水厂生产废水回用和污泥处理工艺研究及应用
2016-11-14戴仲怡
戴仲怡, 刘 臣
(中国市政工程中南设计研究总院有限公司,湖北武汉430010)
水厂生产废水回用和污泥处理工艺研究及应用
戴仲怡, 刘 臣
(中国市政工程中南设计研究总院有限公司,湖北武汉430010)
深圳市观澜茜坑水厂规模为30×104m3/d,龙华茜坑水厂规模为23×104m3/d,两水厂为同一水源,相距约1.2 km,高差约40 m,均采用“混合+絮凝+沉淀+过滤”的净水处理工艺。为节约运行成本以及维护管理方便,两个水厂的生产废水及污泥均集中在观澜茜坑水厂进行回收与处理。经两年多的运行,废水及污泥回收与处理项目取得了很好的社会效益和经济效益。本文对生产废水回收及污泥处理工艺、设计特点、运行效果以及存在的问题进行了详细介绍,其经验可供相关工程参考。
废水回收; 污泥处理; 高效浓缩池; 滤布走行式板框压滤机
1 概述
我国城镇化正处于快速发展阶段,城市节水对解决我国水资源紧缺、保障城市供水安全方面具有非常重要的作用。水厂节水主要是生产废水的减量化和安全回用,我国大多数以地表水为水源的城市水厂生产废水占取水量的3%~7%[2],若能将该部分水合理回收利用,节能减排,则会节约大量的宝贵水资源,极大地促进水资源的循环利用和国家的可持续健康发展。
深圳市观澜茜坑水厂规模为30×104m3/d,深圳市龙华茜坑水厂规模为23×104m3/d,这两个水厂为相邻两个街道的主力水厂,水源均采用东江水,备用水源为茜坑水库水,原水水质为《地表水环境质量标准》(GB3838-2002)Ⅱ类水质标准,年浊度为10~18 NTU,pH为6.5~6.8。水厂处理工艺均采用“混合+絮凝+沉淀+过滤”的净水处理工艺。两水厂相距约1.2 km,高差约40 m,如图1所示。
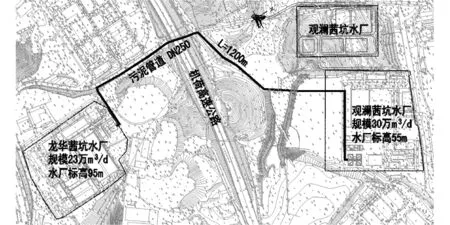
图1 观澜、龙华茜坑水厂位置关系Fig.1 Location of Guanlan Xikeng Waterworks and Longhua Xikeng Waterworks
为节约运行成本以及维护管理方便,两个水厂的生产废水及污泥集中在观澜茜坑水厂进行回收与处理,该项目目前已稳定运行两年多,取得了很好的经济效益和社会效益。
2 水厂生产废水组成及水质分析
观澜茜坑水厂与龙华茜坑水厂的生产废水主要包括反应沉淀池排泥水、滤池反冲洗废水以及污泥脱水车间的压滤水,占整个水厂日产水量5%左右,对这部分水进行回用不仅可以节约水资源,降低水厂生产运行成本,还可以减少生产废水的排放量。
水厂生产废水中滤池反冲洗水水质较好,水量占日产水量2.5%左右,反应沉淀池排泥水和脱水机压滤水水质相对较差,水量占日产水量2.5%左右。但受原水水质、处理工艺、药剂投加量等因素影响,生产废水水质不尽相同。水厂生产废水水质指标见表1。

表1 水厂原水水质及生产废水水质

续表1 (Continue)
根据水厂生产废水水质指标分析,主要具有以下特点:
(1)滤池反冲洗水、排泥水和压滤水混合液的水质明显劣于原水水质,不宜直接回用。
(2)滤池反冲洗废水的浊度相对稳定,且浊度相对较低,排放量变化较小,含泥浓度低,一般含固率仅为0.02%~0.04%。
(3)反应沉淀池排泥水和压滤水混合液的浊度远高于滤池反冲洗水,且含泥浓度较高,其水量与水质随原水水质的不同而有较大变化。
(4)沉淀池排泥水和压滤水混合液中的细菌总数高达数万CFU/mL,是原水细菌总数的上千倍。
3 水厂生产废水回收及污泥处理工艺
根据对水厂生产废水水质分析,滤池反冲洗水质虽然相对较好,但水质也差于原水水质,如直接回用对水厂运行冲击较大,因此回用前需对该部分水进行相应处理。反应沉淀池排泥水和压滤水混合液水质较差,如直接回用对水厂影响较大,因此必须处理后方可回用。
根据国内水厂生产废水回用情况,滤池反冲洗水经沉淀1 h以上后水质会明显改善,基本与原水水质相当,可以回用。反应沉淀池排泥水和压滤水混合液水质较差,无法直接回用。经过对生产废水水质分析及论证,水厂生产废水回收处理工艺采用沉淀池排泥水与滤池反冲洗水分开回收,滤池反冲洗水经沉淀后上清液直接回用,底泥抽排至排泥水回收水池;沉淀池排泥水、滤池底泥以及压滤水经高效浓缩池浓缩,上清液进配水总井回用,污泥从底部抽升至脱水车间,经板框脱水机脱水后形成泥饼外运。
4 水厂生产废水回收及污泥处理设计
生产废水回收及污泥处理系统设计内容包括滤池反冲洗回收水池、反应沉淀池排泥水回收水池、高效污泥浓缩池、储泥池以及污泥脱水车间等构筑物。工艺流程见图2。

图2 废水回收及污泥处理流程Fig.2 Flow chart of wastewater recovery and sludge treatment
(1)回收水池
回收水池包括滤池反冲洗水回收水池和反应沉淀池排泥水回收水池,其中滤池反冲洗水经过约2 h沉淀以后,上清液经出水区提升至配水总井重新利用,底泥由刮泥机抽排至排泥水回收水池;排泥水则直接抽升进入污泥浓缩池浓缩。
龙华茜坑水厂供水规模为23×104m3/d,设回收水池2座,分别回收滤池反冲洗水和反应沉淀池排泥水,有效容积分别为3 000 m3和1 400 m3。滤池反冲洗水上清液由提升泵抽至该水厂配水总井回用,底泥由刮泥机抽排至排泥水回收水池,排泥水由DN250排泥管重力流入观澜茜坑水厂高效浓缩池浓缩处理。
反冲洗废水回收水池设上清液回收水泵2台,1用1备,单泵参数Q=450 m3/h,H=20 m,N=45 kW;为抽排池底污泥,设泵吸式刮泥机1台,轨道中心距L=18 m,N=2.2×4 kW。防止排泥水沉淀,排泥水回收水池内设潜水搅拌器2台,D=620 mm,n=480 rpm,N=5.5 kW。
观澜茜坑水厂供水规模为30×104m3/d,分二期建设,其中一期、二期工程分别设回收水厂各一座,每座分2格,分别收集滤池反冲洗水和反应沉淀池排泥水。一期工程回收水池平面尺寸为40.0 m×29.0 m,池深3.2 m,有效容积均为1800 m3,设计滤池反冲洗回收水池停留时间为2.3 h。二期工程回收水池平面尺寸为38.20 m×33.50 m,池深3.5 m,有效容积分别为2 600和1 600 m3,设计滤池反冲洗回收水池停留时间为2.0 h。
每座反冲洗废水回收水池设上清液回收水泵2台,1用1备,单泵参数Q=400 m3/h,H=20 m,P=30 kW,设泵吸式刮泥机1台,N=2.2×4 kW。排泥水回收水池设排泥水潜水提升泵2台,1用1备,单泵参数Q=110 m3/h,H=15 m,P=7.5 kW。为防止排泥水沉淀,在每座排泥水回收水池内设潜水搅拌器2台,D=620 mm,n=480 rpm,N=7.5 kW。
(2)污泥浓缩池
为改变传统重力浓缩停留时间长、沉淀效果差、上清液水质差等特点,本工程采用高效浓缩池。高效浓缩池是在普通斜板沉淀和重力浓缩池的基础上,发展出来的一种新型高效浓缩池。
高效浓缩池由沉淀池体、斜板组件、集水槽、可调出水堰版、集泥浓缩机等部件组成。废水由进水管进入池体,在位于池体中间的进水廊道内向前侧流动,由导流板发射,再通过两侧的布水口进入斜板。随着水流向上流动,其所含的固体颗粒沉淀在平行的斜板组件上,然后滑入池体下部,由污泥浓缩机对污泥进一步浓缩,污泥经浓缩后通过污泥出口排出。而其澄清液沿斜板上升,通过顶部的出水通路孔流入集水渠,然后通过可调出水堰汇集至出水槽,再由出水管排出。
污泥浓缩按两个水厂集中处理设计,设计总规模为53×104m3/d。采用方形斜板连续式浓缩池,共设4座。浓缩池进泥量Q=8 000 m3/d,浓缩池尺寸为13.0 m×13.0 m,池深6.4 m,水深5.8 m,固体通量为38.4 kgDS/(m2·d),斜板上升流速0.6 m/h,斜板垂直高度为2.2 m,倾角为60°,板距80 mm,斜板采用PVC材质。
斜板下部设浓缩机对浓缩区污泥进行慢速搅拌,以提高浓缩效果。搅拌栅条高度为2.0 m,刮臂外缘线速度为0.6~1.5 m/min。
为进一步强化浓缩效果,在浓缩池配水井内增设1个PAM投加点,投加量采用0.5~1 mg/L,投加浓度采用0.1%,投加泵设在脱水车间,设螺杆泵2台,1用1备,单泵参数Q=1 500 L/h,H=0.3 MPa,N=1.1 kW。
污泥经浓缩池浓缩后,含水率降至约96%,污泥量为Q=650 m3/d,进入脱水车间进行脱水处理。
(3)储泥池
设储泥池1座,平面尺寸为7.8 m×12.0 m,有效水深6.0 m,有效容积560 m3,为防止污泥沉积,设潜水搅拌机2台,D=620 mm,n=480 rpm,N=5.0 kW。
(4) 污泥脱水车间
污泥脱水车间最关键的设备为脱水设备,脱水设备要求脱水效果好、运行稳定、操作维护方便、投资省、运行成本低。目前国内脱水设备有带式压滤机、离心脱水机、叠螺式脱水机、板框压滤机等。
带式压滤机电耗低,可连续运行,但占地大、出泥含固率低、压滤水水质差、车间工作环境较差、需要连续加药,一般用于小规模以及对含固率要求较低的水厂或污水厂。
离心脱水机运行管理方便、占地小,操作维护方便、车间工作环境好。但电耗高、出泥含固率低,加药量较大,压滤水水质较差。目前国内运用较广。
叠螺式脱水机运行管理方便、占地小,操作维护方便、车间工作环境好,电耗较低,出泥含固率比离心脱水机高,泥饼含固率一般能达到30%。但需要连续投加药剂,压滤水水质较差。一般运用于化工及小型污水厂脱水。
传统板框压滤机出泥含固率高,电耗较低,但占地大、设备多、药剂投加量大,采用震动卸料系统,需要人工辅助卸料,劳动强度大、操作间环境质量及压滤水水质差。目前国内运用较多。
滤布走形式板框压滤机自动化程度高、脱水效果好、电耗低、操作间环境好、出泥含固率高,不投加药剂可达到45%以上,压滤水水质好,经简单处理后一般可回用。但占地大、设备多、工程投资较大,一般用于大型水厂及污水厂。
为降低泥饼含水率以及压滤水污染物浓度,本项目采用脱水效率高、安全性好、故障率低、泥饼自动剥落完全自动操作的滤布走形式板框压滤机。脱水工艺流程见图3。

图3 污泥脱水工艺流程Fig.3 Flow chart of sludge dewatering
脱水车间共设3层,框架结构,平面尺寸为41.04 m×15.24 m。总建筑面积2 000 m2,其中一层布置脱水辅助系统,包括污泥进料系统、隔膜挤压系统、滤布冲洗系统、空气压缩系统以及污泥输送系统等;2~3层布置滤布走形式板框压滤机。主要设计参数如下:
设计总规模 53×104m3/d
总干污泥量 26 tDS/d
脱水机进泥量 650 m3/d
脱水污泥进料含固率 4%
设计运行时间 16 h
泥饼含水率 ≤55%
进料时间 10 min/批次
进料压力 0.5 MPa
隔膜挤压时间 10 min/批次
隔膜挤压压力 1.5 MPa
批次运行时间 30 min/批次(含滤布冲洗)
不加药脱水产泥率 4.0 kgDS/(m2·h)
为保证原水高藻类时的脱水效果,设计选用高分子PAM作为备用脱水助凝剂,配套设置助凝剂搅拌罐和药剂投计泵。投加量采用1~3 mg/L,投加浓度采用0.1%,投加泵设在脱水车间,设螺杆泵2台,1用1备,单泵参数Q=1 000 L/h,H=0.3 MPa,N=0.75 kW。
5 主要设计特点
观澜茜坑水厂和龙华茜坑水厂自生产废水回收及污泥处理系统建成以来,运行稳定,效果良好,具有以下特点:
(1)两个大型水厂生产废水和污泥集中处理,充分发挥水厂规模效应,大大降低了水厂运行费用及管理成本。
(2)水厂生产废水全部回收利用,真正实现了自来水厂生产废水零排放。
(3)滤池反冲洗废水与反应沉淀池排泥水及压滤水采用不同工艺分开回收处理,有效降低了回收水污染物浓度,确保水厂出水水质达标。
(4)高效污泥浓缩池具有污泥含固率高、上清液水质好等特点,较传统重力浓缩池效率大大提高。
(5)采用滤布走行式板框压滤机,正常情况不需要投加任何药剂,泥饼含固率高,降低了水厂污泥处置费用,特别是对污泥处置困难的地区具有较大优势。
(6)传统板框压滤机采用震动卸料,卸料效果较差,需要人工辅助卸料。而滤布走行式板框压滤机采用滤布运动的方式进行污泥卸料,无需人工操作,完全实现全自动控制。
6 运行效果分析
水厂生产废水回收及污泥处理系统于2014年5月建成投产使用,已连续稳定运行2年多时间,两个水厂每天生产废水回收量约2.7×104m3/d,每年节约原水费约960万元(原水费为0.97元/m3),同时也降低了生产废水排放量,取得了很好的社会效益和经济效益。由于采用较先进的废水回收及污泥处理工艺和设备,生产废水回收系统和污泥脱水系统除正常例行检查外,不需要人工操作,完全实现了全自动控制。
经常规检验,反冲洗水回收水池及高效浓缩池上清液浊度优于原水浊度,其余水质除锰的含量略超标外,其余水质指标均优于《地表水环境质量标准》Ⅲ类水质标准,符合回用要求,水质指标见表2。
由于水厂原水水质较好,且采用了先进合理的废水回收处理工艺,确保水厂出水水质,自水厂生产运行以来,出厂水最高浊度为0.32 NTU,最低浊度为0.07 NTU,平均浊度为0.12 NTU,平均出水pH值为7.2,出厂水其余各项指标均优于《生活饮用水卫生标准》(GB 5749—2006)的要求。

表2 原水与回用水水质比较
经高效浓缩池浓缩后的污泥含固率为3%~4%,采用滤布走行式板框压滤机不需要投加PAM药剂,泥饼含水率约55%,降低了污泥外运费用。
7 存在的问题及建议
由于本项目实施过程中受客观条件的限制,水厂生产废水回收及污泥处理系统还存在不足之处,需要在今后工程设计和建设中予以重视和完善。
(1)由于本水厂原水水质较好,压滤水水质符合回用要求,因此实现了水厂生产废水零排放。如果原水水质较差,特别是存在隐孢子虫和贾第鞭毛虫等致命微生物风险的原水,建议不要回用污泥压滤水。
(2)由于生产废水水质受原水水质变化影响较大,设计时应考虑应急排放措施。
(3)如果污泥浓缩池上部斜板采用VPC等塑料材质,池顶应采取防晒措施,防止PVC等塑料受阳光直射,加速斜板老化。
(4)对江河原水以及藻类等有机物较少的湖泊水,采用滤布走行式板框压滤机,无需投加絮凝药剂;但对含藻类等有机物较高的湖泊水,应考虑投加PAM等絮凝药剂,以确保污泥脱水效果。
(5)滤布走行式板框压滤机虽然比离心脱水机效果好,泥饼含固率高,但工程费用较高,设备较大,维护量较大,工程设计时应结合项目具体情况合理选择。
[1] 严煦世、范瑾初.给水工程(第四版)[M].北京:中国建筑工业出版社,1999.
[2] 许嘉炯,郑志民,许建华.关于自来水厂生产废水的回用[J].净水技术,2003,22(1):32-34.
Research and application of wastewater reuse and sludge treatment process in waterworks
Dai Zhongyi, Liu Chen
(CentralandSouthernChinaMunicipalEngineeringDesign&ResearchInstituteCo.,Ltd.,Wuhan430010,China)
The Guanlan Xikeng Waterworks with a capacity of 300 000 m3/d and the Longhua Xikeng Waterworks with a capacity of 230 000 m3/d in Shenzhen City, which are using a same water sources. The two waterworks are 1.2 km apart approximately, height difference of about 40 m, the water treatment process are mixed+flocculation+sedimentation+filtration. In order to save operation cost and to be convenient for maintenance and management, the production wastewater and sludge were combined for the water recycling and treatment in Guanlan Xikeng. It has been in operation for more than two years and achieved good social and economic benefits. The production wastewater recovery and sludge treatment process, design features, operation effects and the existing problems were introduced in detail here, so as to provide reference for relative projects.
wastewater recovery; sludge treatment; high efficiency concentration tank; plate and frame filter press cloth movement

X703
B
1673-9353(2016)05-0029-05
10.3969/j.issn.1673-9353.2016.05.007
戴仲怡(1975- ), 男, 高级工程师, 注册公用设备工程师(给水排水), 主要从事市政给排水工程、环卫工程设计及研究工作。E-mail:9317575@qq.com
2016-05-30
