基于球杆仪检测VDL1000加工中心精度及修复的研究
2016-11-04王凤娟
王凤娟
(三门峡职业技术学院 机电工程系,河南 三门峡 472000)
基于球杆仪检测VDL1000加工中心精度及修复的研究
王凤娟
(三门峡职业技术学院 机电工程系,河南 三门峡 472000)
基于QC20-W无线球杆仪的误差检测理论,对VDL1000加工中心工作台上的3个不同位置实施精度检测与分析,通过数据采集与分析并寻找出了影响该机床精度的主要因素,分析了这些误差产生的原因以及对机械零件加工精度的主要影响,并提出了相应的解决措施,进行精度修复。
加工中心;无线球杆仪;精度检测;误差分析
0 引言
我院VDL1000加工中心经过多年的使用后,机床精度严重失准,存在加工零件精度不合格,尺寸误差比较大,严重影响零件的生产和加工。为恢复加工中心的加工精度,提高零件加工质量,作者对国内外相关资料进行查阅和研究。目前,对机床加工精度检测的方法比较多,可以使用传统的步距规检测法、表测法和试切法等,但是都具有一定的局限性,而且检测的精准度相对较低,工作效率也相对低。随着科技发展,球杆仪作为现代检测工具,越来越被广泛的使用。
本文主要采用无线球杆仪对VDL1000加工中心的加工精度进行实施检测,通过采集无线球杆仪的伸缩杆长度数值变化,分析出该加工中的各项主要误差,寻找出机床精度失准的原因,并对该机床进行修复。
1 VDL1000加工中心的综合误差
VDL1000加工中心的坐标系统是三坐标轴,物体沿某一坐标系进行运动时,其运动会产生6个自由度,如图1所示。X、Y、Z轴的3个坐标位置,每个轴具有1个转动误差和1个直线度误差。因此,三轴加工中心的3个坐标轴方向上共有18项误差分量,再加上3个轴间的3个垂直度误差,共计有21项几何误差量。

图1 某轴的误差量
2 制定球杆仪的测试方案与安装
VDL1000加工中心是Fanuc系统,大连机床厂生产于2009年,已经在我校使用7年。目前该机床的加工精度降低,不能满足加工要求,如孔的圆度不合格等问题。
基于上述问题,制定如下测试方案。
(1) 对加工中心3个不同的坐标位置进行数据采集;
(2) 先进行G02运行,在进行G03运行;
(3)只对机床的X、Y平面进行检测。
基于球杆仪的测试原理,对该机床进行精度检测,其安装如图2所示。球杆仪的一端与加工中心工作台上的磁性精密球座相连,另一端与加工中心主轴上的磁性球座相连。使用雷尼绍20软件的快速检测模式对加工中心X、Y平面进行圆周误差测试。

图2 球杆仪在加工中心的安装图
测试参数如下:
(1)球杆仪的检测长度为100mm,起始角度为00,终止角度为3600,跃程为1800,运行1为顺时针方向,运行2为逆时针方向;
(2)球杆仪运行时的进给率为F1000 mm/min;
(3)加工中心工作台的行程为1020×560mm。
3球杆仪检测加工中心的误差与分析及精度修复
(1)球杆仪检测加工中心的综合误差
首先,预热加工中心,空运转1小时;
其次,检查机床XY平面上3个点位置,其各检测点的坐标位置分别为(820mm, 280mm)、(510mm, 280 mm)、(200mm, 280mm);
最后,检测综合误差结果如图3、图4、图5所示。

图3 坐标(X820mm,Y280mm)的测量数据

图4 坐标(X510mm,Y280mm)的测量数据
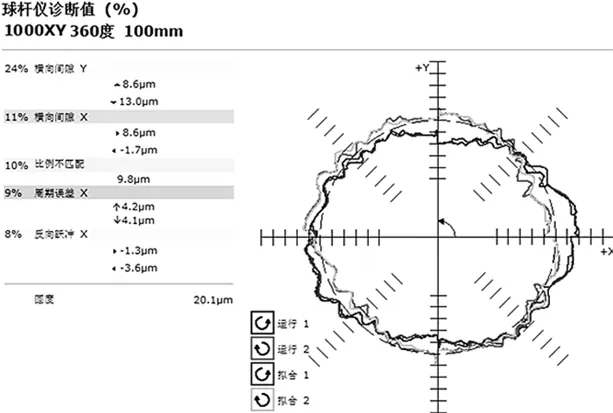
图5 坐标(X200mm,Y280mm)的测量数据
(2)加工中心的综合误差分析
通过上述测量数据,可以分析出影响加工中心精度的主要误差,如表1所示。其主要误差项及所占总误差的百分比,依次为X轴的周期误差,Y轴的反向跃冲,X轴的横向间隙,Y轴的横向间隙。

表1 主要误差项及所占总误差的百分比
(3)加工中心的精度修复
首先,对影响加工中心精度的主要误差项进行分析。其次,检查X轴和Y轴的滚珠丝杠和机床导轨,发现X轴滚珠丝杠的螺纹有严重磨损,Y轴的机床导轨中存在间隙,Y轴驱动电机的扭矩不够。最后,更换X轴滚珠丝杠,同时不但调整了滚珠丝杠与位置反馈系统安装的偏心,还对应式传感器进行了调整,以消除X轴的周期误差;调整了Y轴机床导轨的间隙,以消除X、Y轴的横向间隙,防止插补切削时加工的孔不圆;更换Y轴驱动电机,以消除Y轴的反向跃冲,使之某一方向运动后,再进行反方向移动时,避免出现短时的停顿及不平稳的运动,从而解决了圆弧插补时刀具路径时能够圆滑过渡。
4 再次检测加工中心精度
经过上诉修复后,使用球杆仪对加工中心进行检查,其误差项及数据如表2所示,其主要误差项及所占总误差的百分比,依次为X轴的周期误差,Y轴的反向跃冲,X轴的横向间隙,Y轴的横向间隙,其数值都有所下降,同时提高了该机床的加工精度。虽然Y轴的反向跃冲所占的百分比稍大,但是已不影响加工。垂直度误差数值下降较少也可以忽略不计,因为两轴的夹角小于900,说明该加工中心并没有产生过度磨损。

表2 主要误差项及所占总误差的百分比
5 结论
通过使用QC20-W无线球杆仪快速地诊断VDL1000加工中心的精度,依据测量数据,分析出影响机床精度的主要方面,并对其进行更换部件和调整,实现了机床精度的修复,进一步提高了零件的加工质量。检测数据的正确性和修复机床精度方法的有效性。于是凸显了使用现代测量手段作用,不但能够实现快速而且准确地检测出机床的加工精度,提高工作效率和生产效率,同时为广大同行提供了可借鉴的操作方案。
[1] 李继中.一种简易的数控机床精度检验方法[J].组合机床与自动化加工技术,2010(5):60-62,67.
[2] 陈金英.球杆仪对数控机床切削参数的优化[J].机床与液压,2013,41(20):41-42.
[3] 李继中.数控机床螺距误差补偿与分析[J].组合机床与自动化加工技术,2010(2):98-101.
[4] 陈金英,史利娟.基于球杆仪检测与分析XK714数控铣床的精度[J].煤矿机械,2013,34(4):99-100.
[5] 姚雨良,赵飞,张东升.基于球杆仪的空间误差测量分析方法研究[J].组合机床与自动化加工技术,2011(8):72-75.
[6] 朱赤洲,陈蔚芳,赵鹏,等.数控机床三维空间误差建模及补偿技术研究[J].组合机床与自动化加工技术,2012(4):16-19,24.
[7] 陈金英.基于BV75数控铣床热误差的检测与分析[J].组合机床与自动化加工技术,2015(4):101-103,114.
[8] 李继中.数控机床螺距误差补偿与分析[J].组合机床与自动化加工技术,2010(2):98-101.
[9] 张曙,张浩,朱志浩.机床数控技术的发展现状与趋势[J].组合机床与自动化加工技术,1993(1):2-14.
[10] 曹永洁,傅建中.数控机床定位精度检测方法比较[J].组合机床与自动化加工技术,2006(11):60-62,71.
[11] 胡秋,何东林. 数控机床电主轴单元热-结构特性动态分析[J].组合机床与自动化加工技术,2006(12):5-7.
[12] 刘飞,梁霖,徐光华,等.基于动态测量模型的圆度误差分离方法研究[J].组合机床与自动化加工技术,2012(12):92-95,98.
[13] 刘焕牢,李斌,师汉民.基于球杆仪数控机床误差补偿方法研究[J].工具技术,2003,39(8):41-43.
[14] 陈金英. 加工策略对叶轮曲面加工质量和效率的影响[J]. 机床与液压,2013,41(4):38-39,49.
[15] 杨建国,姚晓栋. 数控机床误差补偿技术现状与展望[J].航空制造技术,2012(5):64-71.
(编辑李秀敏)
Based on the Ball-bar Detection VDL1000 Precision Machining Center and the Study of Repair
WANG Feng-juan
(Department of Mechanical & Electrical Engineering,Sanmenxia Polytechnic,Sanmenxia Henan 472000, China)
The principle of error detection based on the QC20-W ball-bar, the VDL1000 machining center different locations were detected. We can find out the main factors to influence the geometric accuracy of CNC machine tools. The error producing reasons and influence for machining precision were analyzed , the solving measurements also proposed and repairing the restoration of the VDL1000 machining center.
machining center;radio club;accuracy detection;error analysis
1001-2265(2016)09-0143-02DOI:10.13462/j.cnki.mmtamt.2016.09.041
2015-10-22;
2015-11-13
王凤娟(1984—),女,河南鹿邑人,三门峡职业技术学院讲师,硕士,研究方向为机械设计与制造,(E-mail)3296460136@qq.com。
TH166;TG659
A
