基于粗糙集与偏相关分析的机床热误差温度测点约简
2016-10-18蔡力钢李广朋李伟硕
蔡力钢,李广朋,程 强,李伟硕
(北京工业大学机械工程与应用电子技术学院,北京 100124)
基于粗糙集与偏相关分析的机床热误差温度测点约简
蔡力钢,李广朋,程 强,李伟硕
(北京工业大学机械工程与应用电子技术学院,北京 100124)
为了合理减少温度测点数量并有效提高温度数据采集与分析的效率,提出了一种基于粗糙集与偏相关分析相结合的温度测点约简方法.首先,利用偏相关分析的方法建立了温度变量与主轴热误差之间的偏相关系数,并以此为依据辨识了主要的敏感温度变量.然后,在基于粗糙集理论获取的可行温度测点组合基础上,筛选出包含敏感温度变量最多及偏相关度高的温度测点组合.最后,建立了热误差线性回归模型,并在某型号数控机床上进行验证与分析.结果表明:温度传感器测点可由22个减少到6个,在很大程度上提高了热误差模型的精确性和鲁棒性.
热误差;粗糙集;偏相关分析;数控机床;温度测点优化
近年来,随着机械制造业的不断发展,对数控机床精度的要求越来越高.对于数控机床来说,热误差是其关键误差源之一.研究表明,机床热误差可占机床总误差的50%~70%,而在精密数控机床中,这一比重还要更大[1-2].目前,热误差建模与补偿技术是一种既有效又经济的减小数控机床热误差的方法[3].然而,想要得到一种精度高、鲁棒性好的热误差模型的关键之一就是要获取机床加工过程中温度场和对应的热变形数据,然而,由于数控机床温度场具有非线性、时变性且分布极为复杂等特性,这就需要在机床上布置大量的温度传感器来获取较为精确的温度场.然而布置温度传感器过多会导致数据量过于庞大,难以处理、数据耦合,以及布线过多影响加工等问题.因此,在温度测点优化方面很多学者进行了深入的研究并取得了一些成果:神经网络法、有限元法、灰色关联和模糊聚类法[4-5]、逐步线性回归法[6]、模糊聚类与偏相关分析法[7]、FCM自适应模糊聚类法[8]、热误差敏感度分析法[9]等.
这些分析方法都取得了很好的效果,当然也存在不足之处,其中神经网络法的优点是具有很强的鲁棒性、记忆能力、非线性映射能力以及强大的自学习能力;不足之处在于需要大量的输入来保证模型正常工作,增加了工作量.有限元法操作简单,但是对于建模的水平和边界约束条件要求很高,否则会影响实验的结果,主观性太大.灰色关联和模糊聚类法、模糊聚类与偏相关分析法等是2种方法的结合对温度测点的筛选更精确,但是都未能保证约简的温测点最大限度地保留机床温度场的全部信息.热误差敏感度分析法主要还是依靠有限元法来实现,需要提取大量的有限单元结点作为侯选温度关键点,工作量很大.本文将采用粗糙集与偏相关相结合的方法来减少温度测点的数目,进而提高热误差建模精度.粗糙集擅长处理模糊、不完善和不确定的知识,可在保持分类能力不变的前提下快速地对属性进行约简,可最大程度上消除温度数据的非线性、时变性及温度数据之间的耦合性,最大程度地保留了温度场的信息.同时本文应用了粗糙集软件来处理数据,提高了约简效率.之后再提出偏相关的分析方法,更加准确地对温测点进行筛选,提高了建模的精度和鲁棒性.
1 粗糙集与偏相关分析
1.1粗糙集分析
1.1.1粗糙集理论简介
粗糙集(rough set,也称粗集)理论是Paw教授于1982年提出的一种能够定量分析处理不精确、不一致、不完整信息与知识的数学工具,其主要思想就是在保持分辨能力不变的前提下,通过知识约简导出问题的决策或分类规则[10-11].粗糙集擅长处理模糊、不完善和不确定的知识,可以在保持分类能力不变的前提下快速地对属性进行约简,删除冗余属性、消除过剩规则.
1.1.2定义
根据粗糙集理论的原理[12],一个信息表可以描述为S=(U,C,D,V,f),式中:U为论域;C为条件属性集;D为结果属性集.V=Ua∈C∪DVa为属性的值域,其中,Va为属性a的值域;f为信息决策函数.当D≠Ø时,该信息表是一个决策信息表.对于P、Q ⊂C∪D,Q对P的依赖度可以定义为
对于条件属性的任一子集R⊆C,如果
式中:POS为Q对P的属性集.则R为C的一个相对约简.
设Q为一个等价关系族,通常情况下等价关系族中包含多个属性,本文定义Q为机床热误差补偿系统中的属性集,Q=C∪D,C∩D=Ø,C称为条件属性集,D称为结果属性集,定义T为p个位置温度传感器的温度随时间变化的变量,则有T{T1(t),T2(t),…Tp(t)},Y为激光干涉仪测得的机床定位误差量Y(t);即有C={T1(t),T2(t),… Tp(t)};D=Y(t).
1.1.3决策表的构建与约简
建立系统决策表K=(U,C∪D),并将此决策表建立为一个Excel表,决策表中的每列代表1个温度测点,行代表描述温度测点的特征变量,除最后一列为决策属性外其他均为条件属性.本文在实例计算时借助粗糙集软件(ROSETTA),具体方法为将建立的系统决策表的Excel表K=(U,C∪D)输入到粗糙集分析软件中,通过数据补齐、数据离散化之后进行数据约简处理,得到几种可行的温度测点组合,这些温度测点组合可以完整地表达机床温度场分布情况;使用粗糙集软件进行分析之前需要对数据进行预处理,使数据离散化,对连续属性的离散化方有很多种,归纳起来主要有3种类型:局部和全局的离散化方法、有监督和无监督的离散化方法、动态和静态的离散化方法.本文选取一种简单的区间等间隔分割方法来进行数据离散化[13].
1.2偏相关分析
相关系数是用来描述变量x、y之间的相关性,它表征了x、y之间的关联程度[14],其计算式为
设有一组自变量X=(x1,x2,…,xp),为p个温度变量的集合,x=(xi1,xi2,…,xin) (i=1,2,…,p)为第i个温度变量的n个测量值,则xi与xj(i,j=1,2,3,…,n)的偏相关系数的计算方法如下.
首先,计算由简单相关系数rij组成的相关矩阵
对简单相关系数组成的矩阵求逆矩阵
则变量xi与xj的偏相关系数为
1.3多元线性回归模型分析
多元线性回归是多元统计分析中的一个重要方法,被广泛应用于社会、经济、技术等领域的研究中.多元线性回归可以作为热误差建模的模型来对数控机床的热误差进行预测.其通用表达式为
式中:β0,β1,…,βp为p+1个未知参数,为回归系数;y称为被解释变量(因变量);x1,x2,…,xp为p个可以精确测量并可控制的一般变量,为解释变量(自变量);ε为不可观测的随机误差;当p≥2时,其通用表达式为多元线性回归模型.
设有n组独立的观测值(yi:xi1,xi2,…,xip),(i=1,2,…,n),则方程可用矩阵表示为Y=Xβ+ε.其中
则有
最终求得回归方程为
因ε为均值为0的噪声序列,故被略去.
1.4温度点约简方案
提出了基于粗糙集与偏相关分析相结合的方法对数控机床温度测点进行约简,然后,使用多元线性回归模型进行热误差预测的方法,对该方法进行验证,为了优化实验流程,提高验证方案的准确性以及建模的精度,绘制了简易实验方案,如图1所示.
2 应用分析与验证
2.1温度数据采集
考虑热效应下影响定位误差的相关因素,包括机床运动件往复运动产生热量、电动机运行发热、机床各部件发热传热以及环境温度的影响,依此分析确定采集机床温度数据实验中传感器的布置位置,如图2所示.因此,22个传感器布置位置详见表1,编号为3、4、5、6、11、12、15、20号传感器安装在主轴上端和下端的典型位置上,下端4个,上端4个,且每个传感器间距相等,环绕在轴端上;传感器等间距安装,避免距离太近相互干扰,距离太远检测不全面,以下传感器安装相同;2、13、14号安装在主轴箱箱体前端,侧面及上端上;7、16、17、19和21号安装在x、y、z轴向导轨上;1、8、9、10、18和22号安装在立柱、工作台、冷却液和环境温度上.
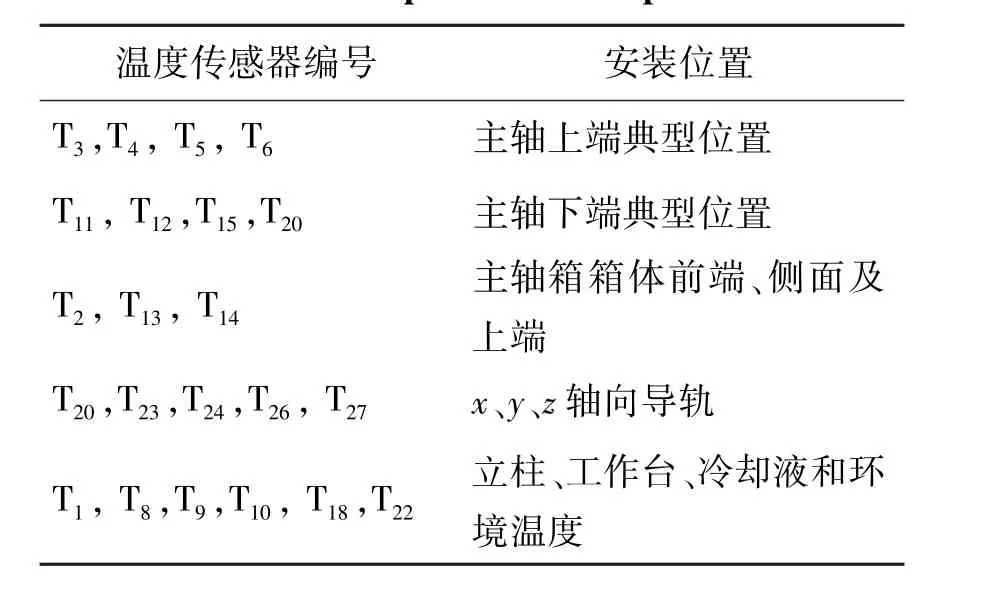
表1 温度传感器安装位置Table 1 Installation position of temperature sensor
2.2机床z向热定位误差的测定
将激光发射器安装在工作台前端的平整处,之后将激光干涉仪的接收器安装在机床的主轴上.安装完成后调整激光干涉仪的激光发射器的激光头,使测量轴线与机床移动的轴线在一条直线上或平行,即将光路调准直.待机床运行时,按要求对机床的相关参数进行测量.然后,先在机床冷态下测量定位误差,测量后快速移动运动轴使机床温度升高,经再测量、再温升如此重复至机床各温度变化趋于稳定,即机床达到热平衡状态结束测量.通过运行机床可以得到温度传感器测得的温度随时间的变化量T(t);激光干涉仪测得的机床定位误差量Y(t),如图3所示.
2.3关键温测点组合
表2给出了利用粗糙集分析软件得到的关键温测点组合.根据偏相关分析理论,由其计算公式可以得到各温度变量与z向热误差之间的偏相关系数(采用双侧t检验,检验水平规定为α=0.05)计算结果,如表3所示.
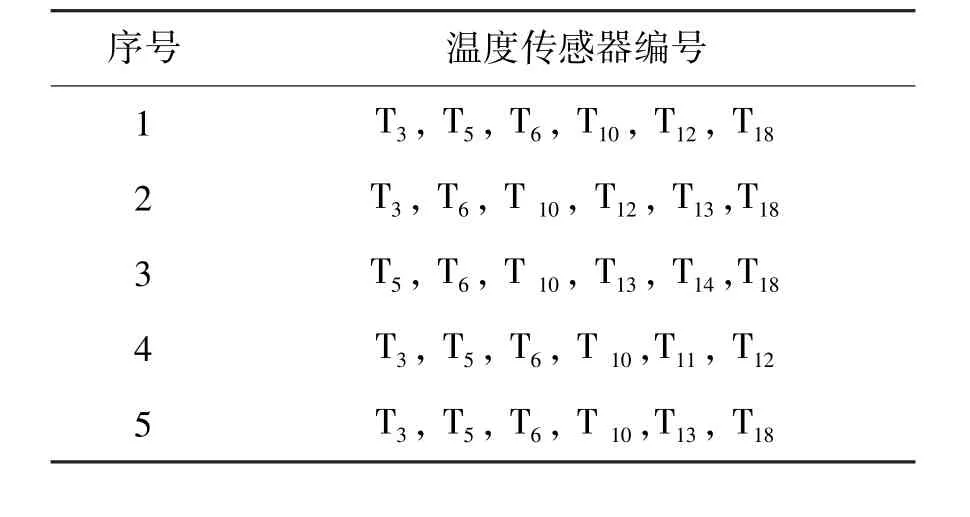
表2 关键温测点组合Table 2 Key temperature points combination
显著度值为结果可信度的一个递减指标,值越大,则关联程度越低.从表2可以选择与机床热误差的偏相关系数大并且通过显著度sin θ<0.01检验的温度变量作为关键温测点,如表4所示.最终综合比较约简的10个敏感温度测点和5组温度测点组合,筛选出包含敏感温度测点最多及关联度最高的温度测点组合,可以得出一个最优温度测点组合:(T3,T6,T10,T12,T13,T18),如图4所示.
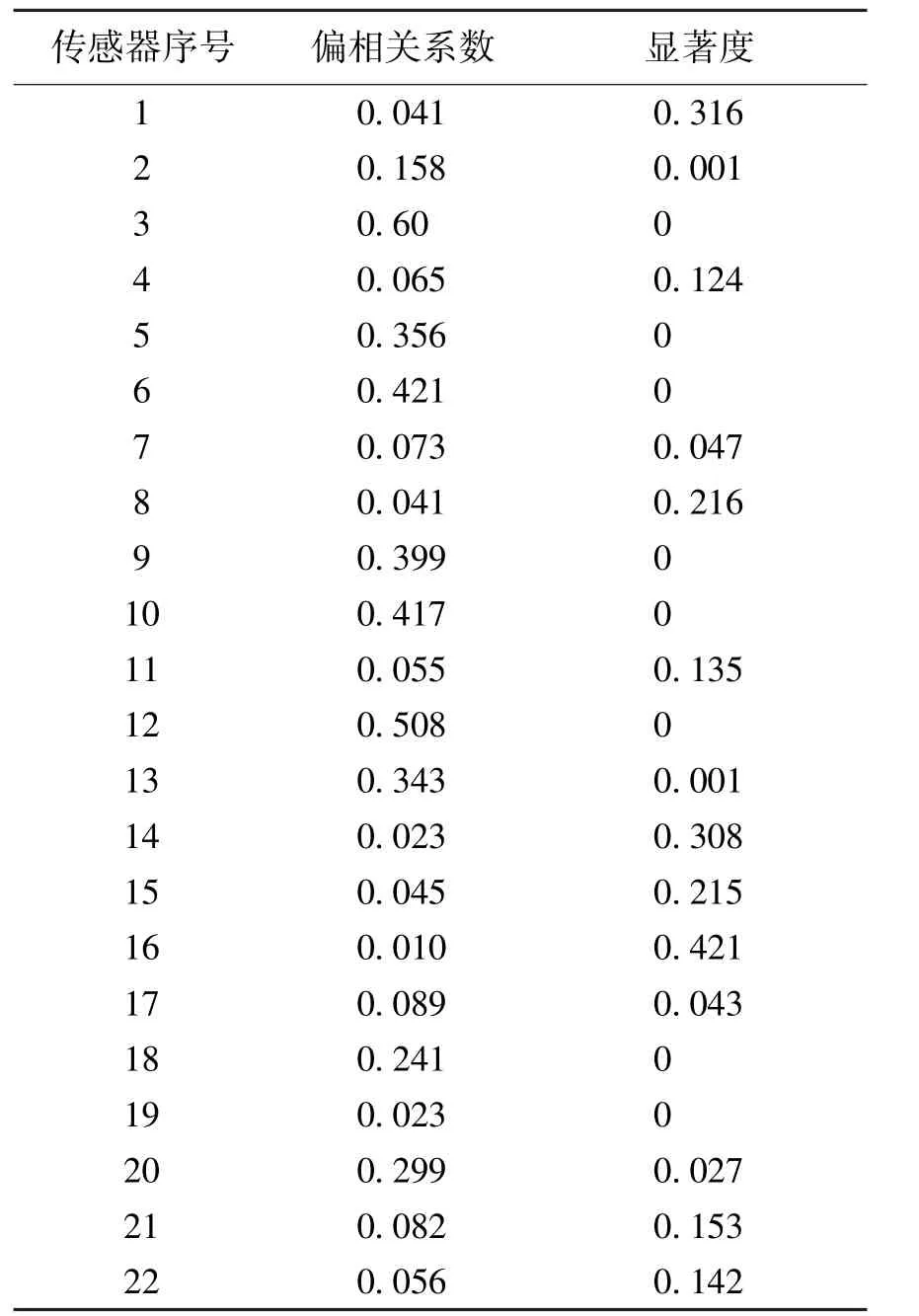
表3 温度变量与z向热误差之间的偏相关系数Table 3 Partial correlation coefficient between temperature variables and thermal error in the direction of z
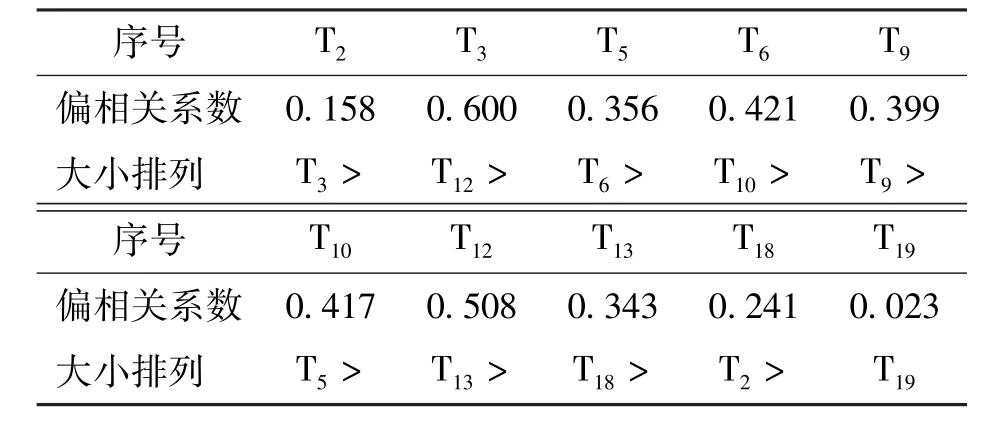
表4 偏相关系数大小排列Table 4 Size arrangement of partial correlation coefficient
2.4结果分析
利用2.3得到的温测点组合数据,可以建立热误差多元线性回归模型[15],用约简的关键温度变量可以建立z向热误差模型为
式中:Δz为机床主轴轴向热误差;T3、T6、T10、T12、T13、T18分别为温度敏感点实时温度.使用粗糙集与偏相关相结合的方法优化温度测点得到的热误差模型预测曲线如图5所示.由预测曲线可知,该模型残差值分布范围比较小,最大残差仅为9.7 μm,与未使用粗糙集与偏相关分析相结合的约简方法(仅用偏相关分析,依据偏相关系数大小筛选关键温度测点的方法)的同型号机床相比残差由42 μm降到了9.7 μm,模型精度和鲁棒性效果显著.因此,使用粗糙集与偏相关相结合的方法优化温度测点是可行、有效的,如图6所示.
3 结论
1)利用粗糙集与偏相关分析相结合的方法对数控机床温度测点的布置进行了约简与优化,并通过多元线性回归分析对结果进行了验证.验证结果表明:该方法对温测点约简效果比较显著,温度测点由22个降到了6个,与单一的偏相关分析相比较,主轴轴向最大热误差残值由42 μm降到了9.7 μm.
2)创新之处在于使用粗糙集方法对温度数据进行约简,极大程度上避免温度数据之间的耦合性、非线性带来的问题,偏相关分析也极大地降低了变量之间的互相影响作用,能更准确地反映温度变量与主轴热变形的关系,提高了热误差建模的精度.
[1]ISO.IS0230-3:2001 test code for machine tools-part 3: determination of thermal effects[S].Switz-erland:TC39,2001.
[2]苗恩铭,高增汉,党连春,等.数控机床热误差特性分析[J].中国机械工程,2015,26(8):1078-1084. MIAO E M,GAO Z H,DANG L C,et al.CNC machine thermal error characteristicsanalysisof[J].China Mechanical Engineering,2015,26(8):1078-1084.(in Chinese)
[3]杨建国,范开国,杜正春.数控机床误差实时补偿技术[M].北京:机械工业出版社,2013:1-4. YANG J G,FAN K G,DU Z C.CNC machine tool error real-timecompensationtechnology[M].Beijing: Mechanical Industry Press,2013:1-4.(in Chinese)
[4]张伟,叶文华.基于灰色关联和模糊聚类的机床温度测点优化[J].中国机械工程,2014,25(4):456-461. ZHANG W,YE W H.Optimization of temperature measurement of machine tool based on grey relation and fuzzy clustering[J].China Mechanical Engineering,2014,25(4):456-461.(in Chinese)
[5]苗恩铭,龚亚云,成天驹,等.支持向量回归机在数控加工中心热误差建模中的应用[J].光学精密工程,2013,21(4):980-986. MIAO E M,GONG Y Y,CHENG T J,et al.Application of in thermal error modeling of NC machining center with support vector regression[J].Optics and Precision Engineering,2013,21(4):980-986.(in Chinese)
[6]罗范杰,宋丹路.基于逐步线性回归的温度测点优化[J].组合机床与自动化加工技术,2015(3):55-58. LUO F J,SONG D L.Based on stepwise linear regression of the temperature measuring point[J].Modular Machine Tool&Automatic Manufacturing Technique,2015(3): 55-58.(in Chinese)
[7]赵瑞月,梁睿君,叶文华.基于模糊聚类与偏相关分析的机床温度测点优化[J].机械科学与技术,2011 (11):1767-1772. ZHAO R Y,LIANG R J,YE W H.Optimization of mechanicalscienceandtechnologybasedonfuzzy clustering and partial correlation analysis[J].Mechanical Science and Technology,2012(11):1767-1772.(in Chinese)
[8]周杰,李小汝,罗范杰.基于FCM自适应模糊聚类的温度测点优化[J].制造技术与机床,2015(2):39-43. ZHOU J,LI X R,LUO F J.Temperature measurement pointoptimization(FCM)basedonadaptivefuzzy clustering[J].Manufacturing Technology and Machine Tools,2015(2):39-43.(in Chinese)
[9]赵海涛,冯伟,周海,等.基于热误差敏感度图的温度关键点选择方法[J].上海交通大学学报,2015,49 (5):725-729. ZHAO H T,FENG W,ZHOU H,et al.Selection method of key points of temperature based on thermal error sensitivity chart[J].JournalofShanghaiJiaotong University,2015,49(5):725-729.(in Chinese)
[10]CHAN C C,GRZYMALA B J W,ZIARKO W P.Rough sets and current trends in computing[C]∥Proceedings of the 6th International Conference,RSCTC 2008.Akron: [s.t.],2008.
[11]PAW L Z.Rough sets[J].International Journal of Parallel Programming,1982,11(5):341-356.
[12]王学恩,韩崇昭,韩德强,等.粗糙集研究综述[J].控制工程,2013,20(1):1-8. WANG X E,HAN C Z,HAN D Q,et al.Overview of [J].Control Engineering,2013,20(1):1-8.(in Chinese)
[13]陶志,许宝栋,汪定伟,等.一种基于粗糙集理论的连续属性离散化方法[J].东北大学学报(自然科学版),2003,24(8):747-750. TAO Z,XU B D,WANG D W,et al.Continuous attribute discretization method based on rough set theory [J].Journal of Northeastern University(Natural Science Edition),2003,24(8):747-750.(in Chinese)
[14]凡志磊,李中华,杨建国.基于偏相关分析的数控机床温度布点优化及其热误差建模 [J].中国机械工程,2010,21(17):2025-2027. FAN Z L,LI Z H,YANG J G.Based on the partial correlation analysis of NC machine tool temperature distribution optimization and thermal error modeling[J]. China Mechanical Engineering,2010,21(17):2025-2027.(in Chinese)
[15]吴诚鸥,秦伟良.近代实用多元统计分析[M].北京:气象出版社,2007:97-123. WU C O,QIN W L.Modern practical multivariate statistical analysis[M].Beijing:Meteorology Press,2007:97-123.(in Chinese)
(责任编辑 杨开英)
Reduction of Temperature Measurement Points for an NC Machine Tool Based on Rough Set and Partial Correlation Analysis
CAI Ligang,LI Guangpeng,CHENG Qiang,LI Weishuo
(College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China)
To reduce the number of temperature measurement points and improve the efficiency of temperature data acquisition,a new method of temperature measurement based on rough set and partial correlation analysis was proposed.First,based on the way of partial correlation analysis,the partial correlation coefficients between the temperature variables and thermal error of spindle were calculated,and it was used as the basis of choice of the main temperature sensitive variables.Then,the feasible temperature measuring points of the combination by rough sets were obtained,and the most sensitive temperature variables including temperature and partial correlation degree high point combination were screened.Finally,linear regression model of thermal error was established to test prediction accuracy,and verified in a certain type of CNC machine.Results show that temperature sensors are reduced from 22 to 6 to improve the precision and robustness of the thermal error model to a great extent.
thermal error;rough sets;partial correlation analysis;NC machine tool;optimization of temperature measurement points
TG 661
A
0254-0037(2016)07-0969-06
10.11936/bjutxb2015070035
2015-07-12
国家自然科学基金资助项目(51575010);北京市科技新星计划项目(Z1511000003150138)
蔡力钢(1958—),男,教授,博士生导师,主要从事数字化设计与制造方面的研究,E-mail:Lgcai321@aliyun.com
