PLC在选煤厂集控系统设计中的应用
2016-11-03郝星亮
郝星亮
(煤炭工业太原设计研究院,山西 太原 030002)
PLC在选煤厂集控系统设计中的应用
郝星亮
(煤炭工业太原设计研究院,山西 太原 030002)
为了提高自动控制程度,优化选煤厂工艺流程,实现生产工艺的要求提现生产特点,采用PLC控制技术实现了自动控制多台设备连续性作业,降低了作业人员数量和劳动强度,有效减少了人员、设备操作等因素造成的产品质量问题和安全事故。
PLC控制;集控;选煤厂;应用
引言
PLC将计算机、自动控制和通信技术融为一体,具有功能强、可靠性高、使用灵活方便和易于编程等优点。将PLC应用于选煤厂集控系统,可以大大提高选煤的自动化程度。
选煤厂集控的特点是生产设备台数多且相对集中,连续生产。采用设备集中控制并配套使用各种在线检测仪器,可以缩短全厂设备的起停车时间,降低能源消耗,提高劳动生产率,优化生产工艺,提高商品煤的各项经济指标。最重要是方便生产调度和管理,能及时准确地发现和排除故障,同时使选煤厂的设备事故率大为降低。
1 选煤厂集控系统设计原则及内容

选煤厂控制系统以先进、可靠、适用、安全、操作方便、简单灵活和经济为设计原则。
根据选煤工艺要求,选煤厂主要生产流程系统的控制方式分为集中联锁与就地解锁两种:在正常生产情况下,采用集中联锁方式;在调试或检修时采取就地解锁控制方式。在集中联锁方式下正常起车时,设备按逆煤流方向逐台顺序起动;正常停车时设备按顺煤流方向逐台延时停车,停车后设备上不留有剩煤。当系统运行中某台设备发生故障时,故障设备及其至煤源方向设备应迅速停车,以免使故障范围扩大。
选煤工艺系统起车信号系统采取“预告——禁起”制,在生产工艺需密切联系的场所及设备间设置局部联系信号;在各主要控制室可通过PLC及CRT对全厂所有生产设备的运行工况及各种仓位、液位等进行监视和监控。

选煤厂集控系统包括检测、计量、保护装置,自动化及集中控制、监控等内容。检测装置用于检测仓位、液位、带速等;计量装置用于计量原煤量、产品量、水量消耗、电耗等;保护装置主要针对长度大带速高的输送机进行保护。自动化主要针对仓位、配煤、液位、重介质密度等进行自动控制;集中控制主要控制起停车;监控系统主要监控重要生产部位、生产岗位及场所。
2 PLC在选煤厂集控系统设计应用

在主厂房设置集控中心的集控系统通过控制层以太网络将主厂房控制分站、末煤储存及装车控制分站与集控室上位监控系统相连,实现全厂统一集中调度和监控。集控室上位监控系统可作为上一级管理网络的一个工作站,共享信息资源;在主厂房低压配电室设PLC控制分站,控制范围包括主厂房、原煤仓下、主厂房至联合转载点的所有参控设备;在原煤仓上设I/O分站,控制范围包括原煤仓上、转载点在内所有参控设备。该分站通过现场总线接入主厂房控制系统,并与上煤胶带机控制系统连锁;在浓缩车间设I/O分站,控制范围包括浓缩车间、泵房内所有参控设备。该分站通过现场总线接入主厂房控制系统,并与主厂房控制系统连锁;在产品仓上设I/O分站,控制范围包括块煤仓上所有参控设备。该分站通过现场总线接入主厂房控制系统,并与主厂房控制系统连锁。各控制分站通过光缆连网,实现全厂控制系统的连锁监控。
目前,广泛使用的监控设备有A-B公司的ControlLogix系列PLC产品、GE公司的PACSystems系列产品、欧姆龙公司的SYSMAC CS1系列PLC产品、西门子公司的S7系列PLC产品等。
上位监控系统采用RSView32组成智能式监控平台。完成生产数据的实时采集、动态显示、设备运行、故障报警、趋势曲线、查询、数据库登陆等功能。上位机直接从PLC读取生产数据,进行加工处理,利用先进的计算机技术进行描述(比如图形动画、多媒体语音系统等),动态显示各系统机械设备运行工况、胶带机保护信号,实现显示液位信号、胶带机运量等检测计量仪表的信号。可通过鼠标点击实现对系统设备的起停控制。
上位监控工业计算机与控制主站控制分站之间采用EtherNET/IP工业以太环网,控制主站、I/O分站之间为ControlNET控制网络,控制主站智能设备之间为DeviceNET设备网。构成三层网络结构,实现从顶层到底层的无缝通信连接。

符号说明:B3:/1 5 0 线圈输入点。B3:/6 0 集控和就在切换。B2:1 00/6闭锁点。B3:70/5 欠速点,见表1。

表1 PLC I/O点分配
程序说明:要启6 301,首先把6 301送上电,合闸点闭合,按下启动按钮,线圈得电,6 301启动成功.再按下停止按钮,线圈失电,6 301停车。注意,只要6 301中任意一个保护动作,6 301都会停车。
3 PLC常见的故障和处理

当处理器处于工作状态时,各个部件的状态如下:处理器方式开关应在REM(远程)或RUN位置、电池状态指示灯不亮、处理器状态指示灯常绿、通道0状态指示灯不亮、控制网I/O状态指示灯常绿、通道2状态指示灯至少有1个常绿、通道1状态指示灯A常绿,B常绿。

PLC远程I/O系统,见第98页表4。
4 结语
由于PLC的应用开发,对选煤工艺和系统控制进一步优化,提高了选煤效率,加强了生产安全,为选煤厂高效发展奠定了基础。通过PLC实现集中控制,不但可在集控室实现对子控制系统的监视,还可使用软件对系统进行监控、调试和编程,同时降低了设备维护和维修量,减轻了员工的负担。

表2 PLC普通故障
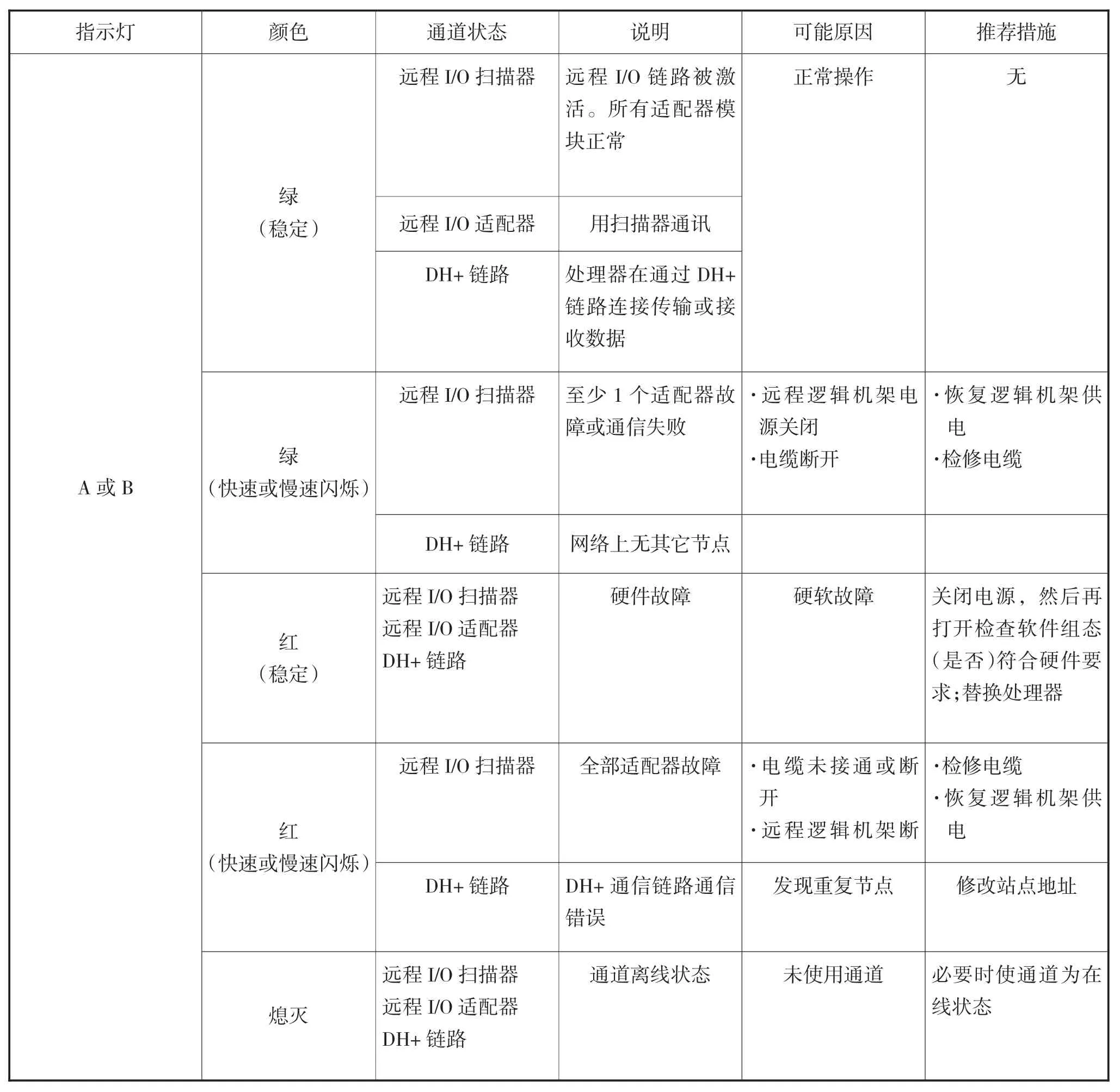
表3 处理器通信通道故障汇总

表4 PLC远程I/O系统
[1]吴作明.工控组态软件与PLC应用技术[M].北京:北京航天大学出版社,2007.
[2]李胜武.富强选煤厂入选原煤质量与经济效益探讨[J].煤炭技术,2005,2 4(6):70-72.
[3]林玉清,熊国林.浅析PLC控制抗干扰能力提高的途径[J]. 矿业快报,2003,9(7):2 6-2 7.
(编辑:刘楠)
Application of PLC in Centralized-control System of Coal Washing Plant
Hao Xingliang
(Taiyuan Design Research Institute for Coal Industry,Taiyuan Shanxi 030002)
In order to improve the degree of automatic control, optimization of coal preparation plant technological process, implement the withdrawal production characteristics of production technology, the automatic control of PLC control technology to achieve the continuity of several sets of equipment operation, reduce the number of operational staff and labor intensity, reduce the factors such as personnel, equipment operation and safety accident caused by the product quality problem.
PLC; centralized-control; coal washing plant; application
TD948.9
A
2095-0748(2016)15-0094-05
10.16525/j.cnki.14-1362/n.2016.15.41
2016-06-25
郝星亮(1980—),男,山西文水人,毕业于太原理工大学,工程师,现就职于煤炭工业太原设计研究院,研究方向:电气设计。
