分子泵整机装配工艺过程的综合评价*
2016-11-04马绍兴何朝晖张日升吉方杨川贵
马绍兴,何朝晖,张日升,吉方,杨川贵
(中国工程物理研究院 机械制造工艺研究所,四川 绵阳 621900)
分子泵整机装配工艺过程的综合评价*
马绍兴,何朝晖,张日升,吉方,杨川贵
(中国工程物理研究院 机械制造工艺研究所,四川 绵阳621900)
分子泵的装配顺序对分子泵的运行情况和抽气性能具有较大影响,为了优化分子泵装配工艺,需要综合考虑装配操作方便性、装配精度保证性、工艺简单性和装配可行性等影响分子泵装配的因素,通过装配序列的综合评价方法,建立装配序列评价模型,获取最优的装配序列,从而在最优装配序列的指导下,优化装配工艺流程并设计专用装配装置,提高分子泵装配效率和质量稳定性。
综合评价;装配序列;装配装置;装配效率和稳定性
0 引言
高速小型复合分子泵是一种获取高真空的精密仪器[1],结构紧凑,是质谱设备等仪器的核心部件。由于高速小型复合分子泵最高转速可达90000r/min,装配质量会直接影响分子泵的运转性能和可靠性,装配前需要对装配工艺过程进行规划。
对分子泵整机装配工艺过程的综合评价[2-3]可以为装配规划提供参考依据,从而获得最优的装配序列。装配序列的评价方法有很多,如可视化评价[4]装配顺序的方法,基于熵权与模糊集的综合评价[5]方法,最优有序参考集确定隶属度[6]的计算方法,装配序列的模糊综合评价过程的实现方法[7]和有向图[8-9]的活动序列相似度的计算方法等。
在装配序列评价的基础上,本文增加考虑装配工艺过程中涉及到的装配力、装配工装、精度检测等的评价,通过综合评价指标的定量分析和装配过程的模糊评价,选出最优装配序列,为分子泵整机装配提供参考依据。
1 综合评价指标的划分
高速小型复合分子泵整机由22个零部件组装而成,主要包括转子、底座、泵壳、叶片、高速轴承组件、牵引槽筒等的装配。组装过程涉及到不同预紧要求的螺纹连接、弱刚性薄壁件的交错装配、强磁性脆性零件的互斥装配、多级螺旋叶轮的柔性支撑,电机转子与定子的同轴装配等,如图1所示。

图1 分子泵装配示意图
由于牵涉的零件数目和装配环节较多,为了保证装配质量和装配效率,需要对装配操作方便性、精度保证性、工艺简单性和装配可行性4个一级指标进行评价,4个指标又可根据上述工艺过程的特点划分出16个二级指标,指标的划分情况如图2所示。
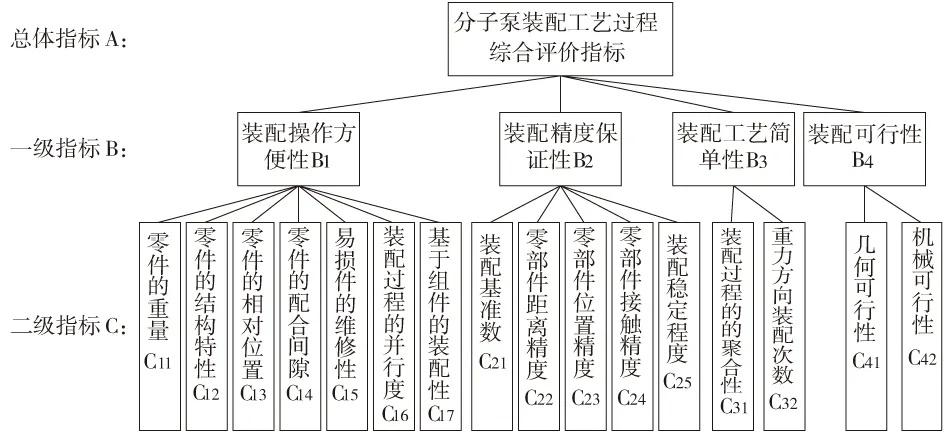
图2 分子泵装配综合评价指标划分图
装配操作的方便性是指单个零件(以组件形式进行组装的按单个零件计算)是否便于装配操作的顺利进行,考虑到分子泵零件的重量差异、结构复杂程度、配合间隙、反复拆装难易程度等梳理出了7个二级指标。通过合理的选择单个零件的装配顺序,提高装配操作的方便性可以提高装配效率。
装配精度保证性是指装配过程中涉及到的装配精度检测和调整。根据影响分子泵装配的影响因素,如转子和定子的同轴度、支撑座和底座的相对位置等梳理出了5个二级指标。合理的装配序列可以对装配精度进行合理控制,减少辅助装配工装夹具的使用,从而减少装配时间和装配成本[10]。
装配工艺简单性是指装配工艺过程中装配工艺的复杂程度,复杂程度影响装配的连续性。梳理出装配聚合度和重力方向装配次数2个二级指标,可以保证相似装配集中进行,避免重复定位,从而提高装配效率。
分子泵装配需要专用工装和工具保证装配质量,故装配可行性包括几何可行性和机械可行性2个二级指标,通过分析可以解决装配过程中发生的零件和零件、零件和工装工具的干涉问题,排除无法装配的序列,得到可行的装配序列。
2 综合评价指标的计算
通过对装配序列的综合评价指标进行定量计算,可以对装配序列进行可靠的评价,筛选出适合装配工艺要求和约束条件的最佳方案。通过层次分析法求解出所有指标的权重,通过隶属度的计算方法获得并行度、聚合性和装配可行性指标的隶属度,最后通过基于最优参考集的计算方法获得其他指标下装配序列的相似度,从而对分子泵的装配工艺过程进行综合评价。
2.1评价指标的权重计算
层次分析法[11-12]是一种常用的评价指标权重的计算方法,通过计算将多个评价指标转化为一个反映综合情况的定量评定值。通常装配序列的模糊综合评价值可以表示为:
(1)
其中:ωi为一级指标权重,ωij为二级指标权重,fij为各指标的隶属度,Mi为一级指标的模糊综合评价值,M为整体评价值,i=1,2,3,4;j=1,2,…,16。
2.2隶属度计算
(1)装配并行度的隶属度:并行装配的零件数越多,装配时间越短,并行度越好。装配并行度及其隶属度可以通过式(1)进行定义:
(2)
其中:PD为装配的并行度,fC16为装配并行度的隶属度,p为装配序列中可进行并行操作的次数,tm1和tm2为第m个并行装配中,并行分支1和分支2所用的装配时间(m=1,2,3,…,p),PPm1和PPm2为第m个并行装配中,并行分支1和分支2的零件总数,N为零件的总数。
(2)聚合性的隶属度:聚合性指标可以利用同一类装配作业在装配序列中连续完成次数的平均值来衡量,故隶属度的计算公式如下:
(3)
其中:Nall为装配序列中装配作业的总数,Nm为序列中第m中装配作业连续完成的次数,r为序列中装配作业类型的数量。
(3)可行性的隶属度:可行性评价主要是针对装配过程中干涉的零件(工具)个数的统计,干涉零件(工具)越少装配可行性越好,可行性隶属度可以定义为:
(4)
其中:x为装配过程中发生干涉的零件(工具)个数,N为零件(工具)的总数。
2.3装配序列相似度计算
装配序列相似度是指在每一个单独的评价指标下,按照各自的评判标准,分别建立的最优参考序列与待评价序列的相似程度。获取最优参考序列相似度的方法如下:




Step1:初始设定k=0,s=0;
Step3:k=k+1;如果k≤n,则跳转到Step2;
Step4:计算序列P′的装配相似度为:
(5)
3 在分子泵整机装配的应用
以自主研制的63mm口径高速小型复合分子泵的整机(图3)装配为例,对4种理论可行的装配序列进行评价。
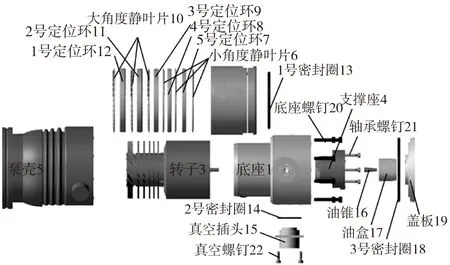
图3 分子泵整机装配模型
根据分子泵整机的构成特点,规划了如图4所示的4个典型的装配序列,理论上,这4种装配序列均可以满足整机的装配。其中装配序列a和b为串行的装配方法,按照“由里到外”的装配顺序进行装配,装配序列c和d为并行装配,c先以底座1为装配基准,完成支撑座4、真空插头15、盖板19等的装配,以泵壳5为装配基准完成转子3、静叶片、槽筒2等的装配,最后只完成底座和泵壳的对接,d仅以底座1为装配基准,其余零部件通过并行支线装配成为组件后再往底座上组装。
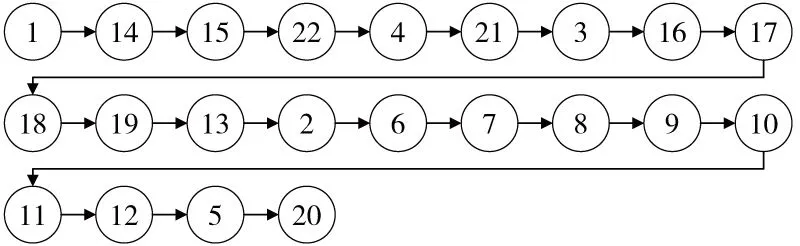
(a)装配序列a

(b)装配序列b
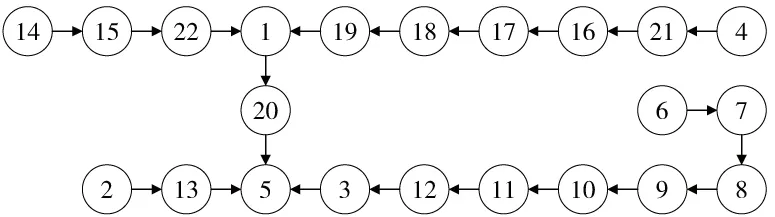
(c)装配序列c

(d)装配序列d
3.1分子泵整机装配评价指标计算
根据各级指标对分子泵整机装配质量影响的重要程度,利用层次分析法分别确定4个一级指标和二级指标的权重。
同理,二级指标的权重分别是:



根据各指标权重、隶属度的计算公式,可以得到如表1所示的评价指标相关评价参数的计算结果,表中最优参考集S为在每个评价指标下,分子泵整机的最优装配顺序,但并不一定是可行的序列,将规划4条理论可行的装配序列Sa~Sd与最优参考集进行相似度的比较,各指标下的相似度越高,装配序列越优良。

表1 装配序列a~d的相似度计算表

续表
3.2讨论与实践
通过公式(1)和表1可得,装配序列a~d的综合评价结果依次为:Ma=0.62937,Mb=0.60601,Mc=0.77963,Md=0.81323。
由评价结果可知:Mb 根据装配序列d设计了一套分子泵的集成化装配装置,如图5所示。根据装配序列d将装置划分为6个工位,包括转子组件装配工位、底座组件装配工位、泵壳和支撑座组件装配工位、整体对接工位、转子动平衡工位和三坐标自动检测工位。工位上设置压装机构、精度检测机构和定力矩预紧机构,工位间采用自动物料传送机构进行物料传送,通过基于装配序列d的集成化装配装置,将装配效率从4台/天提高到了20台/天,转子等的装配精度,如同轴度从0.05mm降低到0.02mm,所有的泵均能稳定运转到转速90000r/min,满足使用要求。 图5 多工位并行集成化装配装置示意图 装配序列的综合评价能够定量、快速、准确的获得复杂产品较优的装配序列,以最优装配序列为依据,可以获得更合理的装配工艺流程用以指导装配,并在装配工艺的基础上,设计出专用的高效、自动化的装配装置,从而提高装配效率,保证装配质量。 [1] 朱建平,陶继忠. 分子泵叶轮装配过盈量设计与应力分析[J]. 真空,2013(2):8-9. [2] 曹鹏彬,曹立峰. 齿轮泵装配过程的综合评价[J]. 武汉工程大学学报,2012,34(4):47-52. [3] 张刚,侯强,李火生,等. 复杂结果产品装配序列评价方法研究[J]. 机械设计与制造, 2007(1): 132-134. [4] HU D, HU Y, LI C. Mechanical product disassembly sequence and path planning based on knowledge and geometric reasoning [J]. The International Journal of Advanced Manufacturing Technology, 2002, 19: 688-696. [5] 周开俊,李东波,许焕敏. 一种产品装配序列的评价方法[J]. 计算机集成制造系统, 2006, 12(4): 563-567. [6] 张嘉易,王成恩,马明旭,等. 产品装配序列评价方法建模[J]. 机械工程学报,2009,45(11):218-224. [7] 李磊,魏生民,张军波,等. 装配序列的模糊综合评价[J]. 中国机械工程, 2003, 14(18): 1606-1609. [8] 王孝义,张友良,张帆. 装配序列评价研究[J]. 中国机械工程, 2005, 16(13): 1165-1169. [9] 黄学良. 求解三维装配几何约束闭环系统的约束变换方法[J]. 工程设计与力学环境, 2013(1): 1-8. [10] 崔小龙,刘新华,宋国民. 基于子装配的装配序列规划方法研究[J]. 组合机床与自动化加工技术, 2012(5): 78-85. [11] 赵焕臣. 层次分析法-一种简易的新决策方法[M]. 北京:科学出版社,1986. [12] 刘英,杨雷,赵元新. 机械产品装配序列评价方法的研究[J]. 组合机床与自动化加工技术, 2006(11): 85-87. (编辑李秀敏) Comprehensive Evaluation of Assembly Process of Molecular Pump MA Shao-xing, HE Zhao-hui, ZHANG Ri-sheng, JI Fang, YANG Chuan-gui (Institute of Mechanical Manufacturing Technology, China Academy of Engineering Physics, Mianyang Sichuan 621900, China) The assembly sequence of molecular pump makes great effect on the operating and pumping performance the pump. In order to achieve the optimal assembly process of molecular pump, the convenience of operations, the assurance of the assembly accuracy, the simplicity of the process and the feasibility of assembly must be considered, and the evaluation model of the assembly sequence is built by using the comprehensive evaluation method. The optimal assembly sequence of the pump is calculated by the model and it can be applied to optimize the assembly process and to design a set of assembly equipment, so the study can be used to guarantee the assembly efficiency and the quality of the pump. comprehensive evaluation;assembly sequence;assembly equipment;assembly efficiency and quality 1001-2265(2016)09-0145-04DOI:10.13462/j.cnki.mmtamt.2016.09.042 2016-05-24 国家重大科学仪器设备开发专项资金资助(2013YQ130429) 马绍兴(1987—),男,四川双流人,中国工程物理研究院机械制造工艺研究所工程师,硕士,研究方向为精密装配与测量,(E-mail)franckmars@163.com。 TH162;TG506 A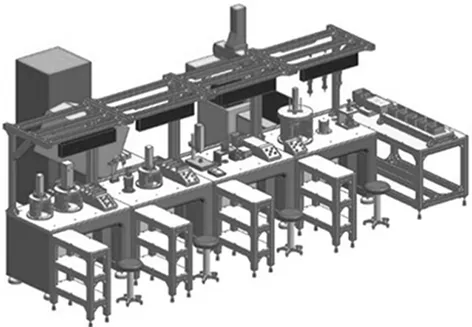
4 结论
