基于软PLC的多位置分度式弹夹送料装置的设计
2016-11-04孙立琴
孙立琴,王 磊,王 璇
(大连豪森设备制造有限公司 a.经营部;b.机械设计部,辽宁 大连 116036)
基于软PLC的多位置分度式弹夹送料装置的设计
孙立琴a,王磊a,王璇b
(大连豪森设备制造有限公司 a.经营部;b.机械设计部,辽宁 大连116036)
为了提高传统油封送料过程中的自动化程度,提出了一种多位置分度式弹夹送料机构,该机构实现了将油封(或类似工件)自动输送与压装到对应工位。文章重点介绍了该装置的结构、工作原理和控制系统的设计与实现,采用了基于西门子工控机IPC677的新型的软PLC控制方式代替传统PLC,实现了整个油封送料过程的自动化。该机构整个工作稳定可靠,有效地解决了传统送料方式对人力物力资源的浪费,大大提高了生产加工的效率,有效地增加了企业收入。
送料机构;多位置分度式;油封;软PLC
0 引言
随着我国汽车制造、装配业的逐步发展,对发动机生产加工过程中的自动化程度的要求也越来越高。发动机零件如油封在进行加工装配作业前的送料工序很大程度上影响着整个装配线的效率。传统的手工送料方法,定位精度差,延长了生产周期,大大地降低生产加工产品的加工节拍,严重的影响工作效率。现有自动送料机构大多用于冲压生产,并使用专用多工位压力机和其自带的多工位送料装置配套使用来实现加工制造过程中的送料与加工,其自动送料机构存在专有性强、通用性差、投资大、生产柔性差等缺点[1-3],无法适用于发动机零件如油封的加工装配过程中的自动送料。
本文提出一种多位置分度式弹夹送料机构,能够让操作人员在一次性大量上料后,自动完成送料工作,有效地解决了当前发动机油封装配过程中手工作业造成的人力物力的浪费,加快了生产加工的节拍,提高了生产加工的效率和柔性,并适用于其它相关领域零件的自动送料动作,具有很好的推广应用价值。
1多位置分度式弹夹送料机构组成与工作原理
多位置分度式自动送料机构根据其送料方式大致可分为以下3类:机械送料、电子送料和组合式送料[4-5]。组合式送料系统融合了机械和电子送料的优点被广泛使用,本文提出的多位置分度式弹夹送料机构包括:机架1,电机2,转盘3,料架4,推送装置5,推送气缸6推送杆7,出料口8,翻板9,挡条10,机械手11,具体结构如图1所示。
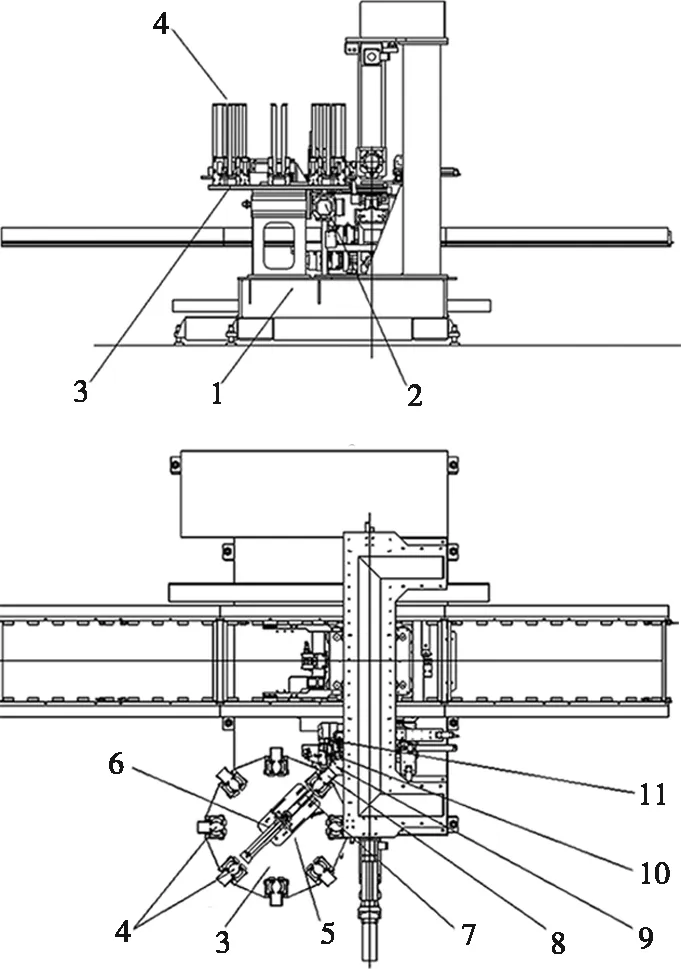
1.机架 2.电机 3.转盘 4.料架 5.推送装置 6.推送气缸
多位置分度式弹夹送料机构的特征在于:一个作为基础的机架1,机架1上设置有转盘3,转盘3能够在旋转电机2的驱动下进行转动,转盘3的外圆周上均匀分分布有多个料架4,这些料架4纵向设置,其内可以叠摞的防止多个物料(如油封),转盘3的中心处设置有推送装置5,推送装置5包括一个推送气缸6,推送气缸6的工作端上设置有推送杆7,推送杆7的端头部分与料架4的底端相配,料架4的底端开设有出料口8,机架1上设置有与出料口8位置相配的翻板9,翻板9通过翻转气缸进行控制,并能够翻转90°,并且在翻板9上远离料架4的一侧还设置有挡条10,机架1上还设置有与翻板9相配的机械手11。
多位置分度式弹夹送料机构能够一次性存储大量物料的结构,它能够将这些物料逐个的运送到翻板上,并由与翻板相配的机械手将工件移送至加工工位,这样操作人员就可以根据每天所需工件的具体数量,在每天开始工作时将足量的待安装工件放置到本装置中,之后全天的送料工作既能够自动完成,让工人避免长时间的枯燥重复劳动,而且还能够提高生产效率,为企业带来更大的利润。因此可以说它具备了多种优点,特别适合于在本领域中推广应用,其市场前景十分广阔。
工件为发动机上的油封,零件图如图2所示,经出料口8由推送杆7推出的油封进入输送带,为之后将其压装到发动机缸盖上做准备。本设计中工件为油封,对于其他类似零件也可以使用本设计。

1.油封 2.发动机缸盖图2 发动机缸盖及油封示意图
多位置分度式弹夹送料机构的工作过程如下:在实施将油封压装到发动机上的工作之前,首先将多个油封一次性的放置到多个料架4上,然后开启本机构,本机构的推送装置5开始工作,推送气缸6驱动推送杆7伸出,将与其对应的料架4上最底端的油封推出,油封通过出料口8后运动至翻板9上,此后推送杆7回收,料架4上其余的油封自然落下,等待下一次推送杆7的推出动作;油封来到翻板9上之后,翻板9在翻转气缸的带动下翻转90°,让油封从水平状态翻转至竖直状态,在竖直状态下,翻板9上的挡条10恰好位于油封下方,防止油封从翻板9上滑落,此时机械手11移动过来将油封抓取并移送至压装工位上进行压装;上一个油封压装完成后,上述动作重复进行一次,机械手11中心抓取下一个油封进行压装操作;一个料架4上的油封全部使用完毕后,旋转电机2驱动转盘3转动一定角度,让下一个装满了油封的料架4运动至与推送装置5相配的位置,重复上述动作;如上反复操作,直至所有料架4上的油封全部使用完毕。
操作人员可以根据每天所需加工的油封的量,一次性将对应数量的油封放置到料架4内,这样就免除了频繁运送油封所产生的重复劳动。

1.挡条 2.机械手 3.转盘 4.料架 5.推送装置
2 控制系统的设计
本文中的控制部分基于新型的软PLC技术,其中软PLC包括CAN通信模块、CPU单元、存储器模块、电源模块和输入输出模块等,其硬件支撑平台为较为通用的PC机,既继承了传统的PLC高速度、高性能、高可靠性的优点,又融入了PC机高通用性和很好地兼容性等特点,并且基于IC31131国际标准的制定,能很好地解决传统PLC产品之间互相不兼容、技术专有性强,编程方式差别较大的问题[6-8]。软PLC的控制架构同传统PLC的控制架构不一样,如图4所示。
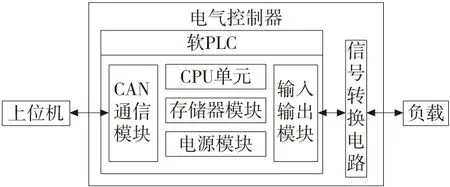
图4 电气控制器结构
本文设计的控制系统的硬件结构图如图5所示,软PLC中的西门子工控机IPC677包含若干个西门子PC477模块,具有现场编程调试、现场监控等功能。PC477下位设有若干ET200s模块,ET200s的输入输出模块用来控制转盘以固定角度转动、控制气缸推动推送杆伸出与回收等动作[9-10]。

图5 控制系统硬件结构图
为了实现多位置分度式弹夹送料机构的自动控制,在推送杆对应的料架位置处设置一个压力传感器和计数器。多位置分度式弹夹送料机构的控制流程图如图6所示。当多位置分度式弹夹送料机构的控制系统上电后,控制系统首先检测整个系统是否处于正常工作状态,如果系统状态异常,自动重启。当检测系统正常工作后对系统内的计数器数据进行初始化。压力传感器通过检测料架的受力判断当前料架上是否还有工件需要推送,计数器用来记录压力传感器没有压力的料架的个数,定义为无压力次数(即空料架的个数)。系统初始化完成后,首先检测压力传感器数据,判断当前料架上是否有油封需要推送。若检测到料架上有工件,则控制推送机构推送工件,并返回上一步工序继续检测;若检测到压力传感器上没有数据,则将计数器的数据“i”加1,并判断数据“i”的大小。若“i”<8,表明还有料架上的工件没有进行推送,此时控制机构转动料架的转盘,并继续推送工件,返回上一步进行压力传感器压力检测;如果“i”等于8,则表示无压力次数达到8次,表明所有料架均为空料架,机构料架上所有工件推送完成,机器自动停止,等待工人一次性上料或停机,至此完成整个机构工件的推送。

图6 软PLC程序流程图
3 结束语
本文设计了一种多位置分度式弹夹送料机构,搭建了基于西门子工控机IPC677的控制平台,使用新型的软PLC控制技术对整个工作过程进行控制,整套工作系统稳定可靠,实现了对油封(或类似工件)的自动送料与压装,该机构有效地解决了传统送料机构对人力资源的浪费,减短了生产周期,提高企业利润。
[1] 臧希喆,程凤兰,赵杰. 一种嵌入式多工位压力机送料机构控制系统[J]. 黑龙江科技信息,2011(24):20-21.
[2] 陈晓斌,段海峰. 冲床自动送料机构设计[J]. 装备制造技术,2012(8):50-51,56.
[3] 罗云华,张祥林,张颖,等. 多工位自动送料系统的送料机构设计与运动分析[J]. 锻压技术,2004(4): 54-57.
[4] 南雷英,戚春晓,孙友松. 冲压生产自动送料技术的现状与发展概况[J]. 锻压装备与制造技术,2006(2):18-21.
[5] 闵鹏,李广平,闵建成. 多工位压力机发展研究[J]. 锻压装备与制造技术,2013(3):9-14.
[6] 陈延奎. 浅谈PLC控制系统的设计方法[J]. 中国科技信息,2009(20):116-118.
[7] 姚远,丑武胜,陈友东,等. 软PLC编程开发系统的设计和实现[J]. 组合机床与自动化加工技术,2006(6):14-17,21.
[8] 刘兴松,杨执中,边党伟,等.基于软PLC的电气控制器设计[J].化工自动化及仪表,2014,41(10):1111-1113.
[9] 吴亦峰,侯志伟.PLC及电气控制 [M].北京:电子工业出版社,2012.
[10] 庄尚志,郑建彬.基于多线程技术的PLC与PC的串行通信[J].武汉理工大学学报,2008,30(6):877-880.
(编辑李秀敏)
Design of Transfer Feeder Mechanism of Multi-Position with Dividing Type Based on Soft PLC
SUN Li-qina,WANG Leia,WANG Xuanb
(a. Business Department; b.Mechanical Design Department, Dalian Haosen Equipment Manufacturing Co., Ltd., Dalian Liaoning 116036, China)
In order to increase the level of automation in the process of transferring and pressing of oil seal (or similar work pieces), the paper proposed a novel structure design of transfer feeder mechanism of multi-position with dividing type. The paper highlights the structure designing, working principle of the device and the design and implementation of control system. Moreover, a soft PLC controlling method based on Siemens IPC677 was introduced which has already taken the place of traditional PLC in this device, which functions stably and reliably to achieve the whole process fully automated. This device can effectively solve the huge waste problem of manpower and resources during the traditional way, and improve the efficiency of production and processing, at the same time, increase the profit of the company.
transfer feeder mechanism; multi-position with dividing type; oil seal; soft PLC
1001-2265(2016)09-0126-03DOI:10.13462/j.cnki.mmtamt.2016.09.036
2015-10-04
辽宁省科技创新重大专项(201408001)
孙立琴(1971—),女,辽宁大连人,大连豪森设备制造有限公司工程师,研究方向为汽车装备制造,(E-mail)sunliqin@haosen.com.cn。
TH122;TG65
A
