酶改性干酪粉喷雾干燥工艺优化及其特性研究
2016-10-18郝千红陈会民孙军杰仲玉备苗帅陈树兴
郝千红,陈会民,孙军杰,仲玉备,苗帅,陈树兴,*
(1.河南科技大学食品与生物工程学院,河南洛阳471023;2.河南省洛阳市农产品安全检测中心,河南洛阳471023)
酶改性干酪粉喷雾干燥工艺优化及其特性研究
郝千红1,陈会民2,孙军杰1,仲玉备1,苗帅1,陈树兴1,*
(1.河南科技大学食品与生物工程学院,河南洛阳471023;2.河南省洛阳市农产品安全检测中心,河南洛阳471023)
为探讨酶改性干酪粉的喷雾干燥工艺优化条件,以酶改性干酪浆为原料,以产品回收率为主要指标,采用中心组合设计结合响应面分析,研究了进料流量、进口温度及热风流量对产品回收率的影响,构建回归模型,并采用色差分析、电镜分析、差示扫描量热技术对最终产品的品质进行评价。结果表明,进料流量增加会提高酶改性干酪粉的回收率,但流量过大会导致粘壁现象;酶改性干酪粉的回收率随着热风流量的增加而先上升后下降;进口温度增加会提高产品回收率,但过高温度会导致热变性发生。响应面分析结果显示,对产品回收率(Y)影响的因素主次为:进料流量(B)>进口温度(C)>热风流量(A);最佳参数组合为热风流量28 m3/h,进料流量0.25 L/h,进口温度170℃,在此条件下得到的产品回收率为46.67%,含水量3.5%,色泽良好,溶解性能佳。研究成果可为酶改性干酪粉的实际生产提供参考。
酶改性干酪;喷雾干燥;回收率;中心组合设计
酶改性干酪(Enzyme Modified Cheese,EMC)是指利用特定的外源酶(如蛋白酶、脂肪酶和肽酶等)或特定的微生物,作用于未成熟干酪、成熟干酪或其他乳制品基料,而形成的一种具有天然的干酪风味的浓缩物[1]。EMC作为富含多肽物质的再制干酪,与传统的天然干酪相比具有以下的优点:风味好,经济成本低廉,保健作用大[2-3],应用与贮藏方便。目前,制备酶改性干酪的方法有,组合法、一步酶解法、两步酶解法[4]。一步酶解法中,脂肪的降解会引起的酸度值的降低,从而抑制蛋白酶的活性[5]。两步法制备EMC可避免上述缺点,但干酪浆经两步酶解之后,其粘度比较大,其中的蛋白质等营养物质受热容易变性,才用普通的热风干燥容易造成营养的损失和产品的品质和风味变差,而采用冻干又具有耗费时间较长、经济成本较高的不足。因此,工业生产中通常选用喷雾干燥[6]。
喷雾干燥主要通过对液体的瞬间雾化以实现干燥[7]。喷雾干燥能将物料瞬时雾化,减少了物料与热风的接触时间,可以更好地使物料中的热敏物质得到充分的保护,使营养成分的损坏降到最低。近年来的研究表明,喷雾干燥技术被应用于蛋粉[8]、茱萸粉[9]、乳粉[10]、果汁[11]等的干燥,但对EMC干燥工艺的研究较为少见。
本研究选取经过两次酶解之后得到的酶改性干酪浆为干燥原料,对其进行喷雾干燥。对试验中的喷雾干燥参数采用响应面法进行优化,分析喷雾干燥参数(进口温度、进料流量、热风流量等)对产品回收率的影响,并对得到的EMC粉进行理化性质的分析与测定,为EMC的工业化生产提供一定的理论和数据参考。
1 材料与方法
1.1材料与试剂
切达干酪:安佳;木瓜蛋白酶、脂肪酶2F-G-NA:天津诺奥科技;三聚磷酸钠、焦磷酸钠(食品级):永和化工;浓硫酸、硫酸铜、石油醚(沸程30℃~60℃)、无水乙醇:天津市德恩化学试剂有限公司;氯化钠、氢氧化钠:洛阳昊华化学试剂有限公司;硝酸银、盐酸(质量分数36%):北京化工。
1.2仪器与设备
YC-015实验型喷雾干燥机:上海雅程设备有限公司;JSM-6010LA型扫描电子显微镜:日本电子株式会社;差示扫描量热仪:梅特勒-托利多公司;color i5型色差计:美国爱色丽公司;FJ-200高速分散均质机:上海标本模型厂。
1.3试验方法
1.3.1EMC制备工艺
将切达干酪与水按1∶3(质量比)的比例混合,加入2%的复合盐(三聚磷酸钠与焦磷酸钠1∶1,质量比),在温度85℃、熔融时间15 min、搅拌速度1 200 r/min和均质压力25 MPa的条件下进行熔融,得到干酪浆[12]。然后根据图1的工艺流程制备EMC,并在85℃,15 min的条件下灭酶处理,并放入4℃冰箱备用。EMC工艺图见图1。

图1 EMC工艺图Fig.1Process flow chart of EMC
1.3.2喷雾干燥优化试验
以酶改性干酪粉的回收率为指标,对喷雾干燥的3个主要因素:进料流量(0.15、0.2、0.25、0.3、0.35 L/h)、热风流量(20、24、28、32、36 m3/h)、进口温度(110、130、150、170、190℃)进行单因素试验[13]。
在单因素试验基础上,进行三因素三水平中心组合设计的响应面试验研究,试验设计如表1所示。

表1 因素水平编码表Table 1Factor level coding table
根据响应面分析建立回归模型,并对回归方程进行拟合度检验和显著性检验,分析各试验因素及交互作用对产品回收率的影响规律,得到最优参数组合并进行验证试验。
产品回收率参照于宁华[14]等的方法。

式中:M1为所得EMC粉的质量,g;M2为制备EMC时所用干酪的量,g。
1.3.3酶改性干酪粉基本成分及物理特性的测定
按照优选出的工艺参数制备得到EMC粉,进行如下品质指标测定。
1.3.3.1基本成分的测定
粗蛋白:按照GB/T 5009.5-2010《食品安全国家标准食品中蛋白质的测定》,凯氏定氮法;粗脂肪:按照GB/T 14772-2008《国家标准食品中粗脂肪的测定》,索氏抽提法;水分:GB/T 5009.3-2010《食品安全国家标准食品中水分的测定》;食盐:硝酸银滴定[15];灰分:GB 5009.4-2010《食品安全国家标准食品中灰分的测定》。
1.3.3.2色度测定
用色差仪进行测定,其中L*、a*、b*表示色度[16]。
1.3.3.3堆积密度测定
将EMC粉由漏斗自由落体至10 mL量筒内,通过测定10 mL的EMC粉的质量,经计算可得堆积密度[17]。
1.3.3.4溶解时间测定
取10 g的EMC粉溶于100 mL,25℃的水中,用玻璃棒搅拌,记录溶解完全所需的时间[18]。
1.3.3.5酶改性干酪粉的热变性测定
采用差示扫描量热法(different scanning calorimetry,DSC)对EMC粉的蛋白变性情况进行分析,参照卢晓明[19]的方法,将干燥的粉末取5 mg放置于坩埚中,并对其进行压样密封。放入测样区,在50℃平衡5 min,以2℃/min升温至140℃,用N2作保护气,以空坩埚为对照。
1.3.3.4酶改性干酪粉微观结构的电镜测定
参照苏燕玲[20]的方法,将喷雾干燥的粉进行扫描电镜的测定,观察所得粉末的微观结构。将粉沾到胶布上,将多余的粉吹掉,进行喷金工艺处理,选择电压为3 kV,放大倍数为2 000。
1.4数据分析
所有试验均重复3次,利用Origin8.5软件进行数据处理,中心组合设计采用Design-Expert8.05进行分析。
2 结果与分析
2.1喷雾干燥的单因素试验结果
选择热风流量为28 m3/h,进口温度为170℃,研究不同进料流量对产品回收率的影响,结果如图2所示。

图2 进料流量对回收率的影响Fig.2The material flow on the influence of product recovery
在进料流量为0.25 L/h之前,随着进料流量的增加,酶改性干酪粉的回收率随之增加,当进料流量较小时所得回收率也较小。但在进料流量为0.25 L/h之后,随着进料流量的继续增加,回收率随之降低。这是由于喷雾干燥设备的风速确定时,随着进料流量的增加,进入雾化室的物料量增加,但是风速不够充足,部分物料不能在短时间内被雾化而呈液态状,在雾化室中沾到器壁的内表面,造成部分物料的损失,致使回收率的降低。由图可知,在进料流量为0.25 L/h时,酶改性干酪粉的回收率达到最大。
选择进口温度为170℃,进料流量为0.25 L/h,不同热风流量下产品回收率的试验结果如图3所示。
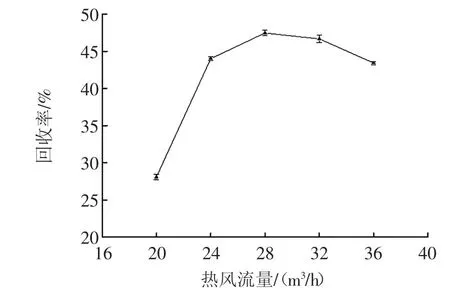
图3 热风流量对产品回收率的影响Fig.3Hot air volume on the influence of product recovery
由图3可知,酶改性干酪粉的回收率随着热风流量的增加呈现先上升后下降的趋势,当热风流量达到28 m3/h时,产品的回收率达到最大。当物料的进料流量确定时,提高热风流量可加快传热传质进程,从而有助于喷雾干燥的进行。但当热风流量大于一定的值时,过大的风速会导致产品携带率上升,一部分产品会从排风口随着废气排除,从而造成物料的显著损失。因此过大的热风流量对于粉的回收率并不利,因此,选择热风流量为28 m3/h。
选取热风流量为28 m3/h,进料流量为0.25 L/h,不同进口温度对产品回收率的影响如图4所示。
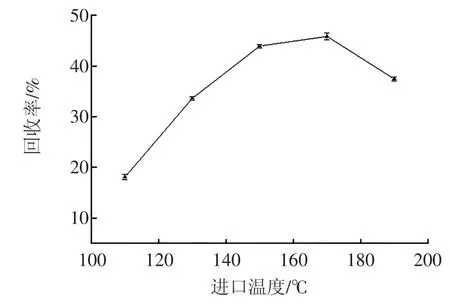
图4 进口温度对产品回收率的影响Fig.4Inlet temperature effects on product recovery
从图4中可以看出,随着进口温度的增加,回收率也随之增加,但在进口温度为170℃之后,回收率有所降低。温度升高有利于水分的快速蒸发,从而有利于提高干燥速率,但由于酶改性干酪中含有蛋白质等热敏感的物质,过高的进口温度会使得所干燥的物料发生热变性,因此,综合考虑选择进口温度为170℃。
2.2喷雾干燥中心组合设计结果
根据干燥单因素所得到的试验结果,选择热风流量为26 m3/h~30 m3/h;进口温度为:160℃~180℃;进料流量为:0.2 L/h~0.3 L/h,采用Design-Expert8.05软件进行中心组合设计并对喷雾干燥的参数进行优化。试验方案及结果如表2所示。
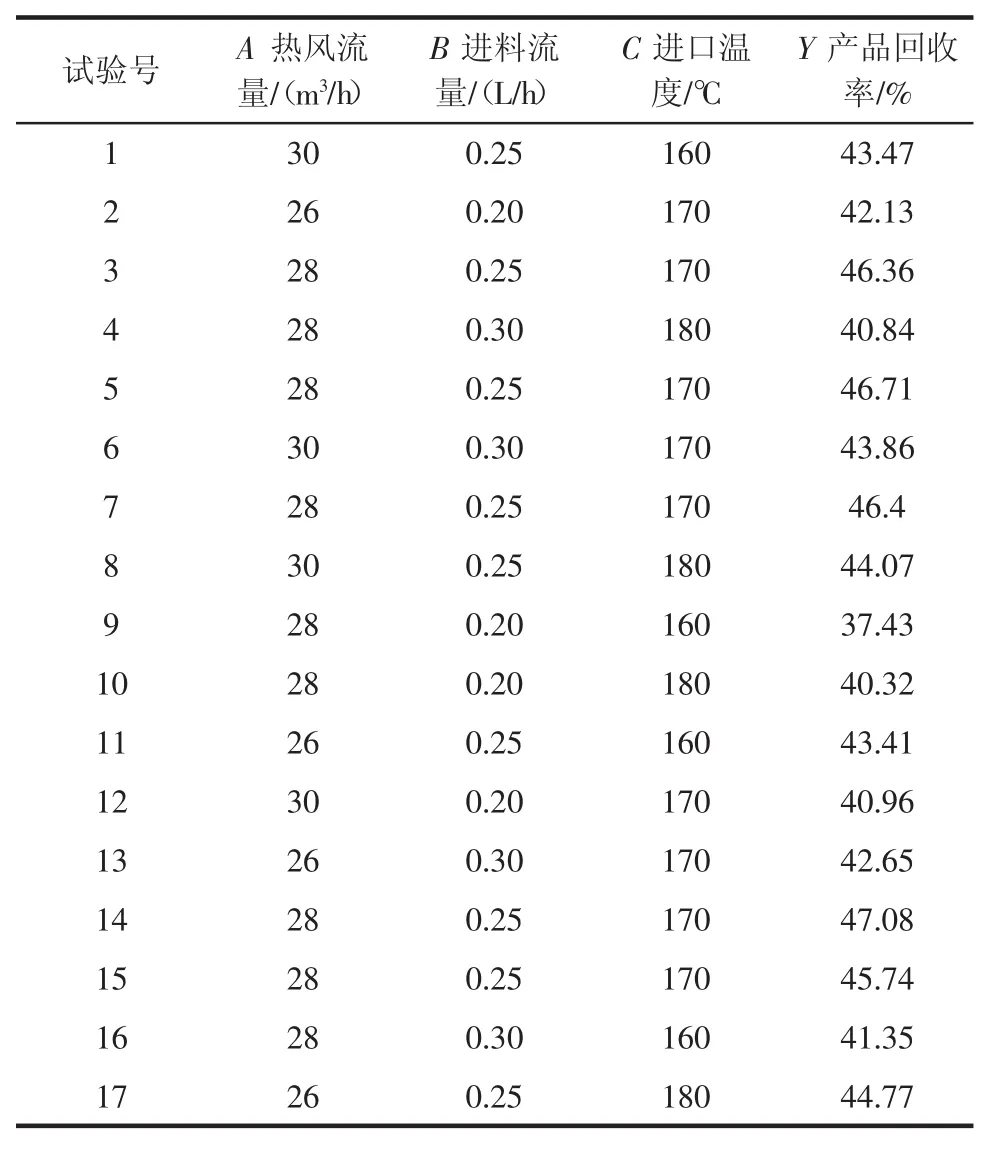
表2 Box-Behnken试验方案设计及结果Table 2Design and results of Box-Behnken experiments
用Design-Expert8.05软件对表2中的试验数据进行回归分析,得到产品回收率与进口温度、进料流量、热风流量之间的回归模型如式(2)所示,该方程更好的反映了各因素及其交互作用项与指标产品回收率之间的关系:

该方程的回归系数R2=0.989 6,说明该方程响应值的变化98.96%来自于所选的自变量,只有不到1.04%的总变异不能用该方程来解释。该模型的方差分析及系数的显著性检验结果见表3。
方差检验采用F检验来判定,P值越小表明该项越显著,对指标的影响越明显。由表3可知,该模型的显著水平为0.01,失拟检验为不失拟(P>0.05),表示该模型可以实现较高的拟合精度。显著性分析结果显示,对回收率影响的因素主次为:进料流量>进口温度>热风流量。系数检验结果表示,一次项A不显著,B、C项极显著,显著水平为0.01。交互作用项AC不显著,AB、BC为显著项。二次项A2不显著。
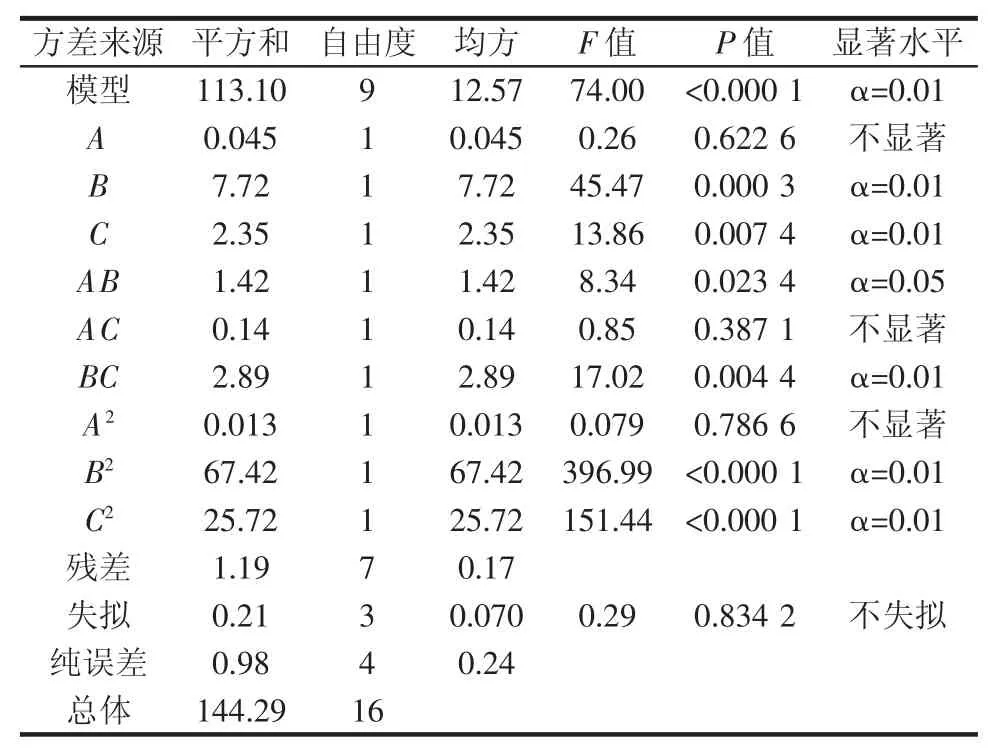
表3 回归模型系数显著性检验分析表Table 3Significance test of the regression coefficients
对显著的交互作用项进行响应面分析,进口温度与进料流量的交互作用的响应面及平面图如图5所示。

图5 进料流量和进口温度对产品回收率影响的响应面和平面图Fig.5Response surface and planar graph of feeding rate and inlet temperature on the yield of product
从其交互的响应面图可以看出,当固定进口温度,随着热风流量的增加产品的回收率呈下降的趋势。在进料流量为0.25 L/h,进口温度为170℃时,产品的回收率达到最大值。
热风流量与进料流量的交互项的响应面图及平面图如图6所示。

图6 热风流量和进料流量对产品回收率影响的响应面和平面图Fig.6Response surface and planar graph of hot air flow rate and feeding rate on the yield of product
在响应面图可以看出,当进料流量为0.25 L/h,热风流量为28 m3/h,产品的回收率达到最大值。
2.3喷雾干燥参数最佳组合及验证试验
通过响应面分析,得到喷雾干燥的最佳参数组合为:热风流量为27.12 m3/h、进料流量为0.25 L/h、进口温度为171.14℃,在此条件下得到的产品回收率为46.54%。
根据响应面分析所得到的参数与指标间的回归方程,进行三次验证试验,验证的试验结果与回归方程的预测结果相近。结果如表4所示。
2.4EMC粉的理化测定
在所得到的工艺参数下进行干燥,测得酶改性干酪粉的组成成分及物理特性见表5。
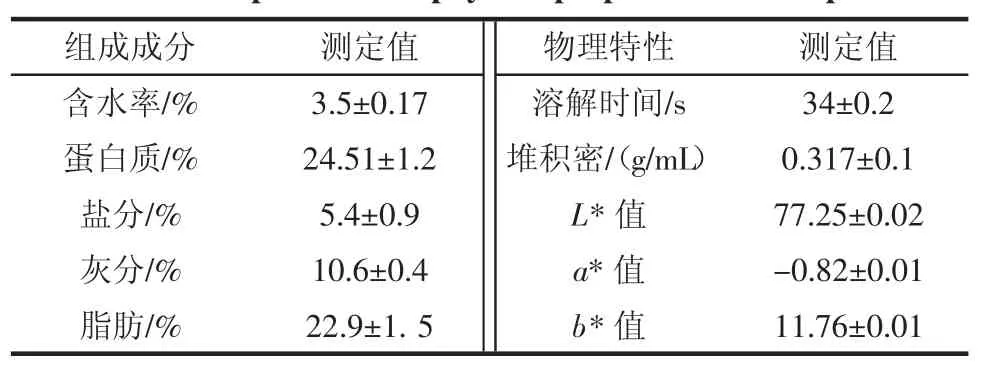
表5 酶改性干酪粉的组成成分及物理特性Table 5Composition and physical properties of EMC powder
酶改性干酪粉的主要组成成分为蛋白质及脂肪,含水率为3.5%有利于其保藏。亮度值L*为77.25,红度值a*为负,黄度值b*为正,肉眼观察产品外观为微黄色,具有特殊的奶香味,且在水中具有很好的溶解性。
2.5DSC的测定结果分析
采用优化后的喷雾干燥条件,将EMC进行干燥,对其进行DSC的测定,热焓曲线的变化如图7所示。

图7 EMC粉的DSC变化曲线Fig.7The DSC curve of EMC powder
从图7中可以得到,随着温度的升高,热流变化明显,曲线出现了吸热峰,这是由于在升温过程中,蛋白质的高级结构发生了异常变化,即蛋白质变性所致。从图中可以得到EMC粉的热变性温度为79.12℃。
2.6电镜扫描结果与分析
所制备的酶改性干酪粉的扫描电镜观察图见图8,放大倍数为2 000。
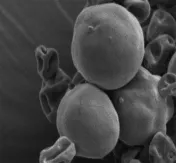
图8 EMC粉的电镜扫描图Fig.8Electron microscope scanning figure of EMC powder
从图8中可以看出,EMC粉呈球形颗粒状,可单个或多个沾在一起呈串状存在,与苏燕玲[20]的结果一致。粉的颗粒呈球状,表面光滑,界面清晰,在视野中的颗粒发生凹陷的数量并不多,球状颗粒其流动性好。
3 结论
1)进行了酶改性干酪粉的喷雾干燥试验研究,结果表明增加进料流量会提高产品回收率,但流量过大会产生粘壁的不利现象;随着热风流量的增加,酶改性干酪粉的回收率呈先上升后下降的趋势;进口温度增加会提高产品回收率,但过高温度会导致热变性发生。
2)根据干燥单因素所得到的试验结果,选择热风流量为26 m3/h~30 m3/h;进口温度160℃~180℃;进料流量为0.2 L/h~0.3 L/h;通过响应面分析,得到对回收率(Y)影响的因素主次为:进料流量(B)>进口温度(C)>热风流量(A);得到的回归模型为:Y=-867.822+ 0.881A+942.35B+9.148C+5.95AB-0.01AC-1.7BC-0.014A2-1600.6B2-0.025C2;结合实际情况对参数进行调整,热风流量为28 m3/h,进料流量为0.25 L/h,进口温度为170℃,在此条件下得到的产品回收率为46.67%。
3)在最佳工艺参数条件下制备得到的EMC粉蛋白质含量为24.51%、脂肪含量22.9%,含水率为3.5%有利于其保藏。色泽呈微黄色,具有特殊的奶香味,在水中具有很好的溶解性,热变性温度为79.12℃,呈球形颗粒状存在。
[1]Kilcawley K N,Wilkinsona M G,Foxb P F.A survey of the composition and proteolytic indices of commercial enzyme-modified Cheddar cheese[J].International Dairy Journal,2000,10(3):181-190
[2]Hannon J A,Kilcawley K N,Wilkinson M G,et al.Production of ingredient-type cheddar cheese with accelerated flavor development by addition of enzyme-modified cheese powder[J].Journal of Dairy Science,2006,89(10):3749-3762
[3]Suzuki M,Uchida M,Tonouchi H,et al.Inhibition of Angiotensin I Converting Enzyme and Hypotensive Effect in Spontaneously Hypertensive Rats by Enzyme-Modified Cheese[J].Nippon Shokuhin Kagaku Kogaku Kaishi,2007,54(54):181-186
[4]刘金龙,陈树兴,张敏,等.酶改性干酪的研究进展[J].乳业科学与技术,2014,37(3):19-22
[5]Kilcawley K N,Wilkinson M G,Fox P F.A novel two-stage process for the production of enzyme-modified cheese[J].Food Research International,2006,39(5):619-627
[6]刘静波,马爽,刘博群,等.不同干燥方式对全蛋粉冲调性能的影响[J].农业工程学报,2011,27(12):383-388
[7]Selomulya C,Fang Y,Rogers S,et al.Functionality of milk protein concentrate:Effect of spray drying temperature[J].Biochemical Engineering Journal,2012,62(3):101-105
[8]Koc M,Koc B,Susyal G,et al.Functional and physicochemical properties of whole egg powder:effect of spray drying conditions[J].Journal of Food Science and Technology-Mysore-,2011,48(2):141-149
[9]崔春利,杨范莉,曾凯竹,等.山茱萸速溶粉的喷雾干燥工艺研究[J].西北药学杂志,2016,31(2):180-183
[10]Kim H J,Chen X D,Pearce D.Surface composition of industrial spray-dried milk powders.2.Effects of spray drying conditions on the surface composition[J].Journal of Food Engineering,2009,94(2):169-181
[11]Spyridon E Papadakis,Chryssavgi Gardeli,Constantina Tzia.Spray Drying of Raisin Juice Concentrate[J].Drying Technology,2006,24(2):173-180
[12]邓海燕,赵谋明,孔令会,等.酶改性干酪工艺初探[J].现代食品科技,2010,26(3):267-271
[13]苏东晓,张名位,侯方丽,等.速溶龙眼粉加工的酶解提取与喷雾干燥工艺优化[J].农业工程学报,2009,25(8):268-274
[14]于宁华,龙薇运,李云飞,等.实验型喷雾干燥机低温干燥牛初乳粉的干燥性能[J].农业工程学报,2010,26(10):362
[15]孙卓.切达干酪促熟方法及其质量控制技术研究[D].青岛:青岛农业大学,2011
[16]Quek S Y,Chok N K,Swedlund P.The physicochemical properties of spray-dried watermelon powders[J].Chemical Engineering&Processing,2007,46(5):386-392
[17]刘建学.全藕粉喷雾干燥工艺试验研究[J].农业工程学报,2006,22(9):229-231
[18]辛修锋,余小林,胡卓炎.杨梅颗粒固体饮料的工艺研究[J].食品与发酵工业,2009,35(2):162-165
[19]卢晓明,左芳雷,郭慧媛,等.芝麻分离蛋白对牛乳微观形态及干酪DSC特性的影响[J].农业机械学报,2010,41(11):110-114
[20]苏燕玲.酶改性干酪的关键制备技术及其风味特性的研究[D].北京:中国农业科学院,2013
Study on the Optimization of Spray Drying Process Conditions and Characteristics of Enzymemodified Cheese Powder
HAO Qian-hong1,CHEN Hui-min2,SUN Jun-jie1,ZHONG Yu-bei1,MIAO Shuai1,CHEN Shu-xing1,*
(1.Food&Bioengineering School,Henan University of Science&Technology,Luoyang 471023,Henan,China;2.Luoyang Testing Center for Quality and Safety of Agri-produces,Luoyang 471023,Henan,China)
To obtain the optimal spray drying process conditions of enzyme modified cheese(EMC)powder,EMC slurry was used as raw material and product recovery was used as the main indicator,effects of feed flow rate,inlet temperature and hot air flow rate on the product recovery were investigated,and the regression model was built by central composite design combing with response surface analysis.The quality of the final product was also evaluated through chromatic difference analysis,electron microscope analysis,and differential scanning calorimetry(DSC)analysis.The results showed that:along with the increasing of feed flow rate,the product recovery rate of EMC increased,but also wall deposition increased;along with increasing of hot air flow rate,the product recovery rate increased at first and then decreased;along with increasing of the inlet temperature,the product recovery rate increased,but higher temperatures caused the more thermal denaturation.The results of response surface analysis showed that:the sequence of factors those affected product recovery rate(Y)was the feed flow rate(B)>inlet temperature(C)>hot air flow rate(A);the final product had better color and solubility with product recovery rate of 46.67%,moisture content of 3.5%,under optimized conditions of the hot air flow rate 28 m3/h,the feed flow rate 0.25 L/h,inlet temperature 170℃.The findings should be able to serve as
for the actual production of EMC powder.
enzyme modified cheese;spray drying;recovery rate;central composite design
10.3969/j.issn.1005-6521.2016.17.017
2016-05-16
国家863项目资助(2007AA10Z311)
郝千红(1989—),女(汉),在读硕士研究生,研究方向:功能性乳制品。
陈树兴(1965—),男,教授,研究生导师,研究方向:功能性乳制品及干酪加工技术。
