基于动态辊缝轧机垂直振动仿真及工程验证
2016-10-27王桥医
王桥医,高 翔,蒋 鑫,过 山,陈 娟
(杭州电子科技大学机械工程学院,浙江 杭州 310018)
基于动态辊缝轧机垂直振动仿真及工程验证
王桥医,高翔,蒋鑫,过山,陈娟
(杭州电子科技大学机械工程学院,浙江 杭州 310018)
以四辊板带冷轧机垂直振动为研究对象,对轧制过程中轧机辊系的振动情况进行了研究.在轧机垂直振动理论和动态响应理论的基础上,运用有限元分析软件ANSYS建立了轧机轧制过程动力学仿真模型,并对四辊冷轧机的工作辊、支承辊进行了动力学模态分析.研究了轧机工作辊、支承辊固有振型及其在垂直方向上的形变对轧制过程中辊缝变形的影响,对其中影响辊缝变形较大的轧机辊系特定振动频率下的振型进行了详细分析.仿真结果表明,在某些特定的频率时上下工作辊和支承辊在垂直方向上的振动幅度较大.通过对国内某企业2800四辊可逆式冷轧机进行垂直振动工程测试,验证了四辊冷轧机轧制过程动态仿真结论的正确性.
轧机;辊系;垂直振动;仿真分析;振动测试
0 引 言
一个国家的钢铁工业实力在一定程度上是其综合国力的重要体现,随着近年来我国经济的快速发展,钢铁工业实力也在不断地发展提高[1-2].金属轧制过程的实现主要依靠轧机设备[3-4].由于在轧制过程中高速冷轧机存在着振动的问题,这对钢铁板材的质量和精度产生了严重的影响,有时甚至会造成轧机设备的损坏,引起重大经济损失[5-6].因此,轧机振动问题越来越引起广泛的关注和研究[7-8].
在轧机进行轧制的过程中,轧件位于轧机的上、下工作辊之间的辊缝中[9-10],上下工作辊的不同的振动情况在轧制过程中对轧机的工作稳定性以及轧件的轧制精度都有着重要的影响[11-12].本文首先建立轧机轧制过程动力学仿真模型,其次运用非线性有限元ANSYS/LS-DYNA软件[13]对动态辊缝辊系的轧制过程进行动力学性能仿真,并对轧制过程的仿真结果进行了详细的分析,最后通过对某型号四辊冷轧机振动测试,验证了轧制过程动态仿真结论的正确性.
1 轧机轧制过程动力学仿真模型的建立
四辊轧机在轧制过程中,轧件的弹性变形和塑性变形是在轧制力的作用下产生的,轧辊也会受到轧件变形时产生的反作用力,从而引起轧辊的弹性变形,也影响轧机的垂直振动和垂直振动特性,因此,对轧机轧制过程的仿真分析和轧机辊系的振动情况分析相对于动力学特征分析和轧机垂直系统的动力学建模具有重要的参考价值.
本文采用了ANSYS/LS-DYNA软件进行分析,轧机轧制过程的有限元模拟分析就是利用了ANSYS中的Is-prepost软件较好的后处理功能进行的,在轧制过程中对上下工作辊和支承辊在不同频率时进行了动态仿真分析,得出了轧机振动的不同频率对轧机工作时稳定性的具体影响.
1.1轧制过程动态辊缝力学模型的建立和轧辊几何模型的选择
四辊轧机轧辊力学特性的简化有限元模型有3种,分别为:1/4模型、1/2模型和整体模型,如图1所示.

图2 轧机动态辊缝力学模型
考虑到四辊轧机在辊系结构上的特性,如轧辊的左右对称性和辊系的上下对称性,所以在进行辊系的有限元建模时,做了以下假设:轧件和轧辊左右对称,工作辊和支承辊转速相同,并且关于轧辊结构对有限元模型的影响不予考虑,重点考虑轧辊垂直振动位移对轧制力的影响,建立的轧机动态辊缝力学模型如图2所示.
在轧制过程中,轧件受到辊系振动、外界干扰力以及变形抗力等因素的共同作用,因此,理想轧制状态下的轧制力公式在实际轧制生产中不再适用,本文建立的轧机动态辊缝力学模型将轧制形变区域分成两个部分,分别为左边的Ⅰ区是塑性形变区,简称塑性区,Ⅱ区是弹性形变区,简称弹性区.
因此,轧制力也被分为塑性形变区轧制力和弹性形变区轧制力两部分来分别进行计算,用P表示塑性区动态轧制力,PE表示弹性区动态轧制力,故总动态轧制力P∑可表示为:
P∑=P+PE.
(1)
图2中,m1和m2分别是上、下辊系的等效质量,k1和k2分别是上、下辊系和机架之间的等效刚度,τf和τb分别是轧件的前张力和后张力,h1是轧辊发生垂直振动时动态的轧件出口厚度,R是工作辊半径,R′是工作辊发生垂直振动时的动态压扁半径,计算公式为:
(2)

在轧辊垂直振动的影响下,式(1)中的弹性区性区动态轧制力根据布兰德福特希尔轧制力公式为基础写为:

(3)
式中:k宽度方向的变形阻力.
同样的,塑性区动态轧制力P采用经典冷轧轧制力公式即Bland-Ford公式来进行计算,具体计算公式为:
(4)


(5)
式中:QP是辊缝工作界面上摩擦力对应力状态的影响系数.
此投影的动态长度与理想的接触弧相对比也能间接的反映出垂直振动对轧辊工作所产生的影响.
因此,选择了上支承辊和上工作辊的1/4进行了有限元的网格划分和建模,如此既提高了有限元的计算精度和计算时间,也使得有限元的网格数相应的减少了.其模型如图3所示.

图3 轧制过程有限元模型
1.2轧制过程仿真模型的辊系参数和轧件参数
仿真过程中的轧辊以及轧件的各项参数按照表1进行设定.
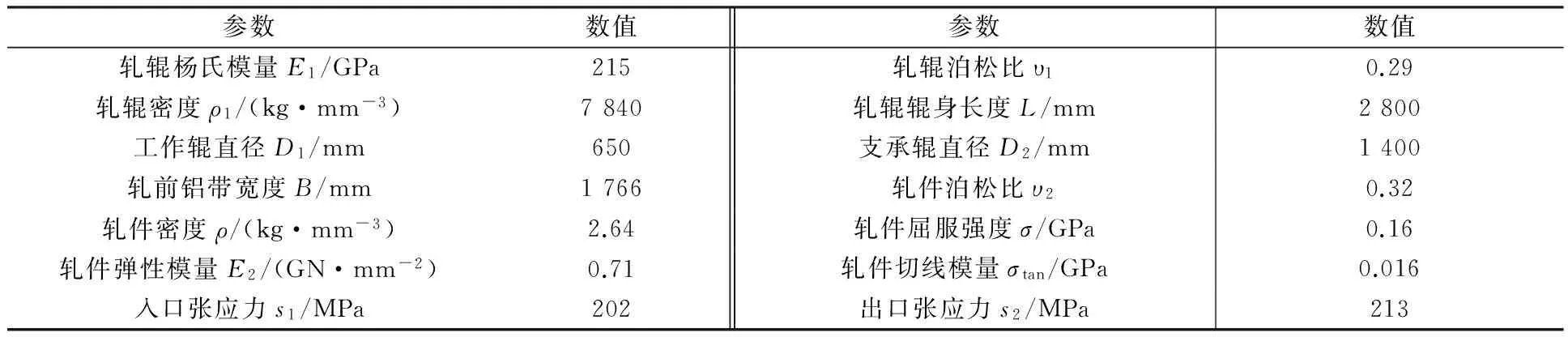
表1 模型的几何参数和材料参数
1.3轧辊和轧件材料定义
轧辊的材质是70Cr3NiMo,轧件的材质是LF6防锈铝合金,在轧制过程有限元模型中考虑轧辊弹性变形,轧件防锈铝合金发生塑性变形.轧件由于发生塑性变形而同时产生的微小弹性变形在模型中可以忽略不计.
在轧制过程模型的建立中,依据ANSYS/LS-DYNA软件中的屈服准则,轧件采用双线性各向同性硬化模型,轧辊则采用各向同性弹性模型,而屈服准则则采用的是Von Mise准则.
2 基于动态辊缝的轧制过程动力学仿真模拟结果
2.1四辊冷轧机工作辊的动力学模态分析仿真结果
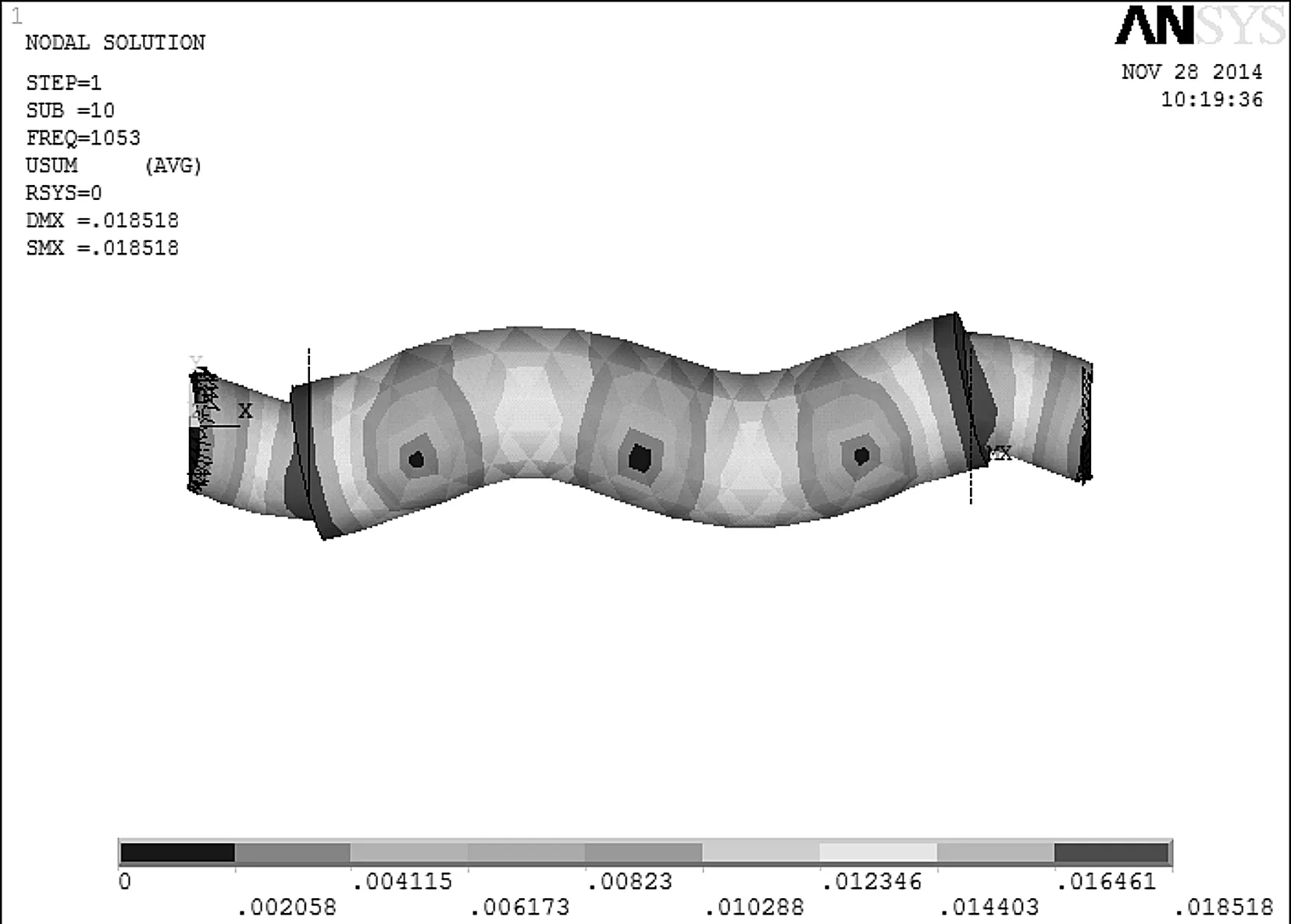
图4 动力学模态分析中轧机工作辊总分布图
因为本文主要是对轧机工作辊和支承辊在垂直方向上的振动情况进行研究,所以工作辊的振动变形位移情况是研究的重点.将对应于振动频率和垂直方向上的振动变形位移量的工作辊的10阶模态提取出来,如表2所示.
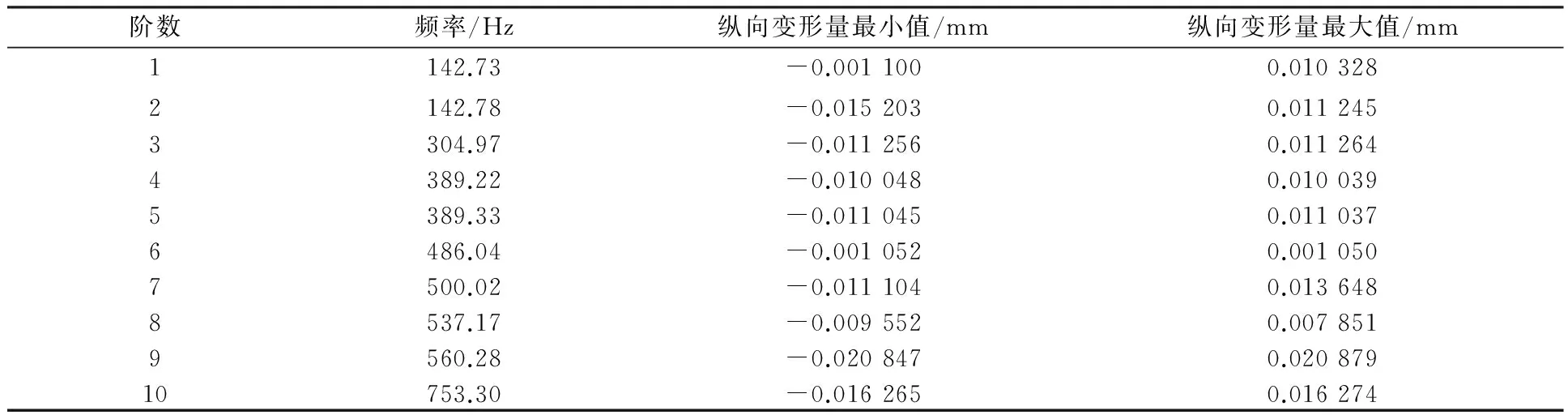
表2 轧机工作辊模态分析的振动频率及垂直方向的变形量
从表2中可以发现,工作辊在垂直方向上振动变形较大的是第7阶和第9阶两个模态,第7阶的振动频率为500.02 Hz时的最大变形量为0.013 648 mm,其在垂直方向上的振型如图5所示,第9阶的振动频率为560.28 Hz时的最大变形量为0.020 879 mm,其在垂直方向上的振型如图6所示.在这些振动频率下,工作辊在垂直方向上的变形量较大,且工作辊由于与轧件直接接触,其自身形变量对垂直振动过程中辊缝的变化影响也会较大,因此对板带的轧制精度影响较大.

图5 轧机工作辊第7阶振型图
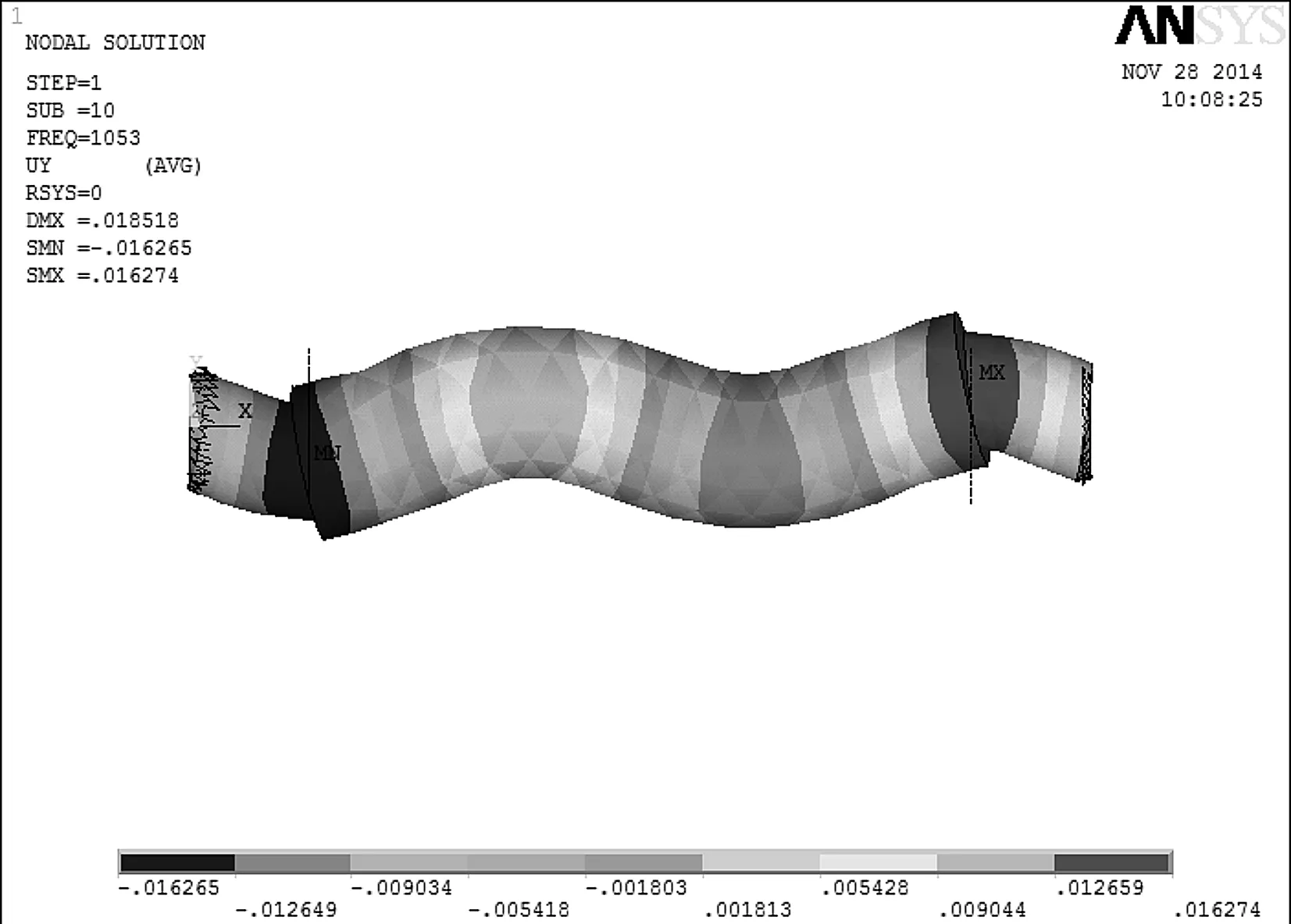
图6 轧机工作辊第9阶振型图
2.2四辊冷轧机支承辊的动力学模态分析仿真结果
经过ANSYS仿真处理后,得到轧机支承辊在动力学模态分析后的总的振动情况的分布如图7所示.
本文以支承辊在垂直方向上的振动变形位移量为研究对象进行分析,将支承辊的10阶模态对应的在垂直方向上的振动变形位移量以及振动频率提取出来,如表3所示.

图7 轧机支承辊总变形图
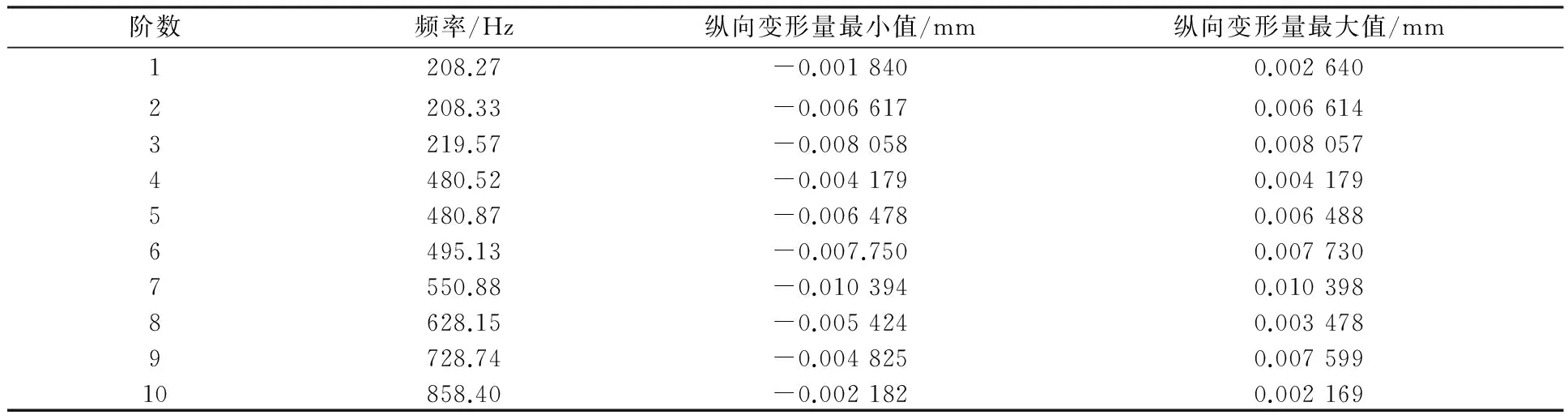
阶数频率/Hz纵向变形量最小值/mm纵向变形量最大值/mm1208.27-0.0018400.0026402208.33-0.0066170.006614345678910219.57480.52480.87495.13550.88628.15728.74858.40-0.008058-0.004179-0.006478-0.007.750-0.010394-0.005424-0.004825-0.0021820.0080570.0041790.0064880.0077300.0103980.0034780.0075990.002169
从表3中可以发现,支承辊在垂直方向上振动变形较大的是第7阶和第9阶两个模态,第7阶的振动频率为550.88 Hz时的最大变形量为0.010 398 mm,其在垂直方向上的振型如图8所示,第9阶的振动频率为728.74 Hz时的最大变形量为0.007 599 mm,其在垂直方向上的振型如图9所示.在这些振动频率下,支承辊在垂直方向上的变形量较大,会对板带的轧制精度产生影响,需要引起重视.

图8 轧机支承辊第7阶振型图
图9 轧机支承辊第9阶振型图
3 轧制过程动力学仿真结果的实验验证
为了通过测试实验的方法研究轧机垂直振动的形态、特性以及验证高速四辊冷轧机的轧制过程动态仿真结论的正确性,本文以国内某企业的2800四辊可逆式冷轧机为测试对象,在理想化的条件情况下及常温常压且有良好的降温措施的情况下,以轧辊垂直振动为主要测试参数来进行测试实验研究.2800轧机是一种大型、复杂的机械设备,其结构示意图如图10所示.实验过程中,将加速度传感器布置在轧辊轴承座上以获取辊系的垂直振动信号.传感器的安装位置如图11所示.为了便于安装操作,安装位置应在轧机操作侧与辊轴向垂直并靠近轴承座的一端.图11是以工作辊为例说明的,支承辊上传感器的安装与工作辊相同.
出现这种结果的原因可能有以下两个方面:其一,2008年发生的“毒奶粉事件”以及近年来国内的食品质量安全问题频发,对广大消费者形成了较为深刻的负面影响;其二,近年来中国居民的收入水平稳定,大部分居民的收入水平有明显提高,在乳制品选择上更加注重质量安全、乳制品企业的口碑及诚信度,价格已不是决定消费的主要因素。因此,乳制品价格并不是影响消费者购买力的关键因素,乳制品的质量以及相关企业的口碑和知名度与乳制品的消费息息相关。
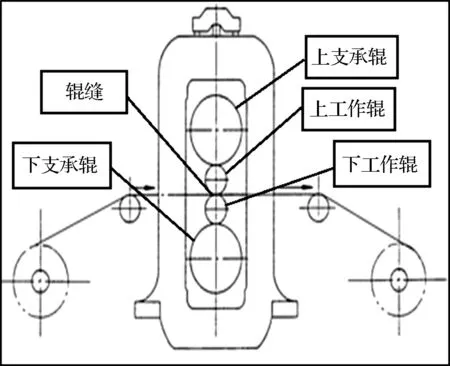
图10 2800轧机结构组成示意图
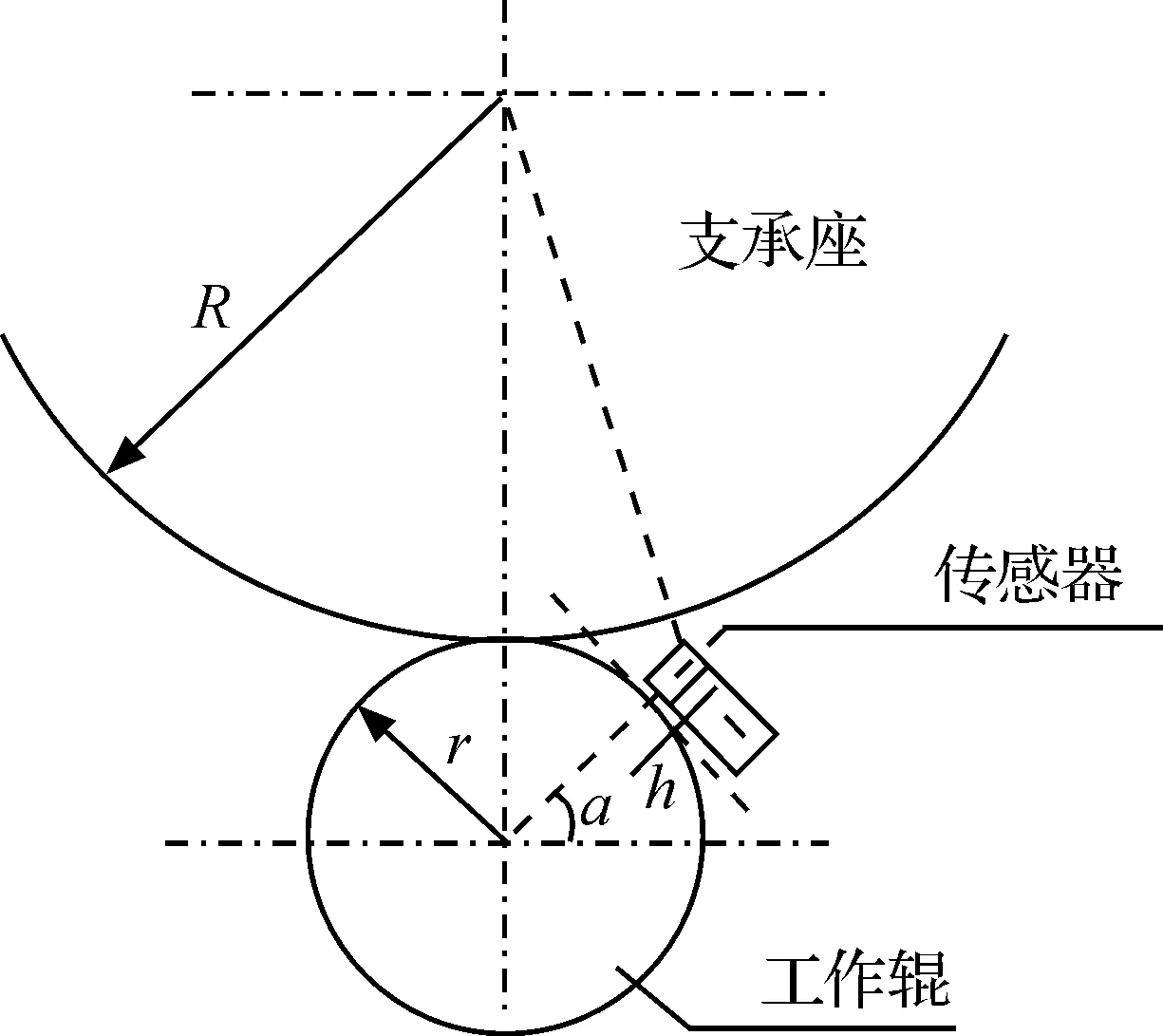
图11 垂振传感器布置示意图
3.1轧机工作辊轴承座的垂直振动特性
对轧机的各个测点的测试信号进行分析,研究轧机工作辊主导的特征信号在轧机振动系统中所引起的重要影响,可以明显发现,在所有轧机系统的各个测点的频谱图中,只有工作辊垂直振动频谱图中的核心频带最稳定、集中和突出及纵坐标频域(振幅)表现的较为突出.这里频域表示的是信号的幅度,图12、图13分别是某工况下轧机的上、下工作辊的垂直振动频谱.
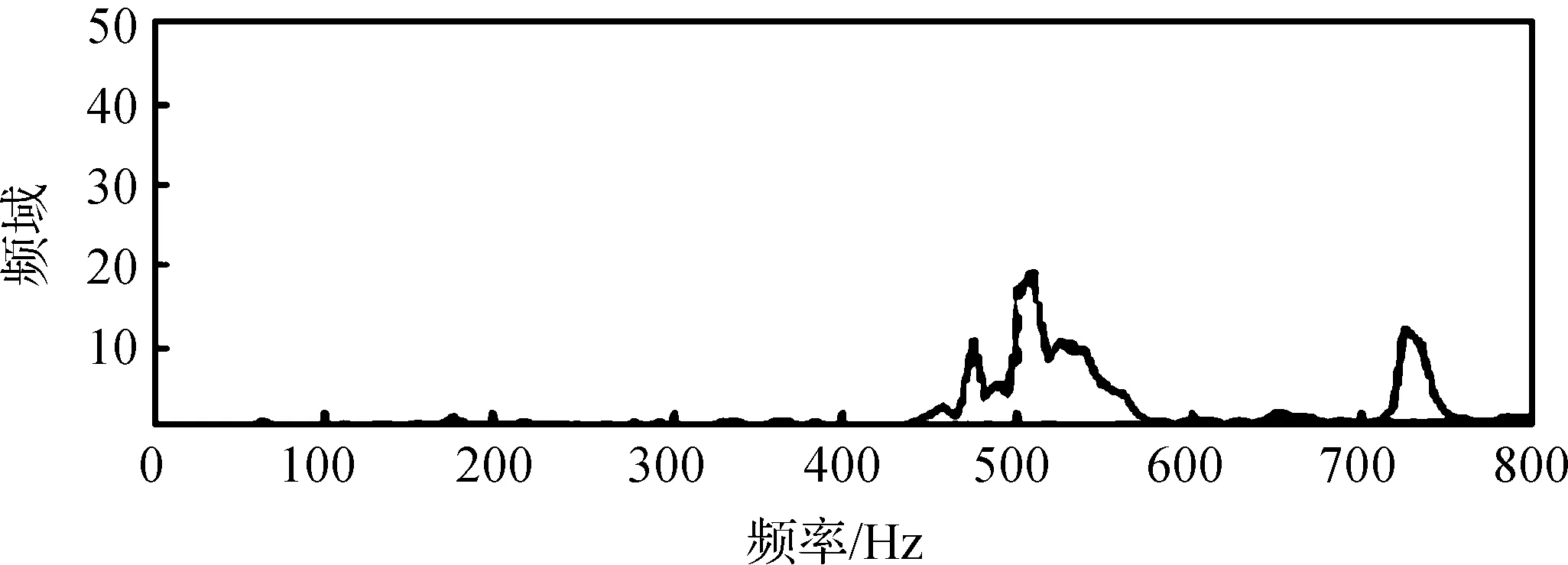
图12 上工作辊的垂直振动频谱
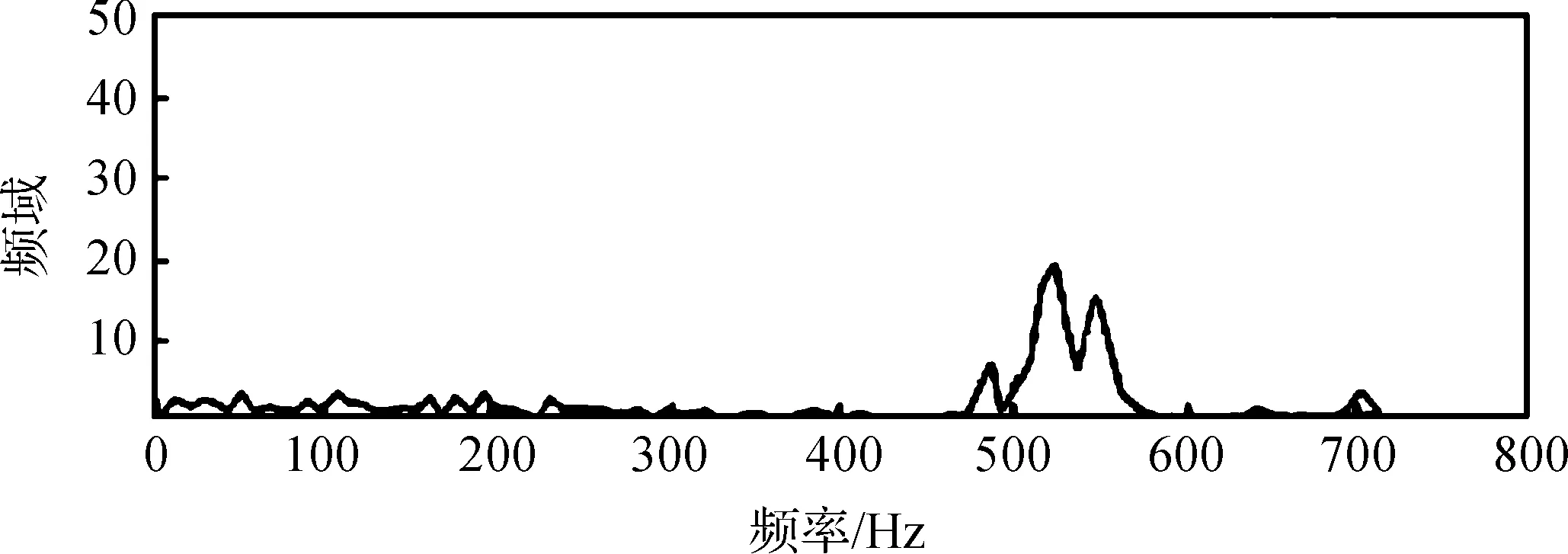
图13 下工作辊的垂直振动频谱
3.2轧机支承辊轴承座的垂直振动特性
上支承辊轴承座的垂直振动主要集中在两个频段范围内,分别是250~350 Hz和460~560 Hz,如图14所示.下支承辊轴承座的垂直振动主要集中在460~560 Hz的频率范围内,如图15所示.两者的集中振动频带都包括460~560 Hz,是由于工作辊的垂直振动引起了上、下支承辊轴承座的垂直振动,即上、下支承辊轴承座的垂直振动源于振动的传递.这一点也强烈地反映了轧机辊系的固有振动频率特性.
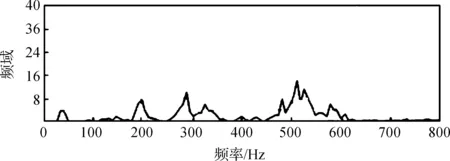
图14 上支承辊的垂直振动频谱
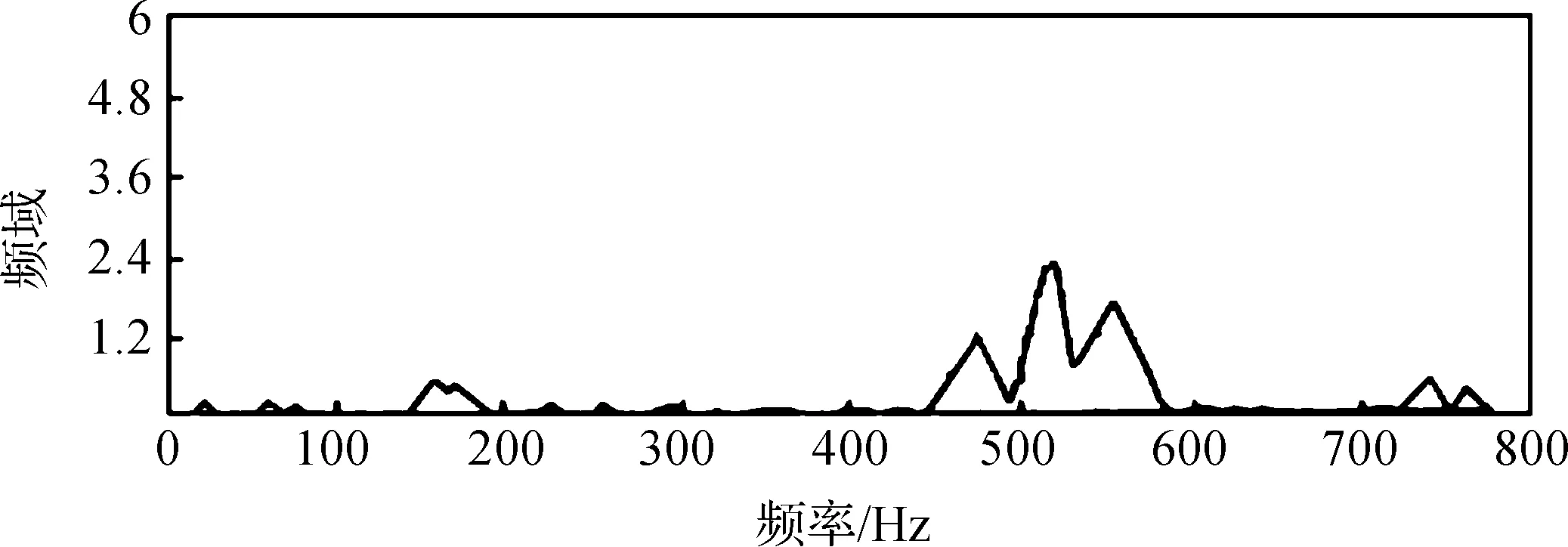
图15 下支承辊的垂直振动频谱
通过振动频谱图可以直观的反映出轧辊的垂直振动特性,轧辊在哪些频段范围内的垂直振动比较集中.如从图上就可以看出上、下工作辊轴承座的垂直振动都主要集中在两个频段范围内振动,分别是460~560 Hz和500~600 Hz;上支承辊轴承座的垂直振动主要集中在两个频段范围内,分别是250~350 Hz和460~560 Hz,下支承辊轴承座的垂直振动主要集中在460~560 Hz的频率范围内,两者的集中振动频带都包括460~560 Hz.
3.3实验结果和仿真结果的对比
本文第二节对轧机工作辊和支承辊进行了动力学模态分析,得知辊系对于不同的振动频率会表现出不同的振动情况,在某些特定的振动频率内辊系的振动情况较为明显,振动变形量较大.通过对表2和表3分析得知:工作辊在振动频率为560.28 Hz时其垂直方向上的变形量最大为0.020 879 mm;支承辊在振动频率为550.88 Hz时其垂直方向上的变形量最大为0.010 398 mm.工程试验中所得的辊系垂直振动频谱图则得出工作辊传感器上信号的振幅最明显的频段为460~56 0Hz和500~600 Hz,支承辊上检测到的信号表现最明显的频段为250~350 Hz和460~560 Hz.这个分析结果和实验所得的上、下工作辊和支承辊的集中振动频带在误差允许的范围内是一致的.也验证了基于高速四辊冷轧机轧制动力学仿真分析结果的正确性.
4 结束语
在轧机垂直振动理论和动态响应理论的基础上,运用有限元分析软件ANSYS建立了轧机轧制过程动力学仿真模型并对四辊冷轧机的工作辊、支承辊进行了动力学模态分析.仿真结果表明,在某些特定的频率时上下工作辊和支承辊在垂直方向上的振动幅度较大,并通过轧机系统现场振动测试,验证了轧制过程动态仿真的正确性.
[1]常艳君.钢铁工业发展循环经济的效益分析[J].环境保护与循环经济,2011,31(1):40-41.
[2]高铁梅,孔宪丽,刘玉,等.中国钢铁工业供给与需求影响因素的动态分析[J].管理世界,2004(6):73-81.
[3]王鹏.宝钢五冷轧带钢工程轧机设备基础施工技术[J].山西建筑,2010,36(20):81-82.
[4]徐雪飞,黄碧辉,张小强,等.在线修复技术在轧机设备等的应用[J].宝钢技术,2013(5):73-77.
[5]SUN J, YAN P, LIU H. Nonlinear Vibration and Stability of Moving Strip withTime-Dependent Tension in Rolling Process[J].Journal of Iron and Steel Research,International, 2010,17(6):11-15.
[6]杨旭,李擎,童朝南,等.基于辊缝动态摩擦方程的铝板冷轧机垂振机理分析[J].北京科技大学学报,2014,36(1):104-109.
[7]LI G Y, MIN D. A wavelet and neural networks based on fault diagnosis for HAGC system of strip rolling mill[J].Journal of Iron and Steel Research, International,2011,18(1):31-35.
[8]王桥医,王乾坤,方敏,等.高速铝带轧机振动测试分析与振动机理研究[J].机械科学与技术,2013,32(12):1850-1854.
[9]孙建亮,彭艳,刘宏民,等.四辊轧机辊系的横向自由振动[J].中南大学学报(自然科学版),2009,40(2):429-435.
[10]侯东晓,陈浩,刘彬,等.轧机辊系垂直非线性参激振动特性分析[J].振动与冲击,2009,28(11):1-5.
[11]ZHENG Y, SHEN G, LI Y, et al. Spatial Vibration and Its Numerical Analytical Method of Four-high Rolling Mills[J].Journal of Iron and Steel Research,International,2014,21(9): 837-843.
[12]ZHENG Y, XIE Z, LI Y, et al. Spatial vibration of rolling mills[J].Journal of Materials Processing Technology,2013,213(4):581-588.
[13]陈永当,鲍志强,任慧娟,等.基于SolidWorks Simulation的产品设计有限元分析[J].计算机技术与发展,2012,22(9):177-180.
Vertical Vibration Simulation and Project Verification Based on the Dynamic Roll Gap of Rolling Mill
WANG Qiaoyi, GAO Xiang, JIANG Xin, GUO Shan, CHEN Juan
(SchoolofMechanicalEngineering,HangzhouDianziUniversity,HangzhouZhejiang310018,China)
The research object of this paper is the vertical vibration phenomena of four rolls cold rolling mill and the vibration of roll system in rolling process is studied in this paper. On the basis of the vertical vibration theory about rolling mill and the theory of dynamic response, a dynamics simulation model of rolling process is established and a dynamic model analysis for the work rolls and backup rolls of four rollers cold rolling mill is carried out by using the finite element analysis software ANSYS. This paper studied the own inherent vibration model of the work rolls and backup rolls and how will their deformation in the vertical direction influence the deformation of roll gap during rolling process. Besides, some models of the roll system in specific vibration frequencies which have a great influence on the roll gap deformation have been studied in detail. The simulation results show that the vibration amplitude in the vertical direction of work rolls and backup rolls would be large at some certain frequencies. By performing vertical vibration tests on the 2800 four-roller reversing cold rolling mill of a domestic enterprise, it verifies that the dynamic simulation conclusions about the four rollers cold rolling mill are correct.
rolling mill; roll system; vertical vibration; simulation analysis; vibration mechanism
10.13954/j.cnki.hdu.2016.01.013
2015-06-23
国家自然科学基金资助项目(51175133)
王桥医(1966-),男,湖南湘乡人,教授,机械系统动力学.
TH137
A
1001-9146(2016)01-0063-07
