支架车具的设计改进
2016-11-10谭宏博李欣任晓娟
谭宏博,李欣,任晓娟
(陕西汉德车桥有限公司,陕西 西安 710200)
支架车具的设计改进
谭宏博,李欣,任晓娟
(陕西汉德车桥有限公司,陕西 西安 710200)
∶在传统的机械制造行业中,使用自动化夹具来替代传统手动夹具已成为行业发展的趋势。自动化夹具较高的稳定性及装夹效率,很好的满足了企业提高产品质量和生产效率目的。
∶自动化;夹具;效率
10.16638/j.cnki.1671-7988.2016.09.079
CLC NO.: U468.2+2Document Code: AArticle ID: 1671-7988 (2016)09-228-03
引言
近日,国务院发布了“中国制造2025”发展纲要,为全面提升制造能力指明方向,自动化及智能化的应用程度会越来越高。传统机加行业中产品的加工主要是靠手动夹具进行生产,手动夹具不但装夹效率低下,且工人操作的劳动强度高。自动化夹具的应用能大幅度提升装夹效率,人员在装夹过程中的劳动强度明显减弱。自动化夹具目前常用的主要有液压夹具、气动夹具,通过液压和气动元件来实现产品的定位、夹紧及加工完成后产品推出等系列动作。本文通过一种双联桥用平衡轴支架的夹具改进设计来说明液压夹具的设计。
1、产品零件说明
平衡轴总成的作用是使中、后桥上下跳动的间隙增大,满足车辆在任何路况下行驶,并使得车轮能充分落地,以提供充足的抓地力,保证车辆的正常运行。其中支架是平衡轴总成的重要承力部件,它的加工质量对总成的质量有着直接的关系。
产品零件为重型载重车辆用平衡轴支架,产品实物如图(1)所示。

图1 产品实物图
2、现有夹具存在问题及原因分析
现有夹具加工内容示意图及定位方式见图2。
从图2中得知,零件的加工内容为立式车床加工内孔及端面,保证尺寸φC、L及L1。工件的定位方式为:大底面限制3个自由度,侧底面限制2个自由度,小侧面限制1个自由度。

图2 零件定位原理及加工内容
现有夹具实物见图3,该工装主要存在问题为:
(1)夹具为手动夹紧,工人劳动强度大且夹紧速度慢;
(2)尽管工件定位在理论上限制了6个自由度,但是因为加工切削力及夹紧力的方向等共同因素,工件定位不稳定,产品易发生质量问题,如φC、L及L1超差,造成后续工序加工困难;
(3)夹紧力施加方向易造成工件侧底面定位不可靠,且存在安全隐患。
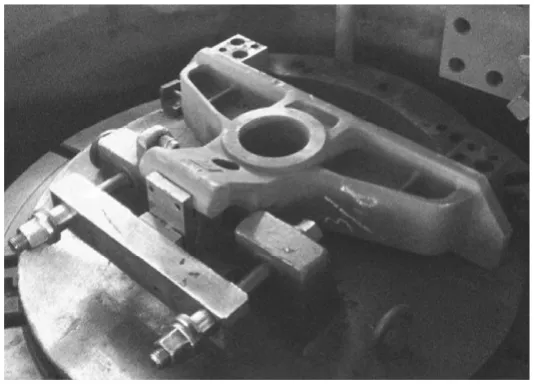
图3 原有工装实物
3、夹具的改进设计
3.1零件的加工内容
由零件的在本工序的加工示意图见图2可知,加工内容为:加工内容为:车端面、粗精镗内孔及倒角,保证尺寸φC、L、L1及C×45°。
3.2夹具改进措施
为了解决原有夹具存在的问题,我们有针对性的做出了如下改进:
(1)新方案采用自动化设计方案,工件的预定位、支撑及夹紧均采用液压为动力,来实现工件的定位及夹紧。夹具使用机床为立式车床,工件与夹具同时旋转,夹具需具备保压功能。
(2)在夹紧上,我们在原有夹具基础上增加了3个夹紧点,使工件获得充足的加持力,以保障工件在加工过程中不出现松动。
(3)在增加了夹紧点之后,工件虽然获得了充足的夹持力,但也增加了工件被压变形的风险,为此我们在悬空的压紧点下布置了相应的浮动支撑来防止工件受压变形。
(4)为了改善工件侧底面定位不可靠的问题,我们减小了测底面的定位面积,应用三点在一个平面上的基本原理,我们设置了三个固定支撑点,设置了1处浮动支撑点来解决该问题。
改进后夹具的定位及夹紧方案示意图见图(4)。

图4 夹具改进方案示意图
3.3夹具应具备的动作
为了实现工件在夹具上的定位及夹紧,工装需要通过三组动作来实现,且各动作之间有先后顺序,才能确保工件被准确定位及夹紧。动作内容及顺序如下:
动作一:工件吊装至工装后,图4中主视图的两处压紧点先动作,实现工件的预定位;
动作二:图4中侧视图的所有浮动支撑撑出,与工件各点接触;
动作三:图4中侧视图的三处压紧点压紧。
3.4夹具中用到的液压元件功能简介
(1)减压阀:减压阀可以用来减压、稳压,将较高的进口油压降为较低而稳定的出口油压,可局部减少回路内部的油压。
(2)顺序阀:顺序阀用于控制同一回路上工件夹紧器与工件支撑器的先后动作。
(3)调速阀:通过调节调速阀可控制该油路的执行元件的速度。
(4)蓄能器:可抑制在切断油压源后因温度变化而引起的回路压力变化,常用于需要具备保压功能的夹具,与保压阀配合使用。有弹簧式及氮气式两种,在本例中选用的为弹簧式。
(5)保压阀:可简单联接双动油缸,并在切断油压源后也能保证较长时间保持夹紧回路压力无泄漏,常与蓄能器配合使用。
(6)夹紧器:有旋转式、杠杆式、直线式等用于工件的夹紧。
常用液压元件以标准化,且有专业的生产厂家供应。需要时可根据实际需求,在各供应商提供的选型样本上选择相应的型号。
3.5夹具的液压原理图
通过液压工装的动作及液压元件的功能,我们绘制出了该夹具的液压原理图如图5。
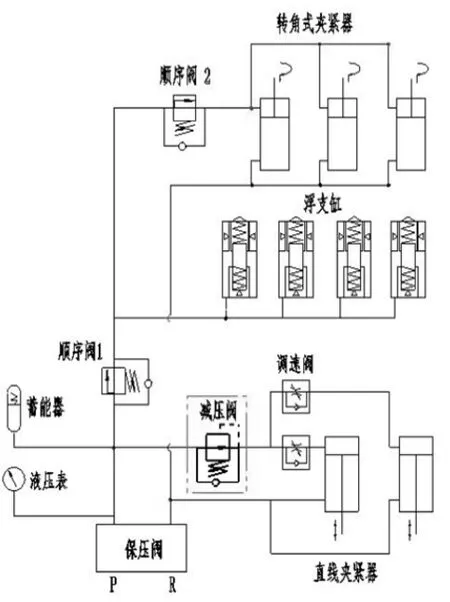
图5 液压原理图
3.6改进后夹具成品验证
我们将改进后的夹具制造完成后进行了验证,制造完成的成品工装见图6所示。

图6 制造完成的成品工装
经过验证,改进后的夹具人员劳动强度明显减轻,装夹效率提高3倍,加工产品检测符合图纸要求。
4、结束语
通过对原有夹具的技术改造来实现夹具的自动化,提高产品质量和效率是一种可行的技术手段,为我们在后续的改进和应用中积累了丰富的经验。
[1] 方昆凡主编.工程材料手册黑色金属材料卷北京:北京出版社2002.
[2] 李铁尧主编.金属切削机床.北京:机械工业出版社,1990.
[3] 毕承恩,丁乃建主编.现代数控机床(上、下册).北京:机械工业出版社,1991
[4] 陈秀宁主编.机械设计基础.杭州:浙江大学出版社,1993.
[5] 樊东黎,徐跃明,佟晓辉.主编热处理工程师手册.北京:机械工业出版社,2004.
[6] 李益民主编.机械制造工艺设计简明手册.北京:机械工业出版社,1994.
[7] 艾兴.肖诗纲主编.切削用量简明手册.北京:机械工业出版社,1994.
[8] 杨叔子主编.机械加工工艺师手册.北京:机械工业出版社,2001.
[9] 赵如福主编.金属机械加工工艺人员手册(第三版).上海:上海科学技术出版社,1990.
[10] 吴岳琨.金属切削原理与刀具.北京:机械工业出版社,1979.
Design improvement of support vehicle
Tan Hongbo, Li Xin, Ren Xiaojuan
(Shaanxi Heavyduty Axle Co., LTD, Shaanxi Xi'an 710200)
In the traditional mechanical manufacturing industry, Using automated jig to replace the traditional manual fixture to become thedevelopment of the industry. Automation equipment of high stability and efficiency of the clamping well satisfy the purpose of the enterprise to improme product quality and production efficiency.
Automation; Fixture; Efficiency
∶U468.2+2
∶A
∶1671-7988 (2016)09-228-03
谭宏博(1983-),男,就职于陕西汉德车桥有限公司宝鸡分公司,主要研究方向工装、模具、非标设备、辅具的设计,工艺过程开发、制造现场的技术服务等。