会采用现有的机械设备,但这些设备的处理方式均会影响其加工效率及制品的质量。具体而言,首先鱼面不同于一般的面食,其筋性或柔性远不如水饺和包子皮,不宜在现有压面机中直接进行压制,会导致鱼面四分五裂,无法形成完整的片体;其次根据鱼面工艺要求,为保证口感质量,需要特别注意蒸制时间,需要对蒸汽量予以控制,不能简单套用现有的面食生产系统。此外,目前对食品机械的设计制造除要求物美价廉外,更注重产品的制造周期,要能够迅速生产使用[2]。这些问题都是鱼面生产企业面临的一大难题,尤其是鱼面加工装置的集成化研究。
目前许多学者针对鱼面机加工展开了研究,如卢建中[3]公开了一种鱼面条定形机及其定形方法,通过将鱼面浆从喷头直接送入煮面槽由此形成条状的面条,解决了鱼面快速成型的问题,但不能实现鱼面成产的一体化,有些过程还需人工操作;章梁[4]提出采用双螺杆挤压机将喂料、输送、加热和混合成型等集成为一体,并重点分析了分区温度对加工过程的影响,该装置实现了鱼面的一体化操作,但装置传送速度和鱼面厚度等因素对加工过程的影响没有具体分析;林向阳等[5]以传统的鱼面生产工艺为基础,提出了一种工艺流程简单、产量大的新鱼面加工工艺,但该工艺不能有效利用设备资源,容易造成加工所耗时间较长。基于此,本研究拟通过对鱼面加工原理的分析,设计一种蒸汽量自动控制的鱼面集成加工装置,以实现鱼面加工资源的最大化利用,提高鱼面加工质量,同时具备加工效率高、自动化和智能化等特点。
1 整体装置结构和工作流程
1.1 装置结构
对鱼面加工装置的设计如图1所示。包括作为整体安装框架的机架,以及沿着水平方向依次安装在该机架上的进料单元、动力单元、压制单元、蒸制单元、切割单元和电控单元,其中该进料单元包括用于将鱼面原料予以导入的进料漏斗;该动力单元包括由第一传动轴、主动轴、第二传动轴和齿轮组组成的减速机构,以及联接链条,能够在鱼面输送—压制—蒸制—切割等一体化概念下实现高度集成和便于操控的流水线作业;该压制单元包括第一压制组件和第二压制组件,分别执行对鱼面的水平和竖直方向的压制;该蒸制单元包括蒸汽炉和蒸汽阀,并通过操作蒸汽入口个数及其进气量来实现蒸汽量调节;该切割单元包括用于将完成蒸制后的鱼面原料切割为所需形状的切面辊,由此获得鱼面成品;该电控单元包括控制器、传感器、报警器和电控面板等,以实现鱼面加工的智能化自动控制。在整个鱼面加工运行过程中,蒸汽利用率提高75%左右,加工效率提高55%左右。
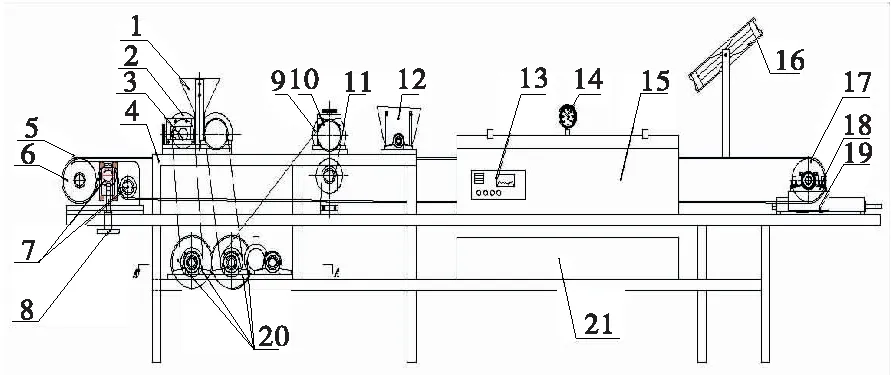
1. 进料漏斗 2. 压面辊 3. 水平调节座 4. 机架 5. 传动皮带 6. 皮带轮组 7. 改向滚筒 8. 改向滚筒调节器 9. 压面支撑辊 10. 竖直调节座 11. 支撑辊 12. 撒粉器 13. 控制面板 14. 蒸汽阀 15. 蒸汽炉 16. 电风扇 17. 切面辊 18. 轴承座 19. 螺旋拉紧装置 20. 联接链条 21. 水循环单元
图1 蒸汽量自动控制的鱼面集成加工装置整机结构图
Figure 1 Schematic diagram of Automatic Steam Control of Integrated Processing for Fish Noodle
1.2 整体装置的工作流程
蒸汽量自动控制的鱼面集成加工装置工作时,首先进行速度选择,速度选择通过传感器反馈至控制器存储,装置运行后,鱼面从进料漏斗1进行初次压制,压制后的鱼面在皮带5上移动至压面辊9进行二次压面,以达到最终厚度,压制的厚度也将通过传感器反馈至PLC控制器存储,控制器根据装置的速度和鱼面的厚度,按照设定的数学模型进行计算,推出最适合的蒸汽量并将信息反映给蒸汽炉15元件。压好的鱼面继续传动至蒸汽炉15进行蒸制,整个蒸汽过程5~10 min,蒸汽炉15根据反馈信息调节进气炉进气口个数和进气量,实现蒸汽的自动控制。蒸好的鱼面通过皮带5运送至切面辊17,进行切削,以得到所需的大小。传送过程中有撒粉器12对其撒粉,避免鱼面粘度较大粘在皮带上;蒸汽炉15旁边有电风扇16,对蒸好的鱼面迅速降温。
2 主要系统及工作单元的设计
蒸汽量自动控制的鱼面集成加工装置主要包括整体安装框架的机架,以及沿着水平方向依次安装在该机架上的进料单元、压制单元、蒸制单元、切割单元和电控单元。
2.1 进料单元
该鱼面加工装置的进料单元包括进料漏斗,它沿着竖直方向固定设置在所述传动皮带的上部,用于鱼面原料的导入。机架上表面设置有传动皮带,所述传动皮带安装在皮带轮组上且配备有螺旋拉紧装置,由此在动力单元的驱动下执行对鱼面原材料的水平输送。
2.2 动力单元
动力单元安装在机架的下端内部,并包括用于使得整体设备运作的驱动电机,由第一传动轴、主动轴、第二传动轴和齿轮组组成的减速机构,以及联接链条。由于动力系统采用减速电机,可以通过电机设定低、中、高三档,针对不同鱼面实现装置速度控制;减速机构进行减速,以精确达到装置所需速度;在使用时,整个装置由电机作为动力输出,减速机构进行减速,链轮连接压面辊,传动辊和加工系统使其工作。动力单元的相关尺寸参照文献[6]和[7]计算而得,详细参数见第3节,其俯视图见图2。

22. 第一传动轴 23. 主动轴 24. 驱动电机 25. 第二传动轴 26. 齿轮组
2.3 压制单元
压制单元包括第一压制组件、第二压制组件和撒粉器。对于第一压制组件而言,它由第一压面辊和水平调节座共同组成,其中第一压面辊相对设置在所述进料漏斗水平两侧,通过水平调节座对第一压面辊进行间距调节来满足第一次压面所需厚度,并将输送至此的鱼面原料沿着竖直方向执行初步压制,见图3;对于第二压制组件而言,它由第二压面辊和竖直调节座共同组成,其中第二压面辊相对设置在上述传动皮带的上下两侧,通过竖直调节座对第二压面辊进行间距调节确保鱼面达到所需厚度,并将输送至此的鱼面原料沿着水平方向执行二次压制,见图4;撒粉器则设置在传动皮带的上部且处于第二压制组建的下游侧,用于对压好的鱼面进行重新撒粉,使淀粉充分填入到空隙中,避免鱼面表面不光滑、疙瘩多,同时以降低粘度。
压制单元中的水平调节座和竖直调节座分别具备12 mm的最大调节间距,其最小调节精度设定为0.5 mm,由此在水平方向或竖直方向上实现对鱼面厚度的调节,同时防止鱼面厚薄不均以及推积。

2. 压面辊 3. 水平调节座
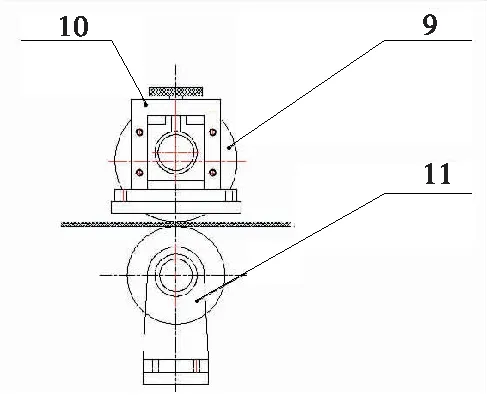
9. 压面支撑辊 10. 竖直调节座 11. 支撑辊
2.4 蒸制单元
蒸制单元由蒸汽炉、蒸汽阀和蒸汽控制器构成,其中蒸汽炉通过多个蒸汽入口与外部的蒸汽源可控地相连;蒸汽控制器针对待进入到蒸汽炉内的鱼面原料,分别采集其厚度和传送速度相关的数据,然后基于采集到的数据计算得出对应的蒸汽量;蒸汽阀则按照所述蒸汽控制器所计算得出的蒸汽量,相应控制所述蒸汽炉的蒸汽入口个数及其进气量,进而实现蒸汽炉的智能化自动调节。
蒸制单元的结构如图5所示。蒸汽炉上方设有蒸汽口,并通过管道与蒸汽锅炉联接,蒸汽炉里有控制器,通过数据采集器收集鱼面厚度与传送速度信息反馈到控制器,从建立的数学模型找出对应的适当蒸汽量,调整进气口个数和蒸汽量排放;此外,蒸汽炉下方有冷凝装置,收集冷凝水和多余的水蒸气,通过过滤装置和抽水泵流到蒸汽锅炉进行循环利用。
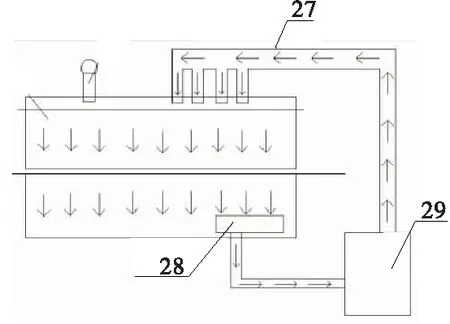
27. 管道 28. 冷凝装置 29. 蒸汽锅炉
考虑到在整个加工过程中,装置速度、鱼面厚度等关键工艺参数直接影响到最终的加工效果以及资源的合理利用程度,因此本装置中除了提出构建电控单元对其执行智能化控制之外,还对蒸汽量与装置速度、鱼面厚度之间的特定函数关系进行了更进一步的研究。
装置进入工作状态时,鱼面进行压面后的厚度通过厚度传感器将信号传递给控制器,测得鱼面的厚度和蒸汽量见表1。
然后采用最小二乘法拟合原理,通过Matlab对其执行多项式拟合,得到厚度与蒸汽量的函数关系式,其多项式方程:

(1)
该多项式拟合方程的拟合误差平方和最小。装置工作时,控制器对获取的鱼面厚度数据进行处理,根据式(1)计算相应的蒸汽量。接着,同样通过试验测得不同鱼面机速度对应的蒸汽量,见表2。

表1 鱼面厚度与蒸汽量数据表
同理,通过最小二乘法拟合原理对其进行多项式拟合,得鱼面机速度与蒸汽量之间的多项式方程:

(2)
当鱼面厚度与加工速度共同作用时,以蒸汽量使用最少为目标建立数学模型。

(3)
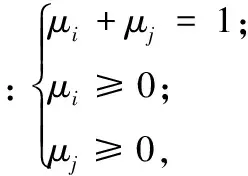
(4)
式中:
μi——当鱼面厚度与加工速度协同作用时,厚度与蒸汽量的协同效用值;
μj——当鱼面厚度与加工速度协同作用时,速度与蒸汽量的协同效用值;
G——蒸汽量,kg/h。
最后,控制器接收信号,通过先前拟合的厚度与速度信息智能控制蒸汽炉的进气口数量和蒸汽量,进而实现蒸汽炉的智能化自动调节。

表2 鱼面机速度与蒸汽量数据表
2.5 切割单元
蒸汽量自动控制的鱼面集成加工装置中切割单元包括切面辊,它设置在蒸制单元的出口端附近,并用于将完成蒸制后的鱼面原料切割为所需的形状,由此获得鱼面成品,且在经过蒸制工序后,在皮带附近还可以布置电风扇对蒸好的鱼面迅速降温。
2.6 电控单元
电控系统由控制器、传感器、报警器、电控面板等组成,在鱼面机工作时,由PLC控制执行机构的动作[8]。厚度和速度传感器分别测量鱼面厚度和装置速度;报警器能在蒸汽量达到蒸汽炉最大量时报警,此时加热装置停止加热;电控面板里的控制器接收来自厚度传感器和速度传感器的信号,并控制装置的开关。
蒸汽控制器是电控系统中重要元件,首先对鱼面的厚度和速度通过传感器实时感应,并反馈至控制器存储,然后根据所获得的速度与鱼面的厚度,按照设定的数学模型进行计算,推出最适合的蒸汽量并将信息反映给蒸汽炉元件,以控制进气口个数和进气量,实现蒸汽量的自动控制,减少多余的蒸汽量排放。例如,速度传感器被布置在电机旁边并测量装置的速度;厚度传感器被布置在压面辊上并测得鱼面的厚度;报警器能在蒸汽炉里检测到蒸汽量达到最大值时报警,此时加工系统停止加工鱼面,整个装置急停;控制器接收来自所述速度传感器与厚度传感器的信号,以实现蒸汽量和装置速度与鱼面厚度之间成对应函数关系。图6为控制器的工作原理图;图7为plc结构图;图8为装置电控系统系统图。
3 鱼面装置的主要参数
(1) 驱动电机:选用齿轮减速电机,电机功率0.5 kW;额定转速1 400 r/min,输入电压380/220 V。
(2) 链轮传动:链轮采用单链轮和双链轮,链号10A,齿数z=20,节距p=15.875,排距p=18.11。
(3) 齿轮传动:第一对齿轮参数为m=2,z1=21,z2=67;第二对齿轮参数为:m=4,z3=14,z4=45。
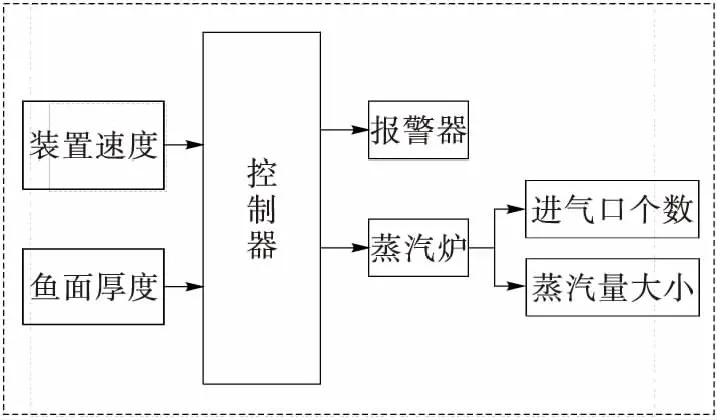
图6 控制器的工作原理图
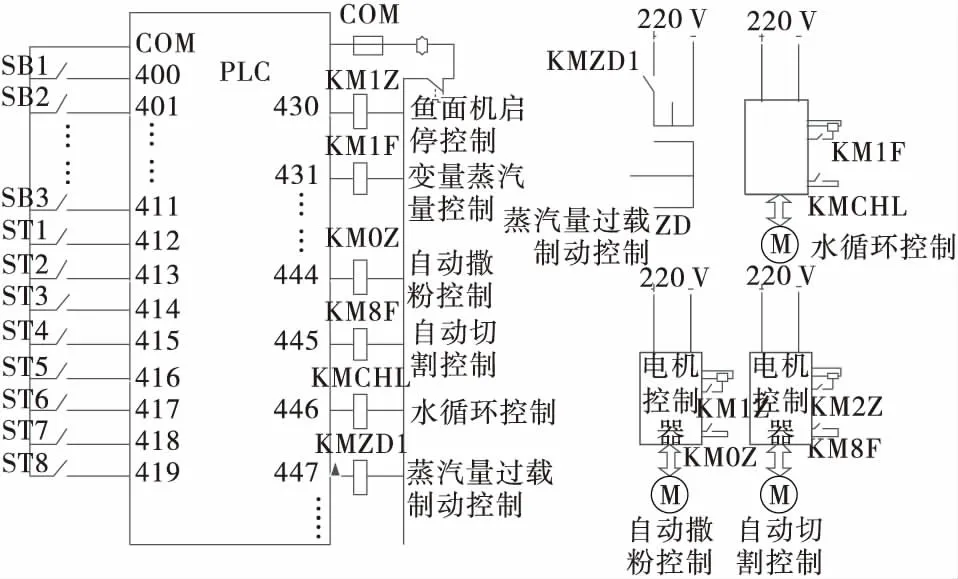
图7 控制器原理图

图8 装置电控单元系统图
(4) 鱼面机:加工能力80 kg/h,加热功率15 kW,装置长度5 m,效率提高5%~10%。
4 结论
(1) 通过分析鱼面加工制作原理,对鱼面整体生产系统进行一体化研究,提出了鱼面机压—蒸—切一体化概念,确定了蒸汽量自动控制的鱼面集成加工装置的整机结构布置设计以及关键组件的特定组成结构。
(2) 针对鱼面的蒸汽量与鱼面的厚度、装置的速度等工艺参数之间的关系进行研究,构造了电控单元并由其执行智能化控制处理。
(3) 本试验设计的蒸汽量自动控制的鱼面集成加工装置实现了蒸汽量的自动控制及压—蒸—切一体化,提高了鱼面加工效率,减少了中间过程资源浪费,还能通过电控单元和水循环分别实现蒸汽量的最大化利用和水资源的节约。
[1] 李小雪, 刘思敏, 宁志丹, 等. 云梦鱼面品牌化发展对策研究[J]. 北京农业, 2014(27): 200.
[2] 白晓丽, 伍毅. 面向制造和装配的食品机械设计[J]. 食品与机械, 2012, 28(1): 146-147.
[3] 卢建中. 一种鱼面条定形机及定性方法: 中国, CN200710163608.6[P]. 2007-10-16.
[4] 章梁. 双螺杆挤压机生产鱼糜面条的研究[D]. 武汉: 武汉工业学院, 2010: 37-43.
[5] 林向阳, 苏德福. 鱼面生产新工艺[J]. 福州大学学报: 自然科学版, 2002(z1): 755-757.
[6] 廖汉元, 孔建益. 机械原理[M]. 北京: 机械工业出版社, 2007: 194-221.
[7] 濮良贵, 纪名刚. 机械设计[M]. 北京: 高等教育出版社, 2006: 165-235.
[8] 冯清秀, 邓星钟. 机电传动控制[M]. 武汉: 华中科技大学出版社, 2012: 21-106.
Design of automatic steam control of integrated processing device for fish noodle
CHENG HongJIANGZhi-gangFANZhuoXIANGPeng
(WuhanUniversityofScienceandTechnology,Wuhan,Hubei430081,China)
A fish noodles integrated processing device, with steam volume controlled automatically, was designed in this study. Using this device, the thickness of fish noodles and operation speed could be detected real-timely. A least square method was used to calculate the corresponding steam volume, and then a smart the intelligent control of steam was realized. Simultaneously, the automatic operation of pressuring, steaming and cutting was integrated, by using motor-driven transmission shaft, and then transmission belt was driven to run fish noodle. The fish noodles device could ensure the quality of fish noodle processing and provide technical support for both the producing efficiency and energy conservation.
fish noodles; automatic steam control; efficiency; energy conservation
程宏(1992—),男,武汉科技大学在读硕士研究生。
E-mail:13659877125@163.com
2016-04-06
