汽车注塑件3D打印快速成型机控制系统设计
2016-11-11张米雅姚建飞
谢 彤,张米雅,姚建飞
(浙江交通职业技术学院,杭州 311112)
汽车注塑件3D打印快速成型机控制系统设计
谢彤,张米雅,姚建飞
(浙江交通职业技术学院,杭州311112)
针对汽车注塑件3D打印快速成型机机械部分的控制需求,设计了一款汽车注塑件3D打印快速成型机控制系统。控制系统采用意法半导体公司推出的高效ARM Corxtex-M3核心的STM32F103VCT6微控制器,由该控制器完成与上位机通信、数据处理、模拟量采集与模数转换、MOS管控制,并控制A4988两相步进电机驱动芯片以实现步进电机驱动等工作,软件采用PID算法准确控制物料喷头的加热温度。论述了控制系统主要硬件电路设计和软件的实现流程,系统测试表明性能良好。
3D打印;快速成型;STM32F103VCT6;步进电机;PID
0 引 言
3D打印是采用逐层叠加的方式做“加法”成型的一种快速成型方法,相对于传统的车铣刨磨等依靠切削材料做“减法”成型的加工方法[1],它具有节省原材料、打印速度快,成本相对低的优点,能够大幅降低汽车企业研发时间和财务成本,因此在汽车零部件研发时应用日益广泛。针对目前汽车注塑件3D打印快速成型控制系统数据处理速度慢、电路复杂、调试困难、抗干扰能力差等缺点,提出了一款基于STM32F103VCT6微处理器的汽车注塑件3D打印快速成型控制系统。
1 系统的总体设计方案
3D打印控制系统是介于上位机切片软件和打印成型系统执行部分之间的部分,对上要理解切片软件的指令意图,对下要操作步进电机、喷头、送丝机构、热床等执行机构完成相应的动作[2],并完成相关的位置、温度的反馈。本系统是通过USB电缆实现微处理器和上位机之间的通讯,以传输打印G代码打印数据和上位机控制命令。首先加热物料喷头和热床,并通过温度传感器实时采集温度数据,从而形成闭环控制,提高控制精度。命令经过解析后G代码经过解析后转变为X、Y、Z轴和物料喷头供料步进电机的驱动信号,实现打印功能。
控制系统的核心微处理器采用基于ARM Corxtex-M3内核的STM32F103VCT6,由该处理器操作控制系统相关部分完成与上位机串行通信、数据处理、打印路径与行程控制、步进电机控制、物料喷头和热传个的温度采集和控制等工作。系统结构框图如图1所示。
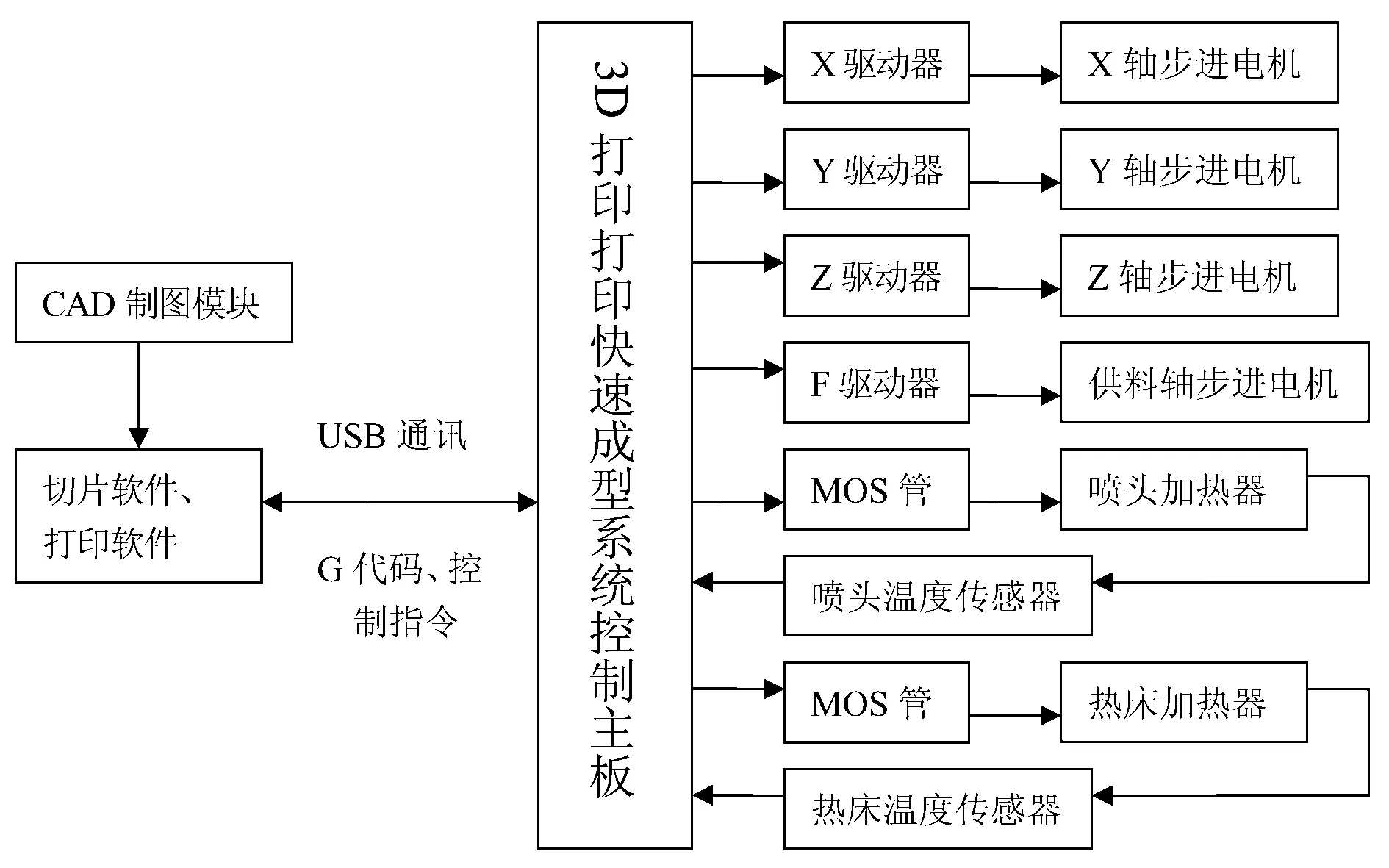
图1 汽车注塑件3D打印快速成型控制系统结构框图
2 系统的硬件电路设计
2.1STM32F103VCT6微控制器电路
STM32F103VCT6微控制器采用专为要求高性能、低成本、低功耗的嵌入式应用专门设计的ARM Cortex-M3内核,同时内部集成了丰富的外设,集成度高,功能强大,外围电路简洁,非常适合运动控制等复杂控制应用。STM32F103VCT6采用3级流水线和哈佛结构,带独立的指令和数据以及外设总线,使得代码执行速度高达1.25MIPS/MHz。它内置高256K字节的FLASH和48K字节的SRAM,同时具备丰富的增强I/O端口(大部分兼容3.3V和5V逻辑)和外设:包含3路16通道12位的ADC、4个通用16位定时器、2个高级定时器、电机控制PWM接口、2个IIC、3个SPI/SSP、3个UART、1个USB Device、1路CAN总线接口等。支持标准JTAG和串行SWD调试接口[3],便于程序调试与程序烧写。因此采用STM32F103VCT6无需外部扩展就能实现控制系统的所有功能。STM32F103VCT6微控制器电路如图2所示。
STM32F103VCT6微控制器电源由AMS1117-3.3提供稳压电源。R47、R49、C52、C53构成RC滤波器,减少数字电源对模拟电源的干扰,提高ADC电路的转换精度。主振荡器接8MHz晶振作为CPU的时钟源,32.768kHz晶体振荡器提作为实时时钟RTC的时钟源供提供RTC时钟信号;R22、C35构成上电自动复位电路,复位微控制器;SWDIO、SWCLK分别经上拉电阻和下拉电阻构成SWD串行调试接口,相对JTAG接口减少了IO口的占用,提高了IO口的利用率。

图2 STM32F103VCT6微控制器电路
2.2步进电机驱动电路设计
步进电机采用两相四线混合式步进电机42H47HM-0504A,它的步距角为0.9度,静力矩达到1.3Nm,额定电流为2A,具有很强的带负载能力[4]。系统选用美国Allegro MicroSystems公司生产的A4988驱动芯片驱动步进电机,通过STM32F103VCT6与A4988相连,实现步进电机的驱动。A4988是一款完全的微步电动机驱动器,可以以全、半、1/4、1/8及1/16步进模式驱动两相步进电机,输出驱动性能可达35V及±2A,为系统步进电机提供了足够的驱动功率。A4988带有内置转换器,操作简便,只需在步进端口输入一个脉冲即可驱动电动机产生微步,无需相序表、高频控制线或复杂接口[5]。步进电机驱动电路原理图如图3所示。

图3 步进电机驱动电路
2.3温度控制电路设计
温度控制是3D打印控制系统一个很重要的部分,主要实现对材料的加热及恒温控制。喷头温度直接影响到材料的粘结强度、流动能力、加工速度及整个打印过程的完成质量[6]。温度控制模块包括加热和温度采集部分。
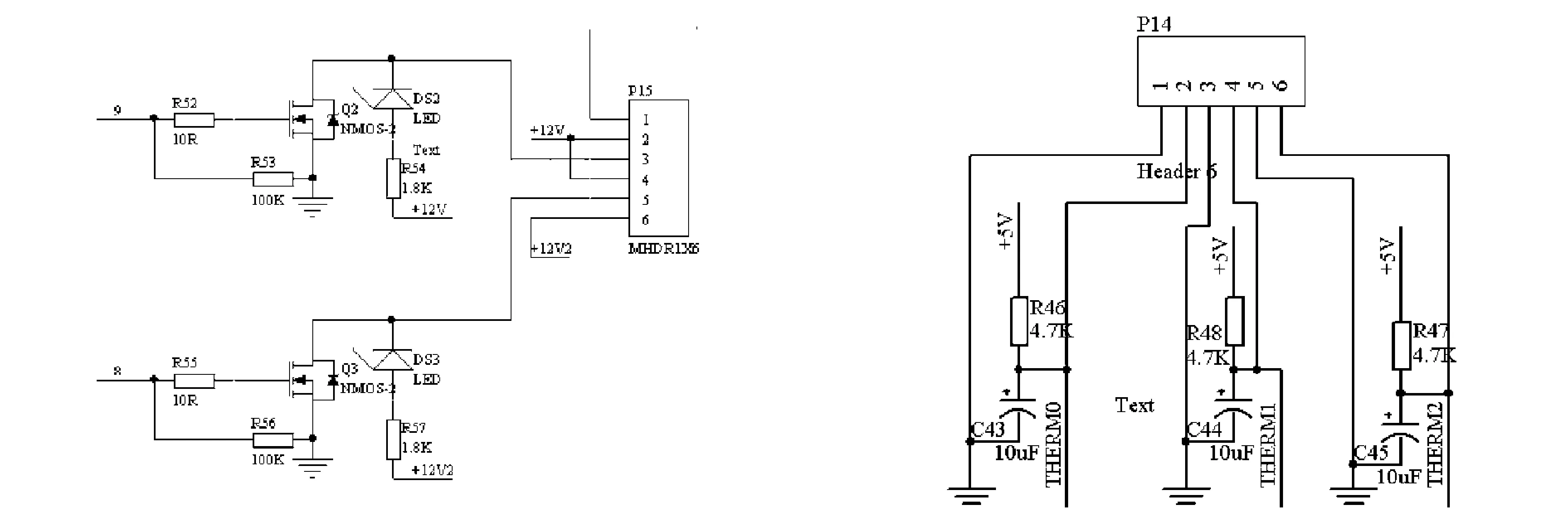
图4 喷头、热床控制电路原理图 图5 测温电路原理图
在图4喷头、热床控制电路中是通过MOS管的导通和截止来打开和关闭加热的。通过打开时间和关闭时间的比值(占空比)开实现温度的升高或者降低。同时加热块内植入热敏电阻,热敏电阻和图5中的电阻组成串联分压电路,分得的电压信号被传送到微处理器的ADC,从而实时采集加热块温度。根据温度调节加热块通电占空比调节加热温度,形成温度PID闭环控制,便于精确控制温度。
2.4USB通讯电路设计
目前USB数据总线已经在各种计算机上得到普及,由于USB接口具有通用、高速、热插拔、即插即用等优点,非常适合在现场数据采集中应用[7]。USB和串口的转换电路USB转串口线,经过MAX232芯片进行电平转换后接在STM32F103 VCT6的串口1上。
3 系统的软件设计
系统进行上电复位后,首先执行系统初始化程序。系统的初始化工作主要实现中断向量表的建立、堆栈初始化、中断系统初始化、IO初始化等操作,这些是设置系统运行的环境。初始化成功后,系统开始使MOS管导通喷头电加热器和热床加热器,同时通过热敏电阻采集实时温度信号,当温度达到预设的工作温度后系统开始运行主程序。
主程序首先进行各功能模块的初始化,完成系统的配置工作。根据控制系统需求,初始化程序主要包括:通过读取上位机设置信息、打印喷头回归原点、定时器初始化等。初始化完成后主程序对上位机传来的G代码进行解析,将G代码中的变量定义成系统变量并转化为步进坐标存放于RAM中以便调用。最后程序进入无限循环服务程序,等待打印命令。直至收到打印命令,按照存取的坐标值驱动三轴电机和挤出电机工作。程序运行过程不断被定时器中断打断,在定时中断服务子程序中进行打印数据实时控制。主程序工作流程图如图6所示。

图6 汽车注塑件3D打印快速成型控制系统软件流程图
4 结 语
本文提出了一款基于STM32微处理器的汽车注塑件3D打印快速成型控制系统,分别介绍了硬件系统和软件系统设计,实验测试证明该系统具有良好的控制精度和稳定性,较好的满足了汽车注塑件3D打印快速成型系统的控制要求。
[1]王飞跃.从社会计算到社会制造:一场即将来临的产业革命[J].中国科学院院刊,2012,27(6):658-669.
[2]曾庆良,万丽荣,熊光楞,等.基于并行工程的产品成本评估系统研究[J].清华大学学报:自然科学版,2003,43(3):406-409.
[3]乔益民,王家民.3D打印技术在包装容器成型中的应用[J].包装工程,2012,33(22):68-72.
[4]王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012,(26):3-5.
[5]吴慧兰.三维打印技术在工业设计模型制作中的应用研究[J].设计,2012,(2):28-29.
[6]肖博,刘祥谋,马海,等.STL格式文件快速分层及填充算法研究[J].机械与电子,2012,(12):20-22.
[7]李晓燕,伍咏晖,张曙.三维打印成型机理及其试验研究[J].中国机械工程,2006,17(13):1355-1359.
Design of 3D Printer Control System for Automotive Plastic Parts
XIE Tong, ZHANG Mi-ya, YAO Jian-fei
(Zhejiang Institute of Communications,Hangzhou 311112,China)
The 3D printer control system for automotive plastic parts is designed according to the demand of the mechanical system.It use ST STM32F103VCT6 microcontroller which is based on ARM Corxtex-M3 high efficiency core to communicate with the host computer, process data, acquisite & convert analog to digital,control the MOS.STM32F103VCT6 also signals the stepper driving IC A4988.It runs a PID algorithm software to precisely control the temperature of the extruder.This paper discusses the main hardware circuit and software realization process of the control system.The system testing shows good performance.
3D printing; rapid prototyping; STM32F103VCT6; stepping motor; PID
2016-04-20
浙江省教育厅科研项目(Y201431097)
谢彤(1979-),男,河北辛集人,讲师,硕士,E-mail:xietong@zjvtit.edu.cn。
TP334.8
A doi:10.3969/j.issn.1671-234X.2016.02.011
1671-234X(2016)02-0049-05
