浅析提升公司核心竞争力的方法
2016-10-21陈贵荣
陈贵荣
摘要: 本文从通过对公司核心竞争力与工序能力以及提高产品性价比的关系,分析认为作为生产技术型的企业其关键核心竞争力在于生产出高性价比的产品。同时笔者结合所在公司的生产实践介绍了降低生产成本提高产品竞争力的方法。
Abstract: Based on the relationship between company's core competitiveness and process capability and improving product performance, this article holds that the key core competitiveness of production technology-oriented enterprises is to improve the product performance. Combined with the production practice, the author introduced the methods to reduce cost and improve the product competitiveness.
关键词: 核心竞争力;工序能力;价值分析与价值工程;生产成本与公司的核心竞争力
Key words: core competitiveness;process capability;value analysis and value engineering;cost of production and the company's core competitiveness
中图分类号:F279.2 文献标识码:A 文章编号:1006-4311(2016)09-0024-03
0 引言
一个公司如果要长期存活下去而且能够实现可持续发展,必然要有异于其他同行的核心竞争力。通常认为,公司核心竞争力是指在某一个时间段内企业能够拥有,而竞争对手却没有的资源、能力、优势等,它可以体现为:独有的资源、独有的技术、快速的产品开发能力、快速的产品交付能力,以及高性价比的产品和优质的服务等。随着世界经济一体化及科学技术的飞速发展,在绝大多数的行业都难以在资源和技术上形成坚固的垄断式壁垒,因此快速的交付能力及高性价比的产品逐渐成为公司关键的核心竞争力。如何能生产出性价比高的产品呢?笔者认为可以通过对生产过程的工序能力进行深入地分析研究,达到有效降低生产成本的目的,最终获得高性价比的产品。
1 工序能力介绍
所谓工序能力,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机械设备、原材料、工艺方法、测量方法和生产环境等六个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。通常用6σ(即μ+3σ)来表示工序能力:
工序在一定时间里,控制状态(它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机械设备、原材料、工艺方法、测量方法和生产环境等六个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。通常用6σ(即μ+3σ)来表示工序能力:工序能力=6σ
若用符号P来表示工序能力,则:P=6σ
式中:σ是处于稳定状态下的工序的标准偏差。
工序能力是表示生产过程客观存在着分散的一个参数,但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序能力指数。它是技术要求和工序能力的比值,即
工序能力指数=技术要求/工序能力Cp=T/6σ
T——公差;
σ——[[总体标准差]](或用样本标准差S)。
当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中心有偏离时,工序能力指数记为Cpk。运用工序能力指数,可以帮助我们掌握生产过程的质量水平。工序能力是过程性能的允许最大变化范围与过程的正常偏差的比值。工序能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。Cpk值越大表示品质越佳。那么Cpk值是否是越大对公司的发展越有利呢?不同的人,不同的企業给出的答案不尽相同。
2 高性价比的产品是企业的核心竞争力
公司核心竞争力,就是指在某一个时间段内企业能够拥有,而竞争对手却没有的资源、能力、优势等,它可以体现为:独有的资源、独有的技术、快速的产品开发能力、快速的产品交付能力、性价比很高的产品与服务等。作为一个高新技术企业,公司长期以来致力于高精尖技术的开发与研究。在产品实现工程中常常是追求精益求精,用高品质的产品赢得客户良好的口碑,并被业界树立为标杆行业。但是随着同行的进步及快速的模仿,单纯靠技术领先形成的核心竞争力收到强有力地冲击。所以企业重塑核心竞争力迫在眉睫。伴随着经济大潮的发展,我们曾经熟悉的一些著名企业逐渐淡出我们的视线。松下电视以及很多的巨人企业纷纷倒下了,这些倒下的企业不是产品质量出了问题,而是由于产品质量严重过剩产品生产成本降不下来,价格下不来,最终的结果是产品的性价比太低而失去了市场份额,最终只好关门大吉。所以,对于一个处于成熟期的产品而言,产品的核心竞争力关键在于产品的价格,在于高的性价比。随着同一行业中企业竞争日益趋于白热化,如何在竞争中取得优势的地位是各企业争相研究的课题,有的企业采用高品质战术,有的企业采取低价格战术,有的企业采取饥饿营销战术,等等。但是,产品高的性价比无疑是决定企业在竞争中是否成功的关键要素。那么如何才能提高产品的性价比呢?单纯提高产品的质量是行不通的,只考虑压低价格而不考虑产品的质量,最终也只会得不偿失,最终会失去市场份额。笔者以为可以通过对制程中的过程能力进行科学的分析,使每一个工序的过程能力处于一个合理的水平就可以做到保证产品质量的前提下实现产品价格的最低化。
笔者所在的公司是一家高新技术企业,在公司成立之初就定位于服务世界一流的客户,将追求产品的卓越品质作为产品的生产目标。公司长期以来致力于高端技术的研究开发及生产,在产品实现过程中常常是追求精益求精,经过多年不懈地努力,公司依靠先进的技术及一流品质的产品赢得了客户良好的口碑,并被业界树立为标杆企业。但是随着产品生产技术的透明化,以及同行的进步和快速的模仿,单纯靠技术领先和高品质形成的核心竞争力受到强有力地冲击,所以企业重塑核心竞争力迫在眉睫。
3 价值工程和价值分析是提供企业核心竞争力的重要方法
随着经济形势的持续不景气,同时很多客户都有例行降价的要求,一个从笔者所在公司的采购额较大的重要客户提出了其所有采购的产品全部降价15%的要求。当最初听到这个要求的时候,公司上下几乎所有的人员都认为这个降价幅度无法接受,因为根本无法达到,如果必须降价,需要出让掉几乎所有的利润。客户在提出降价要求后,并非只是让公司自行去想办法完成此次的降价目标,而是本着合作共赢的态度向笔者介绍了一种降低成本的工作思路和方法-VAVE,即价值分析(Value Analysis)和价值工程(Value Engineering)管理。
VA,价值分析,主要是分析现有产品的机能与成本,以了解是否可以进行改进。VE,价值工程,主要在计划进行设计时分析其成本或机能。VA与VE两者合称为VA/VE价值管理。
笔者所在的公司属于粉末冶金行业,整个的制造流程依次为备料→配料→熔炼→制粉→压型→烧结→回火→机械加工→表面处理→检验→包装发货等工序。客户希望降价的产品外形为面包型,其机械加工过程分为双端面磨1备料→双端面磨2→第一步切片→双端面磨3→第二步切片(去掉一定量的料皮,按照5刀出4片的方式出料)→双端面磨4→成型磨砂轮磨外弧。
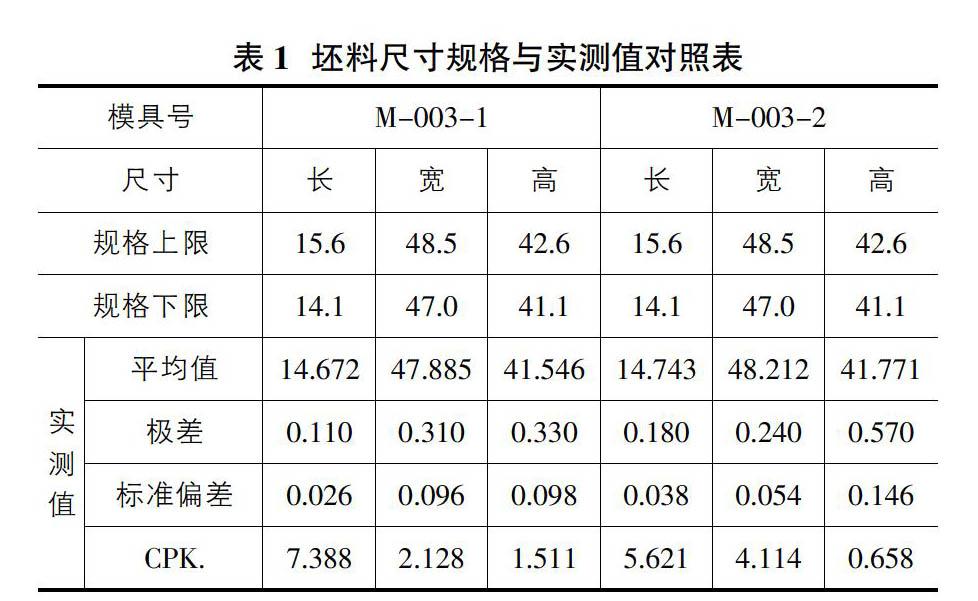
在开展VAVE初期,首先对整个生产过程的各个工序进行数据收集。以坯料尺寸为例,坯料的外形尺寸设计规范为﹢1/-0.5mm,而根据两套模具生产出的坯料的实际测量数据计算出的标准偏差和CPK等数据见表1。
从表1中可以看出,14.6和47.5两个方向的实际值都在目标值以上,属于浪费。14.6方向标准偏差最大0.038mm,按照CPK=1设计,14.6方向公差可以保证±0.2mm;另外两个方向标准偏差最大0.096mm,按照CPK=1设计该方向的公差可以保证±0.3mm。由此批量的尺寸从14.7x41.6x48调整后坯料的尺寸中心值为14.45x41.4x 48,材料节省了2.17%。
此外,最终产品的尺寸为15x14.3x3.8,15方向的公差为±0.2mm,其它两个方向尺寸的公差为±0.05mm。由于产品的厚度尺寸公差要求为±0.05mm,而双端面磨加工产品的尺寸的标准偏差在0.008mm,所以厚度尺寸的公差范围比较宽松,因此双端面磨3和双端面磨4并非必须的过程,经过分析可以省掉,加工过程变为双端面磨1备料→双端面磨2(加工产品的宽度)→第一步切片(出产品的长度)→第二步切片(去掉一定的料皮,按照5刀出4片的方式出料)→磨外弧。由于取消了两步双端面磨,减少了坯料磨掉的量,因此坯料的尺寸可以进步缩小为14.45x40.5x 47.1。
第三,由于最终产品为面包型,外弧面被最终磨去的量比较大,因此可以将靠近坯料表面的两片料保留毛坯面,在磨外弧面时可以磨掉,而不会影响最终产品的尺寸、形位及性能等各项指标。同时,由于在毛坯生产过程中对压型和烧结及回火热处理过程进行了工艺优化,生产出的毛坯的平面度和平行度有了明显的改善,加工产品宽度方向的坯料尺寸缩小到14.35mm。基于以上两点,坯料的尺寸缩小到14.55x39.5x46.1。至此坯料的整体体积较期初缩小了9.74%。
第四,合格率的提升及产品磕边规格的放宽。由于坯料平面度及平行度的改善,以及在物料的流转过程中采取了很多防碰撞的措施,磁体出现磕边的概率明显减少。同时,配合客户进行不同磕边大小产品对最终成品的性能实验,先后两次对磕边的极限尺寸进行了放宽,由2x2x1首先放宽到5x2x1,进而又放宽到6x2x1。通过合格率的提升措施及磕边规格的放宽,产品的综合合格率由95.2%提高到98.8%,提高了3.6%。由于合格率的提升,批量的生产品和成品的检验量等都明显下降,从而使人力成本及管理成本都有较大幅度的降低,因此合格率提升3.6%導致的成本降低超过5%。
通过以上4步的成本降低措施,该产品总体成本降低为14.74%,完全具备了在不损失利润的情况下降低15%价格的目标。同时,因为此次的降低成本活动,客户看到了笔者所在公司的积极配合度,真正做到了以客户为中心的服务理念,因此该重量级的客户与笔者所在公司结成了战略合作伙伴,该客户每年的订单量约占公司整个销售额的10%。
综上所述,对于同质化严重的制造型行业,每个生产企业都应该结合自身生产特点,对生产过程能力进行深入地分析,将工序能力指数控制在一个合理的水平,使用价值分析和价值工程的方法优化生产工艺,剔除冗余的环节,努力降低制造成本,最大限度地提高产品的性价比水平,从而使企业在市场竞争中赢得不败之地。假如企业不重视提升产品的性价比,不能将产品生产成本降下来,则要想获取订单必然会使企业的利润空间大大的压缩,甚者会衰落到举步维艰,难以维持的地步,距离关门倒闭的境地将不远矣。所有企业都需要重视核心竞争力的培育,致力于生产出高性价比且价格相对较低的产品,降低运营成本并留出足够的利润空间,这样企业才会长期可持续的良性发展。
参考文献:
[1]孙静.过程能力分析[M].清华大学出版社,2013.
[2]康荣平,柯银斌.中国企业核心能力剖析:海尔与长虹[J].中国工业经济,2000.
[3]王乃静.价值工程概论[M].经济科学出版社,2006.