加工活塞椭圆销孔的新方法*
2016-11-04路长厚杨发展
梁 鹏,路长厚,杨发展
(1.青岛理工大学 机械工程学院,山东 青岛266520;2.山东大学 a.机械工程学院;b.高效洁净机械制造教育部重点实验室, 济南 250061)
加工活塞椭圆销孔的新方法*
梁鹏1,路长厚2a,2b,杨发展1
(1.青岛理工大学 机械工程学院,山东 青岛266520;2.山东大学 a.机械工程学院;b.高效洁净机械制造教育部重点实验室, 济南 250061)
基于运动合成的原理,研究了一种加工活塞椭圆销孔的新方法。利用静压主轴轴心的公转运动和刀具绕轴心的自转运动进行合成,得到合成的椭圆刀尖轨迹,从而实现椭圆销孔的加工。提出了此法的加工方案与加工原理,并利用MATLAB软件对刀尖合成轨迹进行了仿真。运动合成法为活塞椭圆销孔及其他异形销孔的加工提供了一种新途径。
运动合成;椭圆销孔;静压主轴
0 引言
相对于活塞外圆面的加工[1-3],活塞内孔的加工难度更高,加工方法也更需要改进。目前,加工活塞椭圆销孔的方法有机械仿形法、斜截法等。如美国BOHAI公司[4]利用斜截法对椭圆形销孔进行了加工,该公司设计的机床加工精度可达±5μm。但这些传统的加工方法存在机床柔性差、频响不高等问题。近年,将智能材料(如超磁致伸缩材料,压电陶瓷材料)用于活塞椭圆销孔加工成形的新方法也在研究中。山东大学的翟鹏和张承瑞等人对基于GMM的活塞异形销孔加工原理进行了深入的研究[5-7],他们提出了一种基于GMM的刀杆机构,建立了基于模态分析、以固有频率为优化目标的高频响执行机构优化设计方法。将优化设计后的GMA(超磁致伸缩致动器)机构安装在镗床上,顺利进行了椭圆孔的镗削试验,加工精度可达微米级。Wilson[8]和Beach[9]设计了加工活塞销孔的快速刀具伺服系统,利用压电陶瓷致动器能够快速调整镗刀进给量。实验结果表明:以200Hz频率加工椭圆销孔时,销孔的误差在0.57μm左右。虽然这种加工方法[10-11]提高了系统的频响,但有安装复杂等问题。
对于椭圆销孔的加工,目前存在的加工方法仍需要在镗刀杆上安装辅助进给机构,存在安装空间狭小、系统结构复杂等问题。目前的加工方法还并不能满足加工效率以及制造业发展的需求。
1活塞椭圆销孔加工新方法的加工方案及加工原理
基于静压主轴系统研究了一种加工活塞椭圆销孔的运动合成法,将两运动(主轴轴心的公转运动和刀具绕轴心的自转运动)进行合成得到椭圆的刀尖轨迹,从而实现椭圆销孔的加工。此方法的优势在于不需要在镗刀杆上安装任何进给机构,利用两种运动的简单合成就可以实现椭圆销孔的加工。
1.1加工方案
图1为椭圆销孔的加工方案,底座的作用是固定、吸振,前、后支座的作用是支撑相应的轴承,后轴承采用滚动轴承,前轴承采用静压径向滑动轴承。后轴承与主轴是过盈配合,作用是固定主轴,使得主轴在后轴承处沿X,Y,Z方向均无位移。前轴承与主轴是间隙配合,故主轴在前轴承处沿径向可以有一定的位移量。这样,后轴承中心作为主轴的支点,主轴在前轴承内部可以做一定的微幅摆动。利用主轴的微幅摆动(即主轴轴心公转运动)以及主轴绕轴线的旋转(即自转,固定在镗轴上的刀具也随着自转)进行运动合成,可合成得到椭圆刀尖轨迹。滑块的作用是带动工件沿轴向(Z方向)进给加工出椭圆曲面。改变镗轴的径向移动量,可调节刀具的径向进给量,从而加工出变椭圆曲面。所以,运动合成法不仅可以实现椭圆销孔的加工,还可实现变椭圆销孔的加工。
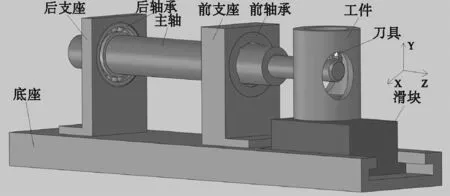
图1 椭圆销孔的加工方案简图
1.2加工原理
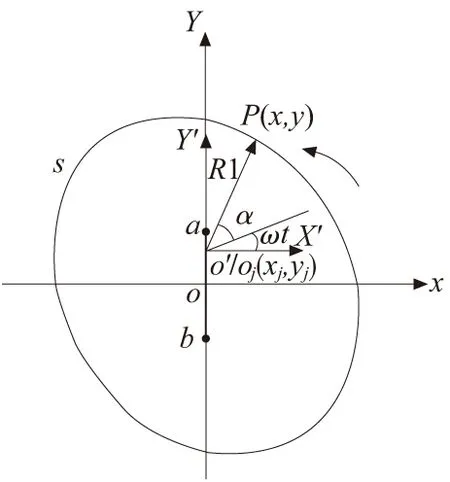
图2刀尖运动轨迹的合成原理图

刀尖P在运动坐标系O′X′Y′以角速度ω绕轴心Oj逆时针转动,其自转方程为:
(1)
式中(xd,yd)为刀尖P在运动坐标系O′X′Y′内的坐标。

(2)
根据运动的合成原理,得到刀尖P在固定坐标系OXY的合成运动方程为:
(3)
式中α值不同,公式简化结果也不一样,所以进行分类讨论。
(1)α=0或α=π
当α=0时,式(3)可化简为:
(4)
当α=π时,式(3)可化简为:
(5)
很明显,式(4)和(5)均为椭圆的运动方程,故式(4)和(5)可转化为式(6)。
(6)
(2)α≠0且α≠π
设L(ωt)为刀尖P与固定坐标系原点O距离的平方,即:
L(ωt)=x2+y2=(R1cosωt)2+(Δy-R1)2sin2(ωt)
(7)
则对式(7)求一阶导数可得L′(ωt),求解方程L′(ωt)=0得到方程的解为:
(8)
对L(ωt)求二阶导数并带入式(8)中各解,可以判定函数L(ωt)最大值为Lmax=L(ω2t)=L(ω4t),最小值为Lmin=L(ω1t)=L(ω3t)。根据式(8)可证明公式1+tanωt1tanωt2=0成立,则角度ωt1和ωt2角度相差π/2。

图3 夹角β的示意图
如图3,设N(x2,y2)和F(x4,y4)是距离原点O最远的点,点M(x1,y1)和E(x3,y3)是距离原点O最近的点,ON与Y轴正向夹角为β。如果刀尖合成轨迹S为椭圆,则S绕着原点O顺时针旋转任何角度后仍然是一个椭圆。将刀尖合成轨迹S绕着原点O顺时针旋转β角度后,运动方程为:
(9)

(10)
具体的复杂推导过程可参考文献[12]。很明显,式(10)是一个长、短轴均在坐标轴上的标准椭圆,这说明旋转β角度之前的刀尖合成轨迹(3)本身就是一个椭圆。
以上工作证明:当轴心公转轨迹为Y坐标轴上的线段时,可与刀尖绕主轴轴心的自转运动进行合成,得到椭圆形状的刀尖合成轨迹,从而实现椭圆销孔的加工。
2 仿真结果
为了研究刀尖合成轨迹与轴心运动轨迹、刀具初始相位角之间的关系,利用MATLAB软件仿真得到式(3)表示的图形,并通过改变刀具初始相位角α得到不同的刀尖合成轨迹。式(3)中 参数R1=63,△y=20。图4为不同相位角α下的刀尖合成轨迹图。图中椭圆为刀尖合成轨迹,Y轴方向线段为轴心的公转轨迹,两条虚线分别是椭圆的长短轴。α为刀具的初始相位角,β为椭圆长轴与Y轴正向的夹角。从图可以看出:①α=0°或者α=180°时,刀尖合成轨迹为标准椭圆,且α=0°时椭圆长轴与轴心公转轨迹平行,而α=180°时椭圆长轴与轴心公转轨迹垂直。α≠0°且α≠180°时,刀尖合成轨迹为斜椭圆,刀尖轨迹的长轴与Y轴正向有一定的夹角β;②当α角增大时,刀尖合成轨迹绕着椭圆中心逆时针转动。

图4 不同相位角下的椭圆刀尖合成轨迹
3 结论
基于运动合成的机理提供了一种加工活塞椭圆销孔的新方法,利用两种运动(刀尖绕轴心的自转和轴
心绕轴承中心的公转运动)的合成,从而得到椭圆形状的刀尖合成轨迹,实现椭圆销孔的加工。这种基于静压主轴的运动成形方法,不仅适用于椭圆销孔加工,还适用于其他形状(如变椭圆销孔等)的非圆销孔加工。
[1] 黄海滨,马凯威,刘建春,等. 中凸变椭圆活塞的车削轨迹优化与误差分析[J]. 组合机床与自动化加工技术, 2014(9):66-69.
[2] 冯宗杰,王旭东,张金利,等. 活塞数控加工的预期迭代学习控制研究[J]. 组合机床与自动化加工技术, 2012(2):77-80.
[3] 宋东超. 数控活塞车床直线伺服刀架的设计[J].组合机床与自动化加工技术,2012(1):93-95.
[4] 马浩全, 张凯, 胡德金. 活塞异形销孔加工的研究[J]. 压电与声光, 2005, 27(5): 518-520.
[5] 翟鹏. 非圆曲面型活塞异形销孔及其精密加工关键技术研究[D].济南:山东大学,2007.
[6] 翟鹏, 张承瑞, 兰洪波. 基于模态分析的高频响伺服镗刀杆研究[J]. 振动与冲击, 2006, 25(6): 170-173.
[7] 翟鹏, 张承瑞, 王海涛,等. 基于GMM的活塞异形销孔加工原理研究[J]. 压电与声光, 2007, 29(1):125-128.
[8] Wilson J T, Lin C Y, Tsao T C. Design and Control of Fast Tool Servo for Boring of Engine Piston Pin Holes[J]. ASME International Mechanical Engineering Congress and Exposition, 2006, 6(4): 1007-1012.
[9] Beach R. Identification and Control of a Fast Tool Servo for Machining Non-Cylinder Holes[M]. California:University of California, 2014.
[10] 张雷, 邬义杰,刘孝亮,等. 用于异形孔精密加工的超磁致伸缩构件的线性化迟滞建模[J]. 光学精密工程, 2012, 20(2):287-295.
[11] 张凯, 胡德金,马浩全. 新型活塞异形销孔加工方法[J]. 上海交通大学学报, 2003,37(增刊): 29-32.
[12] Liang Peng, Lu Chang-hou, Ding Jie, et al. Study on movement forming methods for the machining of elliptic-shaped holes[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2014, 228(4): 515-526.
(编辑李秀敏)
A New Method for Machining Elliptical Pin Hole of Piston
LIANG Peng1, LU Chang-hou2a,2b, YANG Fa-zhan1
(1.School of Mechanical Engineering, Qingdao Technological University, Qingdao Shandong 266520, China; 2 a.School of Mechanical Engineering;b. Key Laboratory of High-efficiency and Clean Mechanical Manufacture, Ministry of Education, Shandong University, Jinan 250061, China)
A new method for machining elliptical pin hole of piston is researched based on motion synthesis. With the synthesis of shaft center’s revolution and tool’s spin motion around the shaft center, the synthetic elliptical tool nose orbit can be obtained. Then, the machining of elliptical pin hole is realized. The paper provides the motion synthesis method’s machining scheme and principle, and simulates the synthetic orbit of tool nose with MATLAB software. Motion synthesis method provides a new way for the boring of elliptical pin hole and other holes of piston.
motion synthesis; elliptical pin hole; hydrostatic spindle
1001-2265(2016)09-0123-03DOI:10.13462/j.cnki.mmtamt.2016.09.035
2015-10-22;
2015-11-13
国家自然科学基金项目(51505245);国家自然科学基金项目(51375275); 国家自然科学基金项目(51205219)
梁鹏(1986—),男,山东临沂人,青岛理工大学讲师,研究方向为机电系统的检测、诊断与控制,(Email)liangpeng2009@126.com。
TH16;TG65
A
