空调生产线信息化系统设计与应用*
2016-11-03刘文浩包亚萍童国道
刘文浩,包亚萍,童国道
(1.南京工业大学 计算机科学与技术学院,南京 211816;2.南京鼎尔特科技有限公司,南京 210036)
空调生产线信息化系统设计与应用*
刘文浩1,包亚萍1,童国道2
(1.南京工业大学 计算机科学与技术学院,南京211816;2.南京鼎尔特科技有限公司,南京210036)
针对空调生产制造,设计基于组态王和数据库的信息化系统。系统运用以太网、RFID等物联网技术,实现生产数据的准确实时的采集。并利用互联网WEB技术以及Android开发,实现生产数据的可视化,使上层管理与下层员工更好的了解生产状况。系统不仅能安全通讯、快速采集数据和实时监控设备,准确实时的显示生产进度,更可以在未来不断更新和扩展功能。该系统在某工厂实际运行表明,系统稳定,满足目前的生产要求。
信息化;数据库;空调生产线
LIU Wen-hao1, BAO Ya-ping1, TONG Guo-dao2
(1.School of Computer Science and Technology, Nanjing Technology University, Nanjing 211816, China; 2.Nanjing Delto Technology Co.,Ltd., Nanjing 210036, China)
0 引言
随着社会的发展,空调已融入到了人们生活的方方面面,个人家庭、工作单位、各类商场等都已随处可见。不同的环境也意味着不同的要求,于是空调的生产也由单一订单、同一机型、小规模制造转变为了多订单、多机型、大规模、零库存的生产模式,同时对空调生产的要求也越来越高。为了适应市场需求和日益增强的竞争压力,早在2000年前后,海尔等中国大型空调制造企业就已开始着手建立自己的数字化工厂。
随着信息物理融合系统[1-2]的进一步发展和2013年德国“工业4.0”[3]的提出,全球制造业迎来了飞跃式发展,智慧工厂[4]的理念更加深入工业制造,原先的系统不能满足发展要求。一方面生产管理系统不再完善,软件的设计架构思想亦达不到世界先进水平,信息化程度不够高,对异常状况的预知、响应和判断达不到预期要求,因而迫切需要更高性能和更可靠的系统;另一方面相比较以RFID、无线传感网络等技术为核心的物联网技术[5-6]的广泛应用,目前中国的空调工厂还在使用一维条码实现产品数据采集和产品跟踪,常有数据采集不准确、不及时等现象,使得上层管理系统无法根据生产数据进行准确的分析和生产控制,所以更加高效的数据采集系统必不可少。
文章针对空调生产线现状,通过对国内外先进设计思想的研究,设计了一套基于组态王和SQL数据库以及物联网的信息化生产系统解决方案,具有数据采集和管理[7]的高度信息化,并实现数据采集智能化、生产透明化、监控实时化,充分提高空调生产效率。
1 智能化生产线总体框架结构
以原空调自动化生产线的技术为基础上,利用物联网的RFID等高新技术手段对生产过程中的产品型号参数、产品质量参数、设备状态参数进行实时控制与采集,从而达到提高产品的直通率以及设备的使用率目的。使用平板电脑等手段进行生产工艺图片的实时查看,避免员工在生产不同型号空调的过程中出现错误操作等问题。利用WEB和Android技术在大屏上显示每日数据,实现生产数据透明化。图1为空调生产线上位机软件系统的整体方案架构图,图2则为系统网络拓扑图。
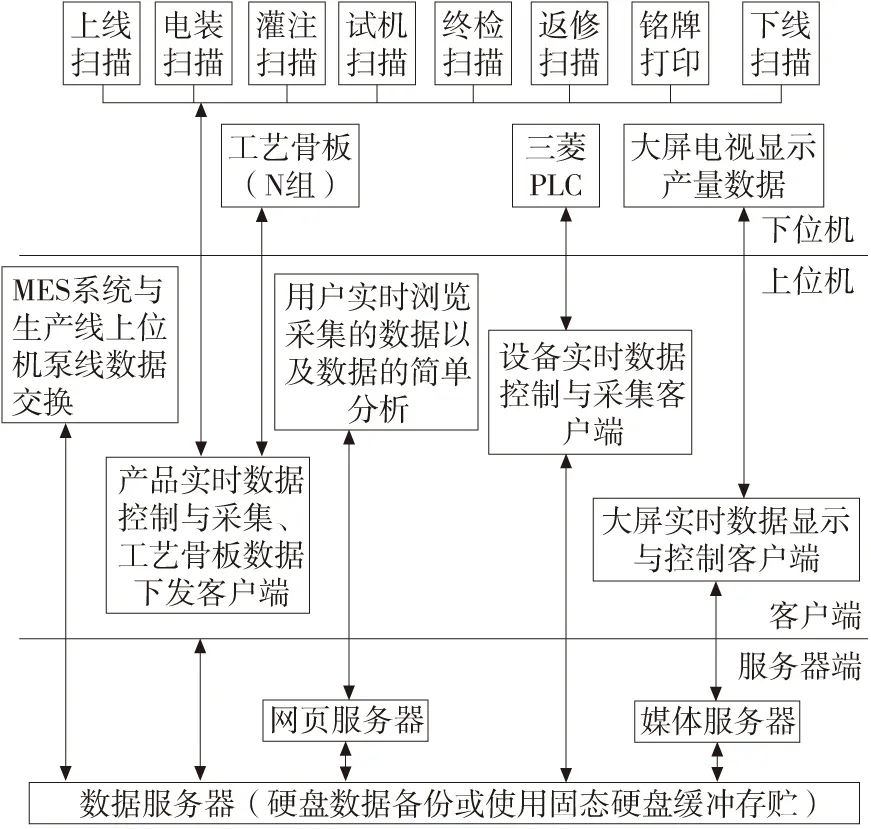
图1 生产系统框架

图2 系统网络拓扑图
2 信息化数据系统设计
2.1RFID数据采集方案设计
由于技术上的限制和目前物流行业的状况,还无法实现上述的理论方案,但为了在以后技术和形式等条件成熟时能够快速改变和适应,本系统采用RFID和条码配合的方式作为一个过渡。具体实现如下:
(1)采用S7 300型PLC作为数据收发接口,以太网方式连接。
(2)在S7 300中建立数据块(DB),DB中按照工位建立字符串变量,变量长度为空调条码长度。
(3)在上线时,上位机管理系统通过一维条码器读取空调条码并写入DB的上线工位变量中建立绑定关系,从而可通过RFID系统读取条码。
(4)当空调达到焊接、电装、抽空、充注、安检、检测等工位时,由RFID系统识别并将空调条码写入DB的各工位变量中,上位机管理系统读取并存入数据库中,用于设备操作时查询。
(5)当空调包装并喷上条码下线后回收RFID标识码以重复使用降低成本。
2.2数据库系统设计
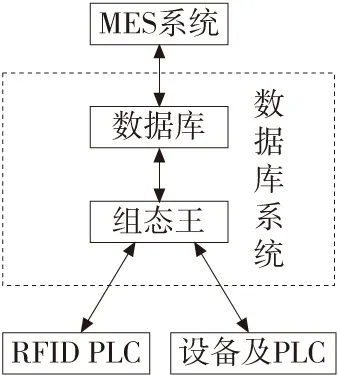
图3 数据库系统架构
数据库系统是信息化系统运行的主要核心,用于存储和处理整条生产线的数据,系统设计使用SQL Server 2008和组态王作为开发平台,其基本架构如图3。
2.2.1数据库表
数据表的创建基于工厂的生产要求,主要分为三部分:基础数据、生产数据和发布数据。
大都市区域产业发展的模式是通过单核心区与多条产业通道相结合的布局方式来实现的,以大都市区核心区为核心,向外延伸形成了各具不同产业发展特色的五条产业廊道。大都市区的核心为大都市区核心增长极,其中昌宜产业廊道就是依托奉新工业园,形成了南昌西面产业发展廊道。
基础数据包含人员信息、班组信息、班次信息、测试房参数信息,数据源主要为上层管理系统数据库,并针对数据量大、更新频率不高、查询频率高的特点可以建立表索引,方便快速查新所需信息;
生产数据包含上线信息、环线信息、焊接信息、电装信息、抽真空信息、灌注信息、安全检测等信息,数据的来源主要是各工位的RFID数据采集器和设备传输信息,这部分数据采集频率高,需要实时存储和处理以便应用于数据发布;
发布数据包含工艺屏显示信息和大屏显示信息,工艺屏以工艺图纸的显示为主,客户端通过数据库中图纸的存储路径调用图纸显示,大屏主要显示订单号、生产型号、计划数量、产品上线数、产品下线数以及停线信息等内容,数据源的获取以上层MES系统数据库为主,再通过上位机系统软件进行数据处理,转换为所需显示的信息。部分表结构如表1、表2、表3,其他表类似。

表1 基础数据之员工表

表2 生产数据之上线表

表3 发布数据之大屏显示生产数据表
2.2.2数据库管理设计
为了缩短系统的开发周期,用组态王作为数据库管理系统的开发软件。组态王有SQL访问管理器[9-10],可以用来建立数据库表列和组态王变量之间的联系,并通过记录体建立数据库表列和组态王之间的联系,允许组态王通过记录体直接操纵数据库中的数据。在系统ODBC数据源中添加该数据库, 接着通过组态王SQL访问管理器建立与该空数据库的联系, 在组态王中的适当位置调用SQL函数实现各种操作。这些函数用来插入、删除记录, 编辑已有的表格, 清空、删除表格,查询记录等操作。具体实现步骤如下:
(1)ODBC 数据源管理器中设置系统DSN为“Hair”数据库;
(2)在组态王的数据词典中建立变量来实现组态王变量与数据库表列的联系,变量名尽量与建好的数据表中的列名相同。
(3)利用“SQL访问管理器记录体”建立相应的记录体,通过记录体对数据表进行数据读写和查询等操作。
(4)编写命令语言,在组态王对数据库进行任何操作之前,必须首先连接数据库SQLConnect ( DeviceID, "dsn= Hair;uid=;pwd=");进行数据插入时使用语句SQLInsert( DeviceID, "上线表", "相应记录体名" );数据删除时使用语句SQLDelete(DeviceID, " 上线表", " 日期==2015-5-17");进行相关数据查询时使用语句SQLSelect( DeviceID, "焊接表", "相应记录体名"," "," ")。
(5)报表则根据具体生产要求,用适合的SQL语句找到符合条件的记录,然后用报表控件完成相应的报表设计,报表相关函数: ReportPrintSetup("报表文件名")//打印设置;ReportPageSetup("报表文件名")//打印预览;ReportPrint("报表文件名")//自动打印报表
3 WEB及Android技术应用
为了方便用户查看每日生产数据,系统引入WEB技术[11-12]进行信息发布。网页使用VB语言在Visual Studio 2003的 ASP.NET环境下开发,采用目前流行的B/S架构模式,将数据库所在的主上位机作为服务器,用户通过网络进行数据查询,其WEB架构如图4。在数据库表中已建立了用于大屏信息显示的数据表,数据库管理系统在生产过程中实时的将数据存入了表中并添加用于WEB链接的用户名,而WEB程序则利用配置好的ODBC数据源和用户名对数据库中相应数据表进行访问,语句形式为odbc.odbcconection(“DSN= Hair”; uid=**;pwd=**),从而获得所需数据。网页中主要使用了Webchart图表控件和Datagrid表格控件进行数据和图表的显示。

图4 WEB架构
WEB网页的发布使处于工厂局域网内的PC端用户可以实时的查看每日生产情况,有利于管理层了解生产线状况制定相应生产指标。但无法让工厂生产作业人员实时了解每日的生产任务进行度,为此系统开发了Android[13]手机客户端APP,使得安卓屏和手机用户只要安装了相应的app即可显示和查看网站发布的每日生产数据信息,有利于提高车间工人的积极性,充分把握生产进度,提高生产效率。虽然大屏显示数据时开放的、透明的,且不限制外部人员查看,但在实际应用中,由于工厂网络的限制,只有接入工厂内网的用户可以查看网页信息,这一点在未来的信息物理融合系统和物联网进一步发展后便可得到有效的解决。目前大屏显示实际效果图如图5。

图5 大屏显示
4 系统应用情况
4.1运行界面

图6 主界面
系统界面是系统各功能最直接的体现,通过界面可以直观的了解系统功能。系统启动进入主界面,提供有进入各功能界面的菜单和按钮,包括基础数据维护、状态监控、生产数据查询、数据统计等,如图6。数据界面均与数据库连接,可以根据操作人员需求查询生产过程中的数据(如图7)。监控界面则与空调生产线工位PLC及设备相连,可以实时显示个设备运行状态(如图8)达到实时控制的目的。

图7 数据查询
图8 状态监控
4.2设备工位运行
系统的有效运行依赖于生产线的每个工位,也作用于生产线的每个工位。数据的采集需要RFID,运行状态需要与设备通讯,生产控制需要与PLC连接。以抽真空工位为例(图9),外部PLC控制空调进入某个台位,系统通过RFID获取空调信息,通过真空仪获取抽真空数据,并告知PLC是否放行。

图9 抽真空工位
5 总结
设计系统作为整个工厂系统的一个点,整体架构与未来智能制造和智慧工厂的大方向,利用以太网和数据库技术实现上层管理系统和下层线体的衔接,实现集监控、数据采集、信息交互等多种功能,使整条生产线的运行更加高效。目前该系统已经在上位机系统平台上开发完善,整个系统也成功运用于某空调工厂的生产线,测试运行情况良好,达到厂家所要求的技术指标。系统中使用的先进物联网技术和架构思想充分契合“工业4.0”的要求,向未来的智能工厂智能制造迈进了一小步。
[1] 何积丰. Cyber-physical System[J]. 中国计算机学会通讯, 2010,6(1):25-29.
[2] 王忠杰,谢露露. 信息物理融合系统研究综述[J]. 自动化学报,2011,37(10):1157-1166.
[3] 陶剑.实践“工业4.0”的关键技术与思考[J]. 航空制造技术,2014(18):41-43.
[4] Alexey Goryachev, Sergey Kozhevnikov,Elina Kolbova,et al.“Smart Factory”: Intelligent System for Workshop Resource Allocation, Scheduling, Optimization and Controlling in Real Time[J].Advanced Materials Research, 2013,630:508-513.
[5] 缪学勤. 智能工厂与装备制造业转型升级[J]. 自动化仪表, 2014,35(3):1-6.
[6] F Shrouf, J Ordieres,G Miragliotta.Smart Factories in Industry 4.0: A Review of the Concept and of Energy Management Approached in Production Based on the Internet of Things Paradigm[J]. (IEEM) IEEE,2014,9(12):679-701.
[7] 张国军,黄刚.数字化工厂技术的应用现状与趋势[J]. 航空制造技术,2013(8):34-37.
[8] Bilal Hameed, Imran Khan Frank Durr,et al An RFID Based Consistency Management Framework for Production Monitoring In a Smart Real-Time Factory[J]. IEEE Conference Publications,2010,29:1-8.
[9] 张积洪,徐海中.基于组态王的机场地面电源计量设备故障监控系统[J]. 机床与液压, 2014,42(9):163-165,153.
[10] 孙守林,张龙,董惠敏,等.车床轻量化设计数据库系统研究[J]. 组合机床与自动化加工技术,2015(10):76-79,83.
[11] 侯维岩, 魏耀徽,庞中强,等.智能家居网关及其Web 控制软件的设计和实现[J]. 自动化仪表,2015, 36(5):64-67.
[12] 左延红, 张克仁. 基于物联网技术的离散型制造系统研究[J]. 制造技术与机床,2014(6):39-42.
[13] 罗企,于东,胡毅,等.基于Android移动终端的车间管理系统的设计与实现[J]. 组合机床与自动化加工技术,2015(10):157-160.
(编辑李秀敏)
Design and Application of Information System for Air Conditioning Production Line
For the air condition manufacturing, information system is designed based on Kingview and database. The system uses Ethernet, RFID and other Internet of Things (IoT) technology to realize the accurate and real-time data acquisition of production data. And the use of the Internet WEB technology and Android development achieves the production of data visualization, so that the upper management and lower staff to better understand the production status. System not only can realize secure communications, fast acquisition of data and real-time monitoring equipment, real-time display of production progress, but also can continue to update and expand the function in the future. The operation of the system in a certain factory actually shows that the system is stable and meet the requirements of the current production.
informatization; database; air conditioning production line
1001-2265(2016)09-0078-04DOI:10.13462/j.cnki.mmtamt.2016.09.022
2015-11-12;
2015-12-03
刘文浩(1990—),男,江苏扬州人,南京工业大学硕士研究生,研究方向为工业信息化,(E-mail)wenhaoliu2009@163.com;通信作者:包亚萍(1965—),女,江苏盐城人,南京工业大学教授,硕士,研究方向为信号与信息处理,(E-mail)ngdbyq@163.com。
TH166;TG659
A
