钣金展开计算方法研究及应用
2016-11-03马春华钱宏辉刘仁飞
茅 杰,马春华,钱宏辉,刘仁飞,王 杰
(国电南瑞科技股份有限公司,南京 210061)
加工与制造
钣金展开计算方法研究及应用
茅 杰,马春华,钱宏辉,刘仁飞,王 杰
(国电南瑞科技股份有限公司,南京 210061)
针对钣金展开计算情况,分别对钣金中性层展开计算、板料扣除计算、可视化窗口计算以及Creo自动展开计算进行研究,将四者相融合,结合钣金中性层展开和板料扣除计算出钣金折弯Y因子,得出精确的钣金展开计算方法,再通过设置折弯特征Y因子和重新定义钣金折弯表,利用Creo软件进行自动展开。其计算结果精确,过程简单便捷,效率较高,在实际生产过程中有较好的应用。
钣金;展开;中性层;Creo;Y因子;折弯表
0 引言
随着工业智能化的快速发展,电气智能控制柜需求日益剧增。钣金机柜具有承受较重载荷,结构刚性好,造型美观等优点,在电力设备中的应用越来越广泛。对于钣金件来说,计算其毛坯展开尺寸是制定弯曲件加工工艺方案的前提,钣金件毛坯展开尺寸正确与否,直接关系到钣金件的尺寸精度和产品质量,有时毛坯计算不准确还会造成废品的风险[1]。因此,折弯钣金件展开图的准确绘制尤其重要。本文结合中性层理论展开计算、板料扣除计算两个方面,利用VB6.0开发钣金折弯展开软件,同时采用Creo三维软件实现钣金件的自动展开,大大提升了折弯钣金件的展开效率和精度。
1 钣金折弯展开理论计算
1.1中性层理论计算
钣金毛坯在折弯过程中外层受到拉应力而拉长,内层受到压应力而缩短。在内、外层之间有一段长度保持不变的纤维层称为中性层[2]。因此在展开过程中可以中性层为基准进行理论展开计算。如图1所示为利用中性层计算折弯成型后的钣金件,虚线为中性层位置。
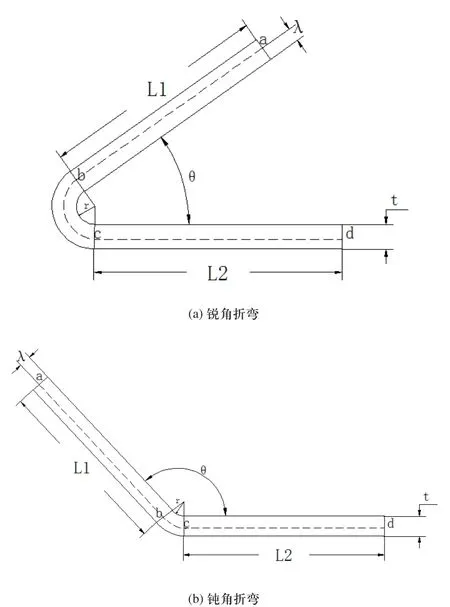
图1 中性层计算成型后钣金件

式中:L为钣金坯料中性层展开总长度;
θ为弯曲中心角;
r为折弯内侧半径;
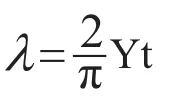
λ为中性层距板料内侧距离。
因此,根据中性层定义,折弯钣金件的展开长度等于中性层长度L。
1.2板料扣除计算
折弯扣除又称折弯变形区的修正。其计算公式为:

根据图2所示为利用板料扣除计算成型后钣金件,其展开长度如式(3)所示。

图2 板料扣除计算成型后钣金件

式中:L为钣金坯料展开总长度;
θ为弯曲中心角;
r为折弯内侧半径;
x为折弯扣除值。
对于一台折弯机而言,折弯扣除数据的获取,一般根据生产量的大小采用经验法或试验法,现采用经验法,即选用大量试验样板,折出不同的角度,测量折弯前后的数据,求其算数平均数[3]。
现采用Sanfan折弯机,型号为150-3100,对板厚1.5mm,材料为Q235A,尺寸为200×100mm的钢板进行折弯(拍平除外),折弯上模刀尖半径为1mm,测得15组折弯试验数据,如表1所示。
计算其算数平均数X=2.396。
同理,使用控制变量法,计算出不同板厚在折弯和拍平情况下的扣除值,如表2所示。

表1 板厚1.5mm,Q235A折弯数据

表2 不同板厚的折弯扣除值
令:
联立式(1)与式(3),可得:
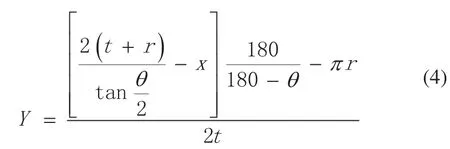
式中Y即为钣金折弯Y因子,根据式(4),可对不同板厚,不同的折弯角度计算出其折弯K因子值。
2 可视化窗口计算
钣金折弯展开在进行手动展开计算时由于计算工作量较大,需要进行多次运算,效率较低,且容易出现错误。在板料扣除计算的基础上,利用VB6.0进行编程操作,设计可视化窗口,分别对90°折弯、非90°折弯、拍平以及圆弧折弯进行展开计算,如图3所示。

图3 可视化窗口计算
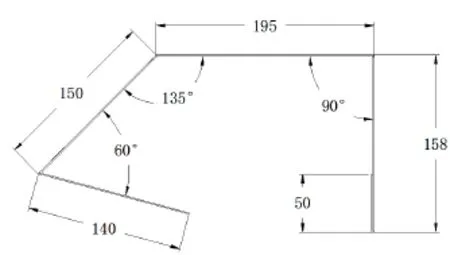
图4 零件折弯尺寸
折弯展开人员仅需将每道折弯的外尺寸输入相应位置,即可计算出折弯展开长度。例如,计算一零件的展开长度,板厚为1.5mm,内折弯半径为1mm,其折弯尺寸图4所示。展开计算时,将零件的各个折弯边按90°折弯、非90°折弯和拍平进行分类填入窗口中,计算出其展开尺寸,结果为685.37mm,如图5所示。
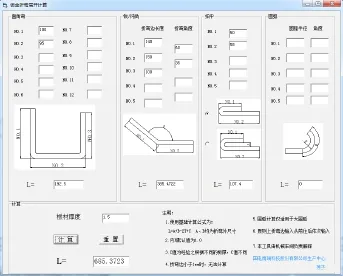
图5 可视化窗口计算结果
3 三维软件直接展开
随着制造业信息化的不断发展,CAD/CAM/CAE等软件的交互和信息的逐渐顺畅,三维建模软件在钣金设计中的应用越来越广泛。Creo作为PTC公司最新推出的一款参数化三维软件系统,在钣金设计方面有较大的优势。此处利用Creo软件对复杂钣金零件实现直接展开[4]。钣金件的Creo展开方法是一种参数化、智能化的设计过程,是在程序模拟钣金件加工过程的基础上,进行折弯展开的。首先对设计人员的三维模型进行钣金环境加载定义,然后直接通过展开命令进行展开,再导出,设置为dxf的展开图即可。
3.1设置Y因子直接展开
Creo软件直接展开,计算钣金展开长度的公式为:

式中:L为钣金坯料折弯处展开长度;
θ为弯曲中心角;
r为折弯内侧半径;
Y为钣金折弯Y因子。
代入式(4)可得:

结合表2中不同板厚的扣除值,即可计算出钣金展开长度。因此,在Creo中进行钣金展开,仅需将在此零件的钣金环境设置其Y因子值,即可实现展开。
3.2设置钣金折弯表直接展开
利用Y因子展开计算,前提需要结合式(4)和表2计算出Y因子的值,才能够精确计算出钣金零件的展开长度,较为繁琐。Creo软件中带有钣金折弯表可用于精确计算具有特定半径及角度的钣金折弯的展开长度。
由于结构设计人员在设计时,对于折弯内R角度不够重视,其值范围在0.1~3mm之间,在工艺人员展开过程中设置较多,较为繁琐。因此,在基于折弯扣除的研究上,对Creo中折弯表重新编辑定义,在折弯表中列有300多种折弯内径r和材料板厚的组合,忽略了折弯内R值对钣金展开的影响,如图6所示。
在电气柜的设计加工过程中,直角折弯占有较大的比重,工艺人员在展开计算时仅需直接加载新定义的折弯表,即可直接展开。对于一些非直角折弯,需以折弯表的计算公式乘以(θ/90),或者对非直角折弯特征进行折弯系数定义,可得到折弯区的展开长度。
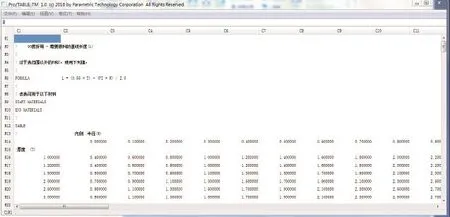
图6 重新定义的折弯表
以上折弯表并不适用于钣金件的拍平折弯,因此在进行拍平处进行展开计算时,需在零件绘制界面,定义其折弯系数,然后再加载折弯表进行展开计算。
同样,以图4中的零件为例,其利用Creo软件直接展开计算步骤如下:
1)在零件三维图编辑界面,选取其拍平边进行重新编辑,定义其折弯余量中的Y因子值为0.8;
2)加载钣金折弯表;
3)直接对其进行展开,通过测量其展开长度为685.4mm;
4)经可视化窗口计算进行验算;
5)新建绘图,导出1:1展开图。
按照上述步骤,对图4零件通过Creo自动展开,其计算结果较为精确,可直接用于生产加工。
4 结束语
本文分别利用理论方法、可视化窗口计算方法和Creo自动展开对钣金零件进行展开计算,相较于可视化窗口计算和理论计算,Creo自动展开计算能够直接反映钣金零件板料开孔特征,效率较高。理论计算和可视化窗口计算是对Creo自动展开计算的辅助支撑,得出精确的展开,且效率较高。
[1] 李英杰.钣金压弯技术[M].北京:机械工业出版社,2012.
[2] 刘二恩,史航,程林志,王凯,赵东峰.Pro/E软件实现90°角钣金件1:1展开的二次开发及应用[J].新技术新工艺,2013,06:42-45.
[3] 宋一祥,孟宪礼,耿亚琳.折弯因子K、折弯扣除对钣金折弯的影响及转换[J].金属加工(热加工),2015,21:15-16.
[4] 詹友刚.Creo1.0 钣金设计教程[M].北京:机械工业出版社,2012.
Research and application of sheet metal unfolding calculation method
MAO Jie, MA Chun-hua, QIAN Hong-hui, LIU Ren-fei, WANG Jie
TG386
A
1009-0134(2016)10-0070-04
2016-04-12
茅杰(1989 -),男,江苏泰州人,工程师,硕士,主要从事钣金生产加工研究。
