基于不同产品特征的3D扫描技术研究
2016-10-28黄加福游庆华陈鑫钊林春榕
黄加福,游庆华,陈鑫钊,林春榕
基于不同产品特征的3D扫描技术研究
黄加福1,游庆华2,陈鑫钊1,林春榕1
(1. 漳州职业技术学院机械与自动化工程系,福建漳州363000;2. 厦门工学院电气工程系,福建厦门 361000)
通过3D扫描设备获取产品的三维数据并进行数字化设计,可以减少设计的周期。研究产品的扫描过程及原理,提出平底产品、全曲面产品、大尺寸产品、薄壳类产品的3D扫描方法,结合Geomagic Studio软件对点云数据的处理;并分析影响3D扫描的精度的因素,从而为后续数字化设计提供高精度的点云。
3D扫描;逆向工程;点云数据;扫描精度
1 引 言
逆向工程技术是在20世纪80年代发展起来的数字化设计与制造技术,逆向工程技术在模具、汽车、航空、工业设计等领域得到了广泛应用[1],在工业领域的实际应用中,逆向工程主要包括:(1)新零件的设计,主要用于产品的改型或彷型设计;(2)已有零件的复制,再现原产品的设计意图;(3)损坏或磨损零件的还原;(4)数字化模型的检测,例如检验产品的变形分析、焊接质量等,以及进行模型的比较。
逆向工程具体的工作流程是针对一现有工件(样品或模型),利用三维数字化测量仪准确、快速地将物体的三维坐标数据以数据点集的形式获取得到,在经过数据处理、构建曲面、编辑、修改后,传送至通常的CAD/ACM系统作进一步的设计,再由CAD/CAM系统生成刀具的NC加工轨迹传送至CNC机床制作所需模具,或者生成STL文件传送到3D打印机将样品模型制作出来,也可由CAD生成机械加工用的图纸,再由传统机床加工出产品零件,逆向工程的基本过程如图1所示。

图1 逆向工程的流程
其中,三维数据扫描是逆向工程中的基础,市场上也将这个过程称为“抄数”。目前产品点云数据的获取设备主要有两大类,接触式仪器扫描和非接触式仪器扫描。接触式设备的测量精度高,适应性强,但是其效率低,而且只能扫描质地较硬的表面;非接触式设备测量的效率高,精度较高。点云数据质量的高低直接影响到逆向工程的设计的速度,以及模型重构的质量。因此,提高数据采集的精度,是后续工作顺利进行的前提[2]。
2 三维数据扫描的原理及过程
2.1 扫描原理
本次扫描用的三维扫描仪为“Win3DD-M”,采用白光拍摄原理,单目扫描仪。单幅扫描范围为300mm×210mm×200mm。该扫描仪采用斜射式三角法测量原理。其具体测量原理如图2所示,投影组件将多组条纹光投影到物体表面,相机组件拍摄物体表面条纹图案并将图案信息传输到主控板,主控板将图案信息经计算机通信接口传输至计算机,计算机根据三角法等[3、4]解析条纹曲率变化以及和所扫数据标志点坐标,精确计算出每个像素对应物体表面的空间点坐标和纹理信息,最终达到获得物体表面三维点云数据。若被测物体沿表面法线方向移动距离M,则在CCD上的像点也会有相应的移动距离N,根据CCD上的距离N,可以计算物体位移M。
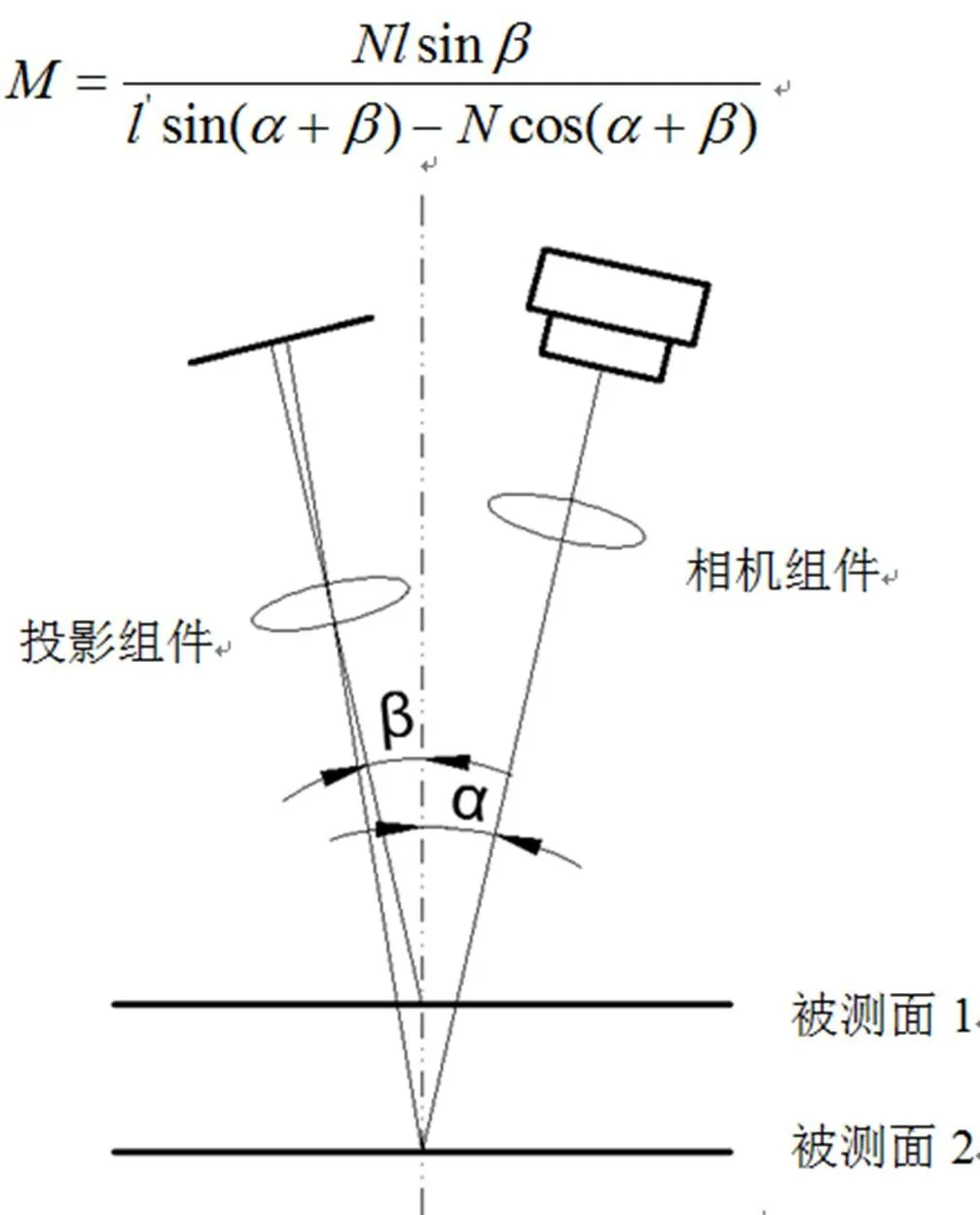
图2 斜射式三角法测量原理
2.2 扫描过程
不同的设备对产品的扫描过程基本相同,大致经过以下几个阶段:1)对扫描仪进行标定;2)判断扫描环境是否可行,如环境光线,噪声大小等。3)观察产品的形状特征、颜色、大小等,若颜色过深或反光,可通过显影剂进行正确喷涂;4)规划扫描路径,进行标志点粘贴;5)调整扫描仪参数,如:曝光值、扫描仪与工件的距离、相机与工件角度参数等;6)对工件进行扫描;7)数据的处理。对于扫描完的点云数据,避免数据量过大,可通过扫描软件自带的数据处理功能,将多余的点云去除后再导出成txt、asc格式等,以供给后续的点云数据处理软件使用。
3 产品扫描
本文研究用的3D扫描仪主要通过转盘来旋转工件,该转盘上下面都具有旋转功能。如图3所示。对于单目的3D扫描仪,难于对产品通过单次扫描来获得扫描件的所有数据,因此,需通过移动工件或移动3D扫描仪进行多幅扫描,在产品的扫描过程中,第一幅点云与第二幅点云通过公共的标志点进行拼接,从而获取扫描件的全部数据。如图4所示为电话手柄不同幅面公共点的粘贴顺序。每幅公共标志点数不得少于3点,市场上的3D扫描仪基本上都具备自动拼接功能。

图3 3D扫描仪
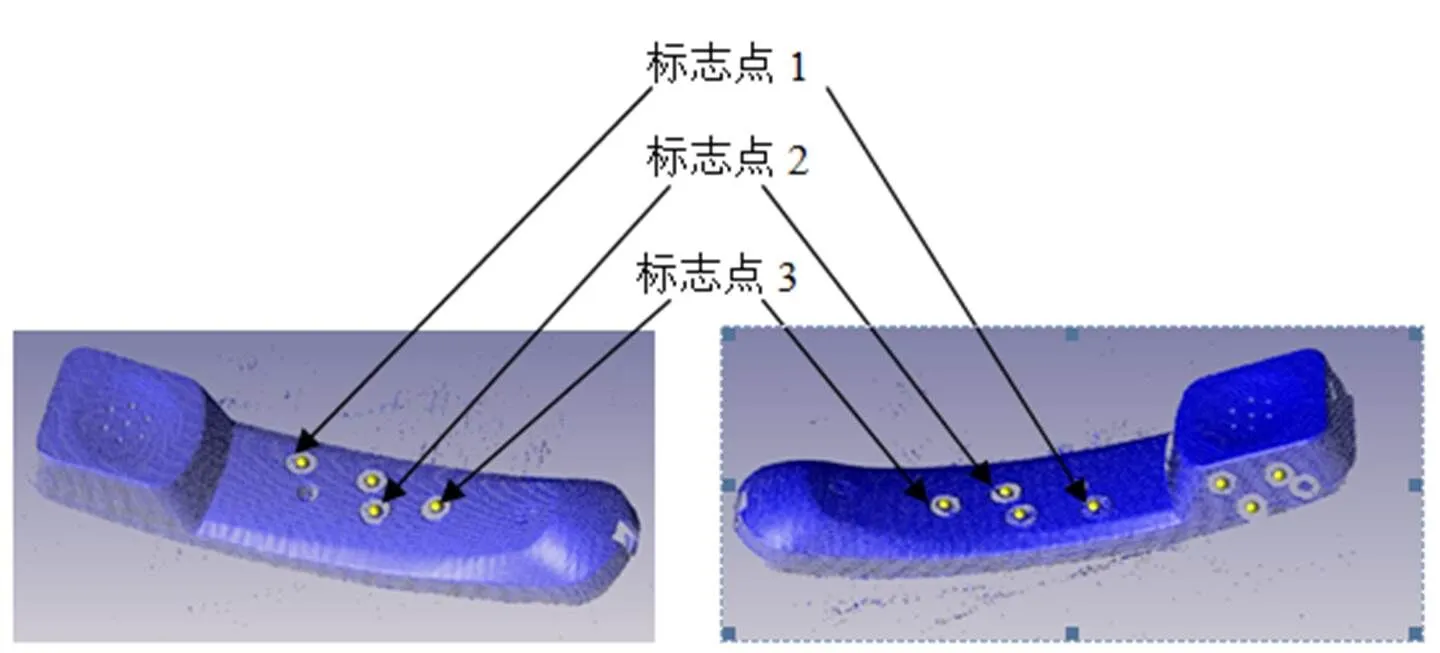
图4 扫描件的公共标志点
3.1 具有平面底托产品的3D扫描
某些产品的底面具有平面特征,或者其底面特征可通过后续正向设计进行建模,不需进行3D扫描,本文把这些产品定义为具有平面底托的产品,如图5所示,这类产品在扫描时可通过以下两种方法:1)若扫描工件较大,且上表面有较平缓的曲面特征或平面特征时,可将标志点贴于工件上,并直接放置在黑色绒布上,通过转盘或手动转动扫描工件进行多幅扫描;2)若扫描工件较小,或该工件不宜粘贴标志点,可将标志点贴在转盘上,通过旋转转盘进行多幅扫描。
图5 具有平面底托的产品
若有些产品由于受保护而不能在其上贴标志点,可通过在旁边放置能贴标志的辅助件进行扫描,但两工件必须放置于转盘上,且第一幅扫描后,两扫描件的相对位置不能发送变化。
3.2 全曲面产品的3D扫描
某些产品的外表面是曲面特征,如图6所示为剃须刀的外观,这类产品在扫描时,不容易平稳放置,为了防止在旋转转盘时,影响扫描件的移动,可通过黑色橡皮泥将扫描样品短时间粘贴在转盘上,并将标志点贴在转盘上,通过旋转转盘进行多幅扫描。待正面数据都已扫描完整时,采用转盘的反面进行放置扫描件,并将扫描件翻转,在扫描件翻转前后要在工件合适位置处贴有公共标志点,否则无法过度,翻转成功后,即可继续扫描。但产品若喷有显影剂,容易将扫描件表面的显影剂去除,影响下一幅面点云的扫描质量。

图6 全曲面产品
一般情况下,将标志点贴在扫描样件有较平缓的曲面特征上,如图6所示为剃须刀不同表面标志点的粘贴情况。贴标志点时,尽量不要在同一直线上,且不同面的粘贴。将扫描工件直接放置在黑色绒布上,通过手动转动扫描工件进行多幅扫描。只要不同幅面的扫描时有公共的标志点,就能顺利拼接。布局尽量不同。
3.3 大尺寸产品的3D扫描
有些产品的尺寸较大,超过了我们所使用的扫描仪扫描的幅面。可采用手持式扫描仪或者工业用扫描仪获取数据。对于扫描幅面较小的扫描仪,我们可通过单幅扫描并将每幅点云数据依次保存,再将这些点云导入到Geomagic studio 进行手动对齐。这种方法要求在扫描过程中,不同幅面要有公共的扫描件特征。由于每幅的点云数据都各自保存,此类扫描可不需在扫描工件上或转盘上贴标志点,扫描杂质点较少,后续点云和面片处理较简单。通过Geomagic studio的手动对齐能有效地解决大尺寸产品的扫描问题。
3.4 具有薄壳类产品的3D扫描
有些产品由于是薄壳类,在翻转扫描时,难于用标志点来过渡。本文提出一种结合Geomagic studio软件的对齐方式来对薄壳类产品进行3D扫描和数据处理。如图7所示为一薄壳类扫描件的上表面和下表面,由于上表面在扫描完成后,翻转时,难于用公共标志点进行过渡。这类产品可以采用在上表面和下表面交接位置处粘贴等直径的球体,先将上表面扫描完整,翻转后将下表面扫描完整,分别保存两份点云数据,通过Geomagic studio软件的“探测球体目标”功能进行正反面数据的拼接,最后再将球体点云数据去除。这种方法适用于薄壳类产品的扫描,但要求对探测球粘贴稳定、可靠。
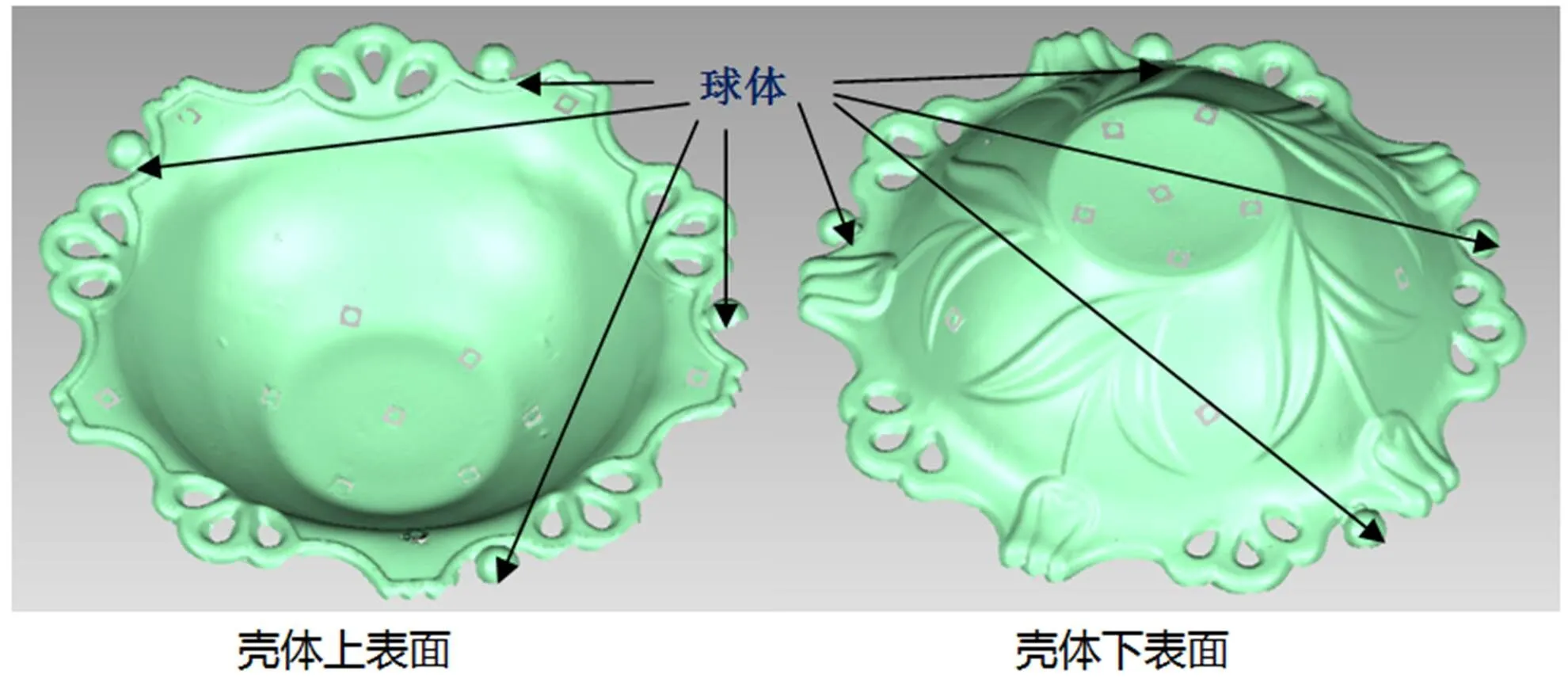
图7 壳类产品
4 产品3D扫描的误差分析
3D扫描技术处于前沿科技,国内外对3D扫描仍处于探索研究阶段。影响扫描精度的原因也较多,大致可归类为:
1)扫描系统自身引起的误差
对于非接触式白光扫描仪,光栅条纹的疏密程度、光栅质量、摄像头质量等都会影响到扫描的质量,此外,设备的机械结构也会影响到扫描质量,如散热风扇的震动、丝杆传输结构的标尺误差等。设备本身信号的处理也会对扫描精度产生影响。
2)测距范围引起的误差
每台扫描仪都有合适测量范围,对于光学扫描仪,要求对扫描头和扫面工件的距离进行调整后方能进行扫描,本研究所用设备“Win3DD-M”3D扫描仪的合理扫描范围在560~640mm,测距误差对扫描质量影响很大[5]。当扫描件的尺寸较大时,部分特征已经超出了测距范围而引起误差。
3)标定引起的误差
在相机标定的过程中,标定块的摆放位置、标定的步骤、调整的曝光率程度和参数的设置都会对测量结果产生不同程度的影响。标定方法若存在缺陷,容易对后续的产品的扫描质量产生影响。
4)环境引起的误差
扫描环境的光线、周边环境引起的震动、温度、气压[6]等都会带来一定的杂质点云;此外,扫描工件以外的一些浅色物体也会带来一定的杂质点云,如扫描工件附近周围的浅色地板和底盘为去除干净的浅色杂质等。
5)坐标系拼接引起的误差
在扫描过程中,不同幅面点云依靠公共点坐标进行拼接,工件在移动时可能会引起标志点的松动,因此,容易引起拼接使点云出现错层。
6)操作引起的误差
操作者对标志点的粘贴水平、显影剂喷涂的厚度、曝光值大小的调节、工件旋转及翻转的顺序等都会引起扫描点云的误差。
5 结 论
本文采用单目白光扫描仪研究不同形状特征的产品的3D扫描技巧,提出不同特征类型产品(平底产品、曲面产品、大尺寸产品、薄壳类产品)的3D扫描方法,并分析在扫描过程中引起点云质量的原因。为逆向工程后续步骤(点云数据处理、模型重构、数字化设计)提供准确可靠的点云数据。
在研究过程中,还存在一些问题难于解决,如:1)死角点云数据的获取;2)特小尺寸产品由于无法贴标志点,难于获取点云数据;3)较大产品[7]和动物的扫描。本文作者认为通过手持式扫描仪和扫描精度较高的扫描仪可解决此问题。
参考文献:
[1] 雷蔓, 吕健, 刘征宏, 等. 基于逆向工程与3D打印的工艺品保护与开发[J]. 制造业自动化, 2014, 36(5): 141-145.
[2] 邓佳文, 张政, 厉丹彤, 等.基于逆向工程与快速原型的三维模型重构[J]. 塑料工业, 2015, 43(5): 35-38.
[3] KG Harding.Calibraiton Methods for 3D Measurement Systems[J]. Ge Research&Development Center, 2001, 4189: 239-247.
[4] Godin, Rioux, Beraldin, Levoy, Coumoyer, Blais. An ASsessment ofLaser Range Measurement on Marble Surfaces [J]. 5th Conference on OpticM 3D M easunem ent Techniques, Vienna, Austria, 2001: 1-4.
[5] 范钧, 王雷刚.基于三维扫描仪的逆向产品开发精度分析[J]. 制造业自动化, 2013, 35(1): 131-133.
[6] 郑德华, 沈云中, 刘春, 等. 三维激光扫描仪及其测量误差影响因素分析[J]. 测绘工程, 2005, 14(2): 32-34.
[7] 郭浩, 张胜利, 马钦, 等. 基于点云采集设备的奶牛体尺指标测量[J]. 农业工程学报, 2014, 30(5): 116-122.
(责任编辑:季平)
Research on 3D scanning technology based on different product features
HUANG Jia-fu1, YOU Qing-hua2, CHEN Xin-zhao1, LIN Chun-rong1
(1. Mechanical and Automation Engineering Department, Zhangzhou Institute of Technology, Zhangzhou 363000, China; 2. Xiamen Institute of Technology, Xiamen 361000, China)
It can reduce the design cycle by using the 3D scanning equipment to obtain the products’ 3D data. In this paper, the scanning process and the principle of scanning product are studied. Proposed 3D scanning method for flat products, the surface products, products with large size and thin shell products, combined with Geomagic Studio software, processing the point cloud data. In this paper, we also analyze factors that affect the 3D scanning precision, so as to provide a high accuracy of point cloud for subsequent digital design.
3D scaning; reverse engineering; point cloud data; scanning precision
TP391.73
A
1673-1417(2016)03-0001-06 doi:10.13908/j.cnki.issn1673-1417.2016.03.0001
2016-05-26
漳州职业技术学院科研课题(ZZY1507)。
黄加福(1984—),男,福建龙海人,讲师,硕士,研究方向:逆向工程,精密加工。