高速微尺度铣削单晶铝表面粗糙度试验研究
2016-11-03高奇,,蔡明
高 奇,,蔡 明
(1.辽宁工业大学 机械工程与自动化学院,辽宁 锦州 121001;2.东北大学 机械工程与自动化学院,沈阳 110819)
高速微尺度铣削单晶铝表面粗糙度试验研究
高奇1,2,蔡明2
(1.辽宁工业大学 机械工程与自动化学院,辽宁 锦州121001;2.东北大学 机械工程与自动化学院,沈阳110819)
微铣削是一种加工微小零件和微小特征的高精、高效加工方法,为探究单晶铝微铣削表面质量,采用直径为0.4mm的硬质合金立铣刀,对单晶铝进行三因素五水平微铣削正交试验,通过极差分析找出影响表面质量的主次因素,即主轴转速的影响最大,铣削深度其次,进给速度最小,探讨了切削参数对单晶铝微铣削表面质量的影响规律;优化获得理想的工艺参数组合,即主轴转速为36000r/min,铣削深度为10μm,进给速度为80μm/s,此时即表面粗糙度最小,为0.782μm。研究结果为单晶材料的微铣削加工提供一定的理论和试验依据。
微铣削;单晶材料;表面粗糙度;正交试验
GAO Qi1,2, CAI Ming2
(1.School of Mechanical Engineering & Automation, Liaoning University of Technology, Jinzhou Liaoning 121001,China; 2. School of Mechanical Engineering & Automation, Northeastern University, Shenyang 110819, China)
0 引言
微铣削是指用微型铣刀对微小零部件进行精密铣削的加工技术,微型铣刀直径通常小于1mm[1]。微尺度铣削在刀具、工件尺寸上并不是宏观尺寸的按比例缩小,微切削加工时刀具的刃口半径与切削深度处于同等数量级,刀具的切削刃刃口半径对最小切削厚度、尺度效应、切屑的形成等现象影响明显,常规的切削机理在微尺度切削中已经不再适用[2-4]。通过大量的试验证明:微铣削在切削条件、系统的刚度、切削用量等方面与传统铣削原理差异较大[5-6]。只有通过合适的铣削方式、切削参数和工艺条件,零部件的表面质量及精度才会得以保证。
单晶材料消除了晶界,使晶粒择优方向成长,显著提高了材料强度和塑性,其微尺度构件在航空航天、生物医疗、汽车电子等领域得到广泛应用。揭示单晶材料加工机理,实现单晶材料的高精、高效加工对于促进我国国防军工等行业重要零部件关键加工技术具有重要的战略意义。国内外学者对铜、单晶硅、多晶合金的微铣削进行了深入的研究工作,Avila[7]等人通过实验研究在大进给量的情况下,研究切削参数与毛刺大小的关系,研究表明切削厚度、切削刃半径以及刀具的前角和后角是产生毛刺的主要因素。Adams[8]使用直径为25μm的刀具,分别在铝、铜和钢的表面上加工出一系列的微槽,并测得微槽表面粗糙度的值为0.09~0.45μm。Aamazo[9]和Schaller[10]等人在铜、不锈钢及铸铁的微切削试验中发现并提出了解决微毛刺的方法,国内张欣欣等对铝合金高速微铣削铣削力与表面粗糙度进行了研究[11],并通过分析获得质量最优的工艺参数,对于单晶铝的微铣削试验在国内外鲜见报道。单晶铝具有良好的塑性力学性能,广泛应用于微特征的光学和电子部件,在微铣削加工条件下,加工系统的诸多因素如刀具几何参数、刀具磨损、机床振动均会对表面质量产生影响,单晶铝的微观组织和各向异性结构均会对加工表现质量产生明显的影响。因此,针对单晶AL的微铣削进行正交试验,通过极差和方差分析优化出合理的微铣削加工工艺方案,并对影响表面粗糙度的原因和微铣削机理进行分析。
1 单晶铝微铣削试验
1.1试验设备
本试验在微铣床平台JX-1上进行,如图1a所示,系统采用NSK气动主轴,X/Y/Z轴工作行程为490mm/490mm/120mm,其最大转速为60000 r/min,主轴径向和轴向跳动度在0.1μm以内,工作台重复定位精度±0.2μm;采用VHX-1000E超景深显微镜观察其表面形貌,如图1b所示;通过STIL激光三维轮廓仪对试验加工后的微沟槽底表面粗糙度值进行测量,如图1c所示,测量精度为0.001μm,其测量范围为0.02~20μm,如图1d所示。采用刀具为M.A.FORD整体式双刃硬质合金立铣刀,刀具直径0.4mm,刀柄直径3mm,刃长1.2mm,刀具总长38mm。

(a)微铣床 (b)VHX-1000E 超景深显微镜

(c)STIL 激光三维轮廓仪 (d)微铣刀
1.2试验材料
试验材料为单晶铝,尺寸为10×10×1mm,如图2所示,单晶铝为面心立方金属,只有当外力在某个滑移面的滑移方向上的分切应力达到某一临界值时,晶体开始屈服,这一滑移系才开始变形。单晶铝滑移面为{111},滑移向为<110>,滑移面面间距最大,位错强度最小,滑移方向原子间距最短,最易滑移,变现塑性最好。

图2 单晶铝
1.3试验方案
本试验采用正交试验法,设计为三因素五水平,即L25(53)。因素的设定主要考查对切削质量有主要影响的切削参数,即三因素分别为主轴转速n、轴向铣削深度ap和进给速度v。如表1所示,由于微铣刀刃径非常小,为提高铣削效率,必须增大主轴转速,机床最大转速为60000 r/min,因此主轴转速选择在12000~48000 r/min间均布;较小的铣刀刃径容易加工损坏,考虑振动及最小切削厚度的影响,切削参数即水平的范围设定力求小些,铣削深度在5~15μm间均布,进给速度在20~100μm/s间均布。

表1 因素水平表
2 试验结果与分析
2.1试验数据
按照正交试验设定的因素水平,单晶铝微铣削25组槽试验测量的粗糙度值如图3所示。

图3 单晶铝试验数据
2.2极差与方差分析
根据图3中获得粗糙度试验数据,计算出极差R和方差V,数据处理后的结果如表2所示。

表2 单晶铝表面粗糙度实验处理结果
三种切削参数下单晶铝表面粗糙度的极差图和方差图如图4所示。

(a)极差图 (b)方差图
从图中可以看出,主轴转速的极差最大,进给速度的其次,而铣削深度的最小,因此可以得出,在单晶铝表面粗糙度正交实验中,主轴转速对其微铣削加工中的表面质量影响最大,而进给速度和铣削深度对其影响较小。优化出的工艺组合为:当主轴转速为36000r/min,铣削深度为10μm,进给速度为80μm/s时,表面粗糙度最小,即表面质量最好。对此方案重复3次试验,表面粗糙度值为0.782μm,如图5所示,对比得知:此方案粗糙度数值最小、方案最优、优化合理。
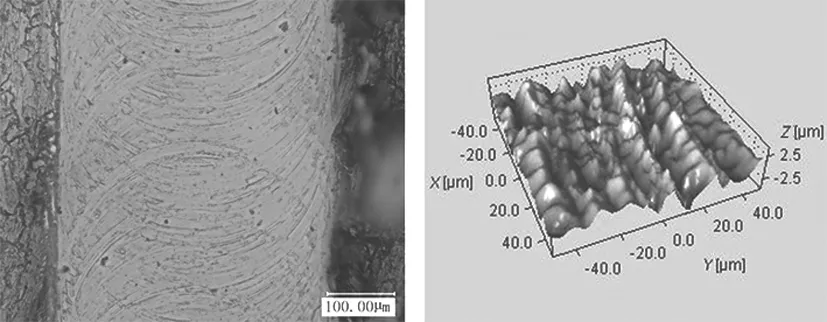
图5 表面形貌
2.3工艺参数对表面粗糙度的影响
为了更好地研究单晶铝各因素对表面粗糙度的影响情况,对各列各水平对应的数据之和取平均值,见表2括号中的数据,绘制主轴转速、铣削深度和进给速度三个因素对表面粗糙度的影响情况折线图,如图6所示。

(a) 主轴转速对Ra的影响

(b) 铣削深度对Ra的影响

(c) 进给速度对Ra的影响
(1) 主轴转速对Ra影响
随着主轴转速的提高,微铣削沟槽表面粗糙度呈先减少后增大趋势,如图6a所示,转折拐点为36000 r/min,当主轴转速小于36000 r/min时,随着转速的提高,切屑与前刀面的接触面有效摩擦减小,缩短了切屑变形时间,切屑在瞬间被切离工件,大部分切削热由切屑带走,减小了切削力和产生积屑瘤的可能性,提高了单晶合金的加工精度。当主轴转速大于36000 r/min时,随着主轴转速继续增大,由于系统的刚性,主轴产生一定的震颤,刀具磨损加剧,切削热不能及时的被带走,使得其表面质量又会变差。
(2) 铣削深度
随着铣削深度的增加,微铣削沟槽表面粗糙度呈先减少后增大趋势,如图6b所示,拐点为10μm,当铣削深度较小时,铣削过程不易产生切削,刀具在加工表面产生挤压和打滑,降低表面粗糙度,当铣削深度大于10μm时,随着铣削深度的增加,切削力幅值波动加大,引起工件、刀具变形,产生切削振动,造成表面粗糙度显著增大。
(3) 进给速度
随着进给速度的增大,微铣削沟槽表面粗糙度呈先增大后减小再增大的趋势,如图6c所示。由于微尺度加工最小切削后的的存在,当进给速度小于40μm/s小时,即每齿进给量小于最小切削厚度时,主要造成挤压和犁耕,铣削力增大,粗糙度较大;当每齿进给量大于最小切削厚度时,表面粗糙度先减小后增大,进给速度大于80μm/s时,增大进给量在提高加工效率的同时增大了残留面积的高度,直接造成了表面粗糙度值的增大。
3 微铣刀磨损
单晶铝属于塑性去除材料,经过25组微铣削正交实验,试验中微铣刀切削刃有一定量的磨损,如图7a所示,通过超景深显微镜观察,加工前切削刃口圆弧半径为0.97μm,刃口尖锐,如图7b、7c、7d所示,磨损后切削刃圆弧半径为2.65μm,产生钝化,从中可以看出,刀尖和切深方向的沟纹磨损是主要的失效形式,每齿进给量与刀尖刃口半径较为接近,前刀面的刀尖附件磨损较为严重,至铣刀中心处磨损量逐渐降低,高速微铣削过程中,在变形区内产生大量的热和切应力,而且变化较为频繁,刀具容易发生粘结剂软化、刀刃变形和热裂导致失效,刀具材料表面微粒会被切削粘走造成刀具粘结磨损。铣削过程中,随着刀具磨损量的增加,磨损后的刀具刃口半径会急剧增大,摩擦系数增大,铣削力及切削刃增大及机床震颤,降低表面粗糙度。因此在铣削难加工材料时,应适当更换刀具,以减少刀具磨损对工件质量的影响。

(a) 原始端刃 (b) 磨损端刃

(c) 磨损刃口 (d) 磨损测量
4 结论
(1) 采用直径为0.4mm的硬质合金立铣刀,对单晶铝进行微铣削的三因素五水平正交试验,探究加工参数对表面粗糙度影响机理,得出对加工表面粗糙度影响因素主次依次为:主轴转速、铣削深度、进给速度。
(2) 通过极差和方差分析,获得优化工艺方案组合,当主轴转速为36000r/min,铣削深度为10μm,进给速度为80μm/s时,表面粗糙度最小,表面粗糙度值为0.782μm。
(3) 刀具直径小,刚度差,通过磨损刃口量前后对比,得出刀尖和切深方向沟纹为主要磨损形式,磨损后的的刀具对零件微铣削表面粗糙度产生一定的影响,在铣削难加工材料条件下,应更换刀具以保证零件加工质量。
[1] 高奇,巩亚东,周云光.单晶Ni3Al基高温合金微铣削表面粗糙度试验研究[J].中国机械工程,2016,27(6):801-804.
[2] LEE P H, LEE S W. Experimental characterization of micro-grinding process using compressed chilly air[J].International Journal of Machine Tools&Manufacture, 2011,51(3):201-209.
[3] 高成秀,贾振元,卢晓红.微铣加工关键技术研究现状与发展[J].组合机床与自动化加工技术,2012(1):107-111.
[4] Y V Srinivasa, M S Shunmugam. Mechanistic model for prediction of cutting forces in micro end-milling and experimental comparison[J]. International Journal of Machine Tools & Manufacture, 2013 (67):18-27.
[5] 陈明君,陈妮,何宁,等.微铣削加工机理研究新进展[J].机械工程学报,2014,50(5):161-172.
[6] 曹自洋,何宁,李亮.微细铣削表面粗糙度实验研究[J].机械科学与技术,2011,30(5):785-788.
[7] Avila M,Dornfeld.On the Burr Formation Mechanisms and Minimization Strategies at High Tool Engagement[C].Intl. Conf. on Deburring and Edge Finishing,UC Berkeley,2004:191-200.
[8] Adams D P,Vasile M J,Benavides G,et al. Micromilling of metal alloys with focused ion beam fabrication tools[J].Precision Engineering.2010(25):107-113.
[9] Damazo B N, Davies M A, Dutterer B S, et al. A summary of micro-milling studies[C]. First International Conference of the European Society for Precision Engineering and Nanotechnology, 1999(20):322-324.
[10] Schaller T, Bohn L, Mayer J, et al. Microstructure grooves with a width of less than 50μm cut with ground hard metal micro end mills[J]. Precision Engineering, 1999(23):229-235.
[11] 张欣欣,于化东,许金凯,等. 高速微铣削铝合金铣削力与表面粗糙度研究[J]. 组合机床与自动化加工技术,2015(7):46-49.
(编辑李秀敏)
本刊欢迎订阅!
欢迎在线投稿!
欢迎刊登广告!
Experimental Study on Surface Roughness in High Speed Micro Milling of Single Crystal Aluminum
Micro milling is widely used as one way of machining micro components and features with high precision and efficiency. In order to study the micro milling surface quality of single crystal AL, the two-edged carbide alloy micro-milling tool with 0.4mm diameter was used, and the orthogonal experiment of three factors and five levels was conducted on the micro-milling of single crystal AL, through the analysis of variance and range, the primary and secondary factor which impacting on surface quality were found, the influence of spindle speed is the biggest, followed is the milling depth, the feed rate is minimal, the influence rules of cutting parameters on micro milling surface were discussed; the ideal combination of optimized process parameters were obtained, when the speed spindle is 36000r/min, the milling depth is 10μm,the feed rate is 80μm/s, which made the milling surface roughness is 0.782μm and minimal. Those can provide a certain theoretical and experimental basis for micro milling of single crystal materials.
micro milling; single crystal materials; surface roughness; orthogonal experiment
1001-2265(2016)09-0017-03DOI:10.13462/j.cnki.mmtamt.2016.09.005
国家自然科学基金资助项目(51375082);辽宁省高校基本科研业务费
高奇(1981—),男,辽宁锦州人,东北大学博士研究生,研究方向为微尺度加工,(E-mail)qqonline@163.com。
TH161;TG506
A
