均匀轧车微油压稳定性控制
2020-12-02王方元池旭帆周惠友陈慧敏
王方元, 池旭帆, 周惠友, 钟 毅, 陈慧敏
(1. 东华大学 a. 机械工程学院, b. 纺织科技创新中心, 上海 201620;2. 上海置道液压控制技术有限公司, 上海 201800)
液压内支撑式均匀轧车是纺织品染整加工过程中的一类关键设备[1]。传统轧车在生产过程中会发生挠曲变形,导致织物幅向轧余率出现偏差。文献[2]研究表明,当织物幅向左、中、右任意两点处轧余率差值大于5%时,将出现边中色差弊病,其难以通过调整工艺消除。液压内支撑式均匀轧车通过向辊腔通入一定量的液压油来补偿轧辊的挠曲变形,以改善辊间线压力分布状况,从而使轧压后织物内部轧液均匀分布,还可根据前后工艺需要调节轧辊轴向带液量,这对于提高织物的染整效果有着重要意义[3]。目前,大多数液压内支撑式均匀轧车采用气控油液调节阀调节辊腔油压,这种气压间接控制油压的加压方式存在油压调节时间长、油压不够稳定的问题。由于轧车依赖手动旋钮调整油压,油压的微量调整较为困难且重现性差[4]。
为提高均匀轧车辊腔油压的稳定性和微调性以满足染整加工要求[5],本文设计了基于LabVIEW虚拟测控平台的微油压稳定性控制系统。
1 控制系统的结构及原理
本文所设计的均匀轧车微油压稳定性控制系统布局如图1所示。整个微油压稳定性控制系统主要由油压控制元件和上位机测控平台组成。

1—控制器;2—上位机测控平台;3—液压源;4—安全阀;5—油压表;6—高速开关阀;7—均匀轧辊;8—油压检测器;9—截止阀;10—油箱。图1 均匀轧车微油压稳定性控制系统布局图Fig.1 Layout diagram of micro-hydraulic stability control system for evenness padder
1.1 油路
均匀轧车工作时,首先需要设定安全阀的压力值,油压从液压源经过安全阀,将输出油压值稳定在2 MPa以内,安全阀的输出端接到高速开关阀,再接到轧车辊腔。利用高速开关阀控制辊腔内油压大小。
1.2 测控
上位机测控平台部分的工作由装有LabVIEW软件的计算机完成,控制执行部分由控制器完成。系统工作时,在上位机测控平台上输入PWM (pulse width modulation)信号的占空比和频率,控制器可根据上位机指令输出高速脉冲,驱动高速开关阀工作,调节轧辊内腔油压。同时,油压检测器将辊腔油压数据传递给控制器,再反馈至上位机测控平台进行数据处理与分析,使油压稳定在一个数值上。均匀轧车油压稳定控制结构简图如图2所示。

图2 均匀轧车油压稳定控制结构简图Fig.2 Schematic diagram of hydraulic stability control for evenness padder
2 系统硬件设计
2.1 数字液压阀
作为油压稳定性控制系统的核心元件,液压阀在很大程度上决定了系统的性能[6]。纺织印染厂生产条件恶劣,对均匀轧车这类使用条件较高的设备缺乏必要的保护措施。考虑到液压系统抗污染、抗干扰、防泄漏的使用需求,本文选择HSV3023S3型二位三通常闭式高速开关阀作为液压控制元件,额定压差为2 MPa,额定流量为3~5 L/min,驱动电压为24 V,脉宽有效调节范围为20%~80%。
2.2 数据采集卡
数据采集卡作为控制系统中的控制执行部分,主要用来完成油压信号采集、控制信号输出等功能。根据采样频率的要求,本系统采用NI公司的USB-6002型多功能数据采集卡[7]。该数据采集卡具有4路差分输入、8路单端输入、13路数字线,最大采样率为50 kS/s,电压测量范围为±10 V,具有数据接口类型多、传输速率快、使用简便等优点。
2.3 固态继电器与直流电源
在该油压控制系统中,由于USB-6002型数据采集卡输出电压与HSV3023S3型高速开关阀的驱动电压不匹配,因此需要选择合适的固态继电器进行配合使用。本文选择WA1-05DD型伍格固态继电器与24 V直流电源,将数据采集卡的输出脉冲转化为24 V脉冲。
2.4 安全阀
由于高速开关阀供油口的油压上限为2 MPa,为保证高速开关阀正常工作,需在油路中添加安全阀[8]。本文选择RV10-20型直动式溢流阀作为安全阀,该溢流阀的最大工作压力为5.517 MPa,工厂额定压力为0.335~4.140 MPa,具有结构紧凑且能对负载变化进行快速响应的特点。
2.5 压力变送器
为实现轧辊内腔油压值的实时检测,在辊腔油压输出端安装油压检测器。油压检测速度与精度将影响微油压控制系统的精度。本文选择CYZZ11型扩散硅式压力变送器作为油压检测器。该压力变送器的模拟量输出为1~5 V(直流电),量程为0~0.4 MPa,稳定性为±0.1% FS (full-scale)/年,温度漂移为±0.01% FS/ ℃。压力变送器的标定曲线如图3所示。
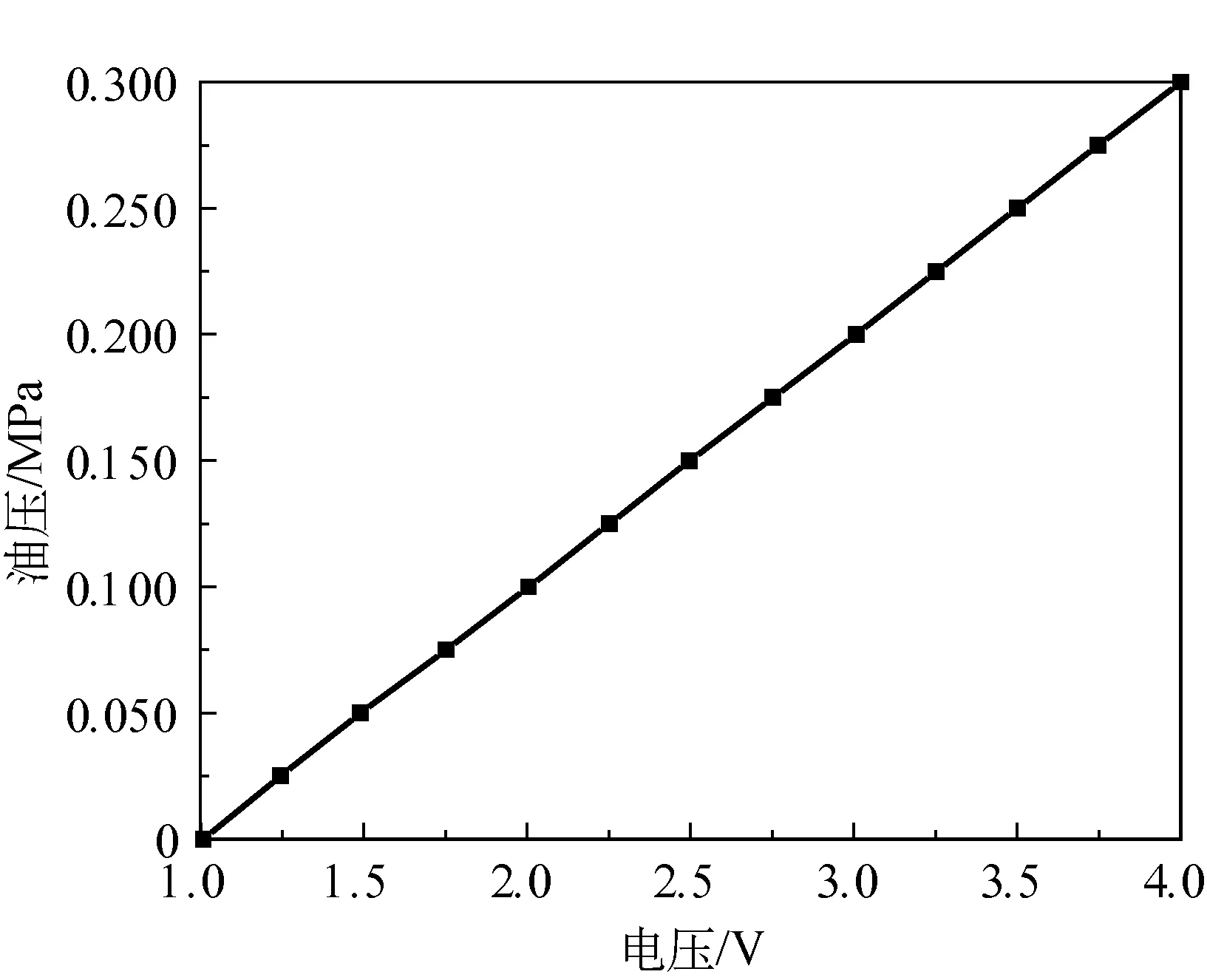
图3 压力变送器标定曲线Fig.3 Calibration curve of pressure transmitter
3 软件实现
3.1 脉冲输出与数据采集
本文选用的HSV 3023S3型高速开关阀由脉宽调制信号控制,驱动电压为24 V,而USB-6002型数据采集卡不具备高速脉冲输出功能,电压输出范围为±10 V。故本节采用数据采集卡的数字量输出功能与固态继电器、直流电源配合使用,可输出电压值为24 V的可变占空比/频率的高速脉冲以驱动高速开关阀工作,调节轧辊内腔油压。脉冲输出源程序[9]如图4所示。
此外,对采样频率、输入电压范围、电压/油压换算关系(图3中的标定曲线)等多个参数进行定义,数据采集源程序如图5所示。
3.2 模糊PID算法控制
本文设计的均匀轧车微油压稳定控制系统以模糊PID算法为控制策略。从PID控制器、模糊控制器两个方面进行模糊PID算法设计[10]。模糊控制器采用模糊逻辑工具箱(fuzzy logic toolkit),该工具箱包含模糊控制器设计及模糊控制器载入两个主要vi(virtual instrument)[11]。完成模糊控制器的搭建后,将其命名为.fs文件,存储于计算机中。然后在程序后面板中将设计的模糊控制器文件与模糊控制器载入.vi相连,模糊控制器的输出端与PID.vi输入端相连,即可完成LabVIEW环境下模糊PID控制器的设计,其源程序如图6所示。LabVIEW中的均匀轧车微油压测控平台如图7所示。

图4 脉冲输出源程序框图Fig.4 Block diagram of pulse output source

图5 数据采集源程序框图Fig.5 Block diagram of data acquisition source program
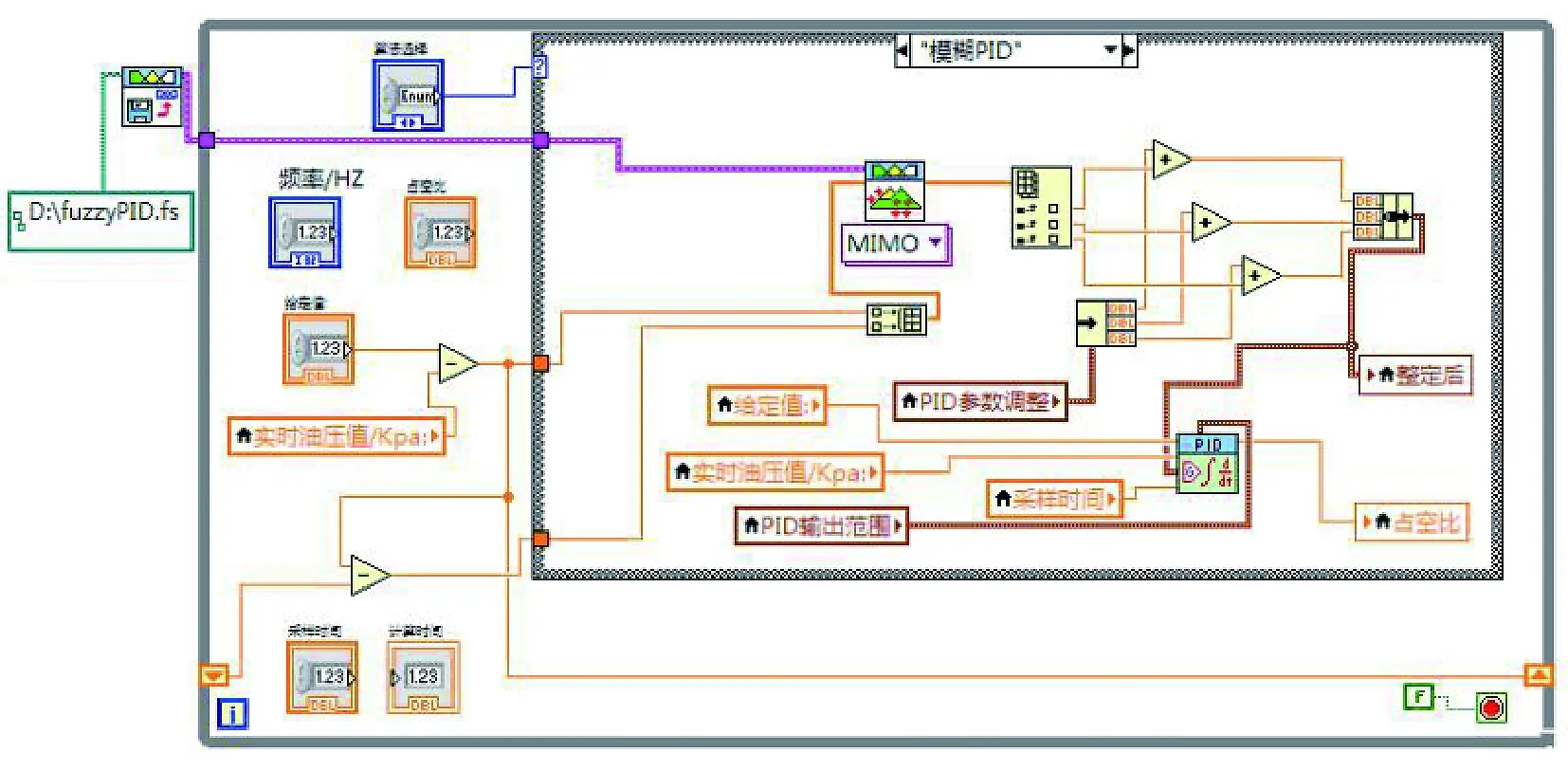
图6 模糊PID源程序框图Fig.6 Block diagram of fuzzy PID source program

图7 均匀轧车微油压测控平台Fig.7 Micro-hydraulic measurement and control platform for evenness padder
4 系统应用
4.1 油压稳定性测试
在MH552CF-180型均匀轧车上对本文所设计的控制系统进行油压稳定性验证。根据该轧车的工作范围,设定气压为0.200 MPa、辊腔油压为0.140 MPa。采集5 min内油压数据,均匀轧车改造前油压控制方案与本文油压控制方案的统计结果如图8所示。当预设油压为0.140 MPa时,改造前与改造后系统的油压:平均值分别为0.138和0.141 MPa,表明改造后系统油压更接近预设值;极差分别为0.002 3和0.001 2 MPa,表明改造后系统油压波动范围更小;方差分别为1.13×10-6和3.01×10-7,表明改造后系统油压整体更稳定。由此可见,改造后系统控制方案的油压稳定性更好。

(a) 改造前

(b) 改造后
4.2 油压微调性测试
在均匀轧车上进行油压微量调节试验。在气压固定条件下,每隔1 min油压改变0.010 MPa,记录油压数据。气压为0.200 MPa时,油压递增和递减时的时间响应曲线如图9所示。由图9可知,在油压允许的调节范围内,本文所设计的控制系统响应时间短,超调量均小于0.002 MPa,且油压的调整量达到均匀轧车压力指示牌上的最小分辨率,可满足工艺研究与实际生产的要求。

(a) 油压递增

(b) 油压递减
5 结 语
本文针对均匀轧车辊腔的油压微量调整和稳定控制的生产需求,结合高速开关阀和上位机测控平台的优势,搭建均匀轧车微油压控制系统软、硬件试验平台。相比以往的油压控制方案,该控制系统结构简单、可靠性好,且控制精度出现显著提升,能够通过模糊PID控制器实现最小分辨率为0.010 MPa的微量调节。
