半导体激光切割碳钢板方法研究
2016-10-17蔡锦达
陈 涛,蔡锦达
(上海理工大学 机械工程学院,上海 200093)
半导体激光切割碳钢板方法研究
陈涛,蔡锦达
(上海理工大学 机械工程学院,上海 200093)
采用500 W半导体激光对碳钢板材进行切割实验。为了提高切割能力,针对半导体激光光束发散角较大的特点,以及碳钢板材的激光切割工艺特性,对切割头的光学系统进行改进,并进行比较实验。结果显示,适当增加光斑尺寸,焦深延长,可一定程度上加强半导体激光对于3 mm以上碳钢板的切割能力,将切割厚度拓展到6 mm。在此条件下,切割速度有所下降。但在3~6 mm厚度范围内切割效率同500 W光纤激光器切割效率相近。
半导体激光;碳钢切割;光束特点;厚度
半导体激光由于其高光电转换效率,低生产成本,在激光行业逐渐占据重要的地位。半导体激光技术的成熟带动了光纤激光的飞速发展。但直接半导体激光的应用仍处于一个正在发展的阶段,国外对于直接半导体激光在工业应用方面的研究已取得一定的进展,比如Costa Rodriguesn团队在切割应用方面对大功率半导体进行了实验,结合CO2激光器和光纤激光器的切割数据,肯定了半导体激光切割的可行性[2-4]。
中低功率的半导体激光器一般用于切割3 mm以下的薄金属板材,而在实际生产加工过程中,一般考虑到实际光束的功率密度,致力于在提高激光器输出功率的同时缩小输出光纤的芯径尺寸,加强激光器在待加工工件上单位面积上的能量输出。在切割工艺上一般以提高切割质量,增加切割效率为目的。目前,在500 W激光器的功率水平上,光纤激光器达到了输出光纤芯径尺寸50 μm,大幅增加了此功率水平的激光切割能力。在氧气辅助切割碳钢的激光加工工艺上,金属的氧化反应在切割过程中提供了大部分能量[5]。在10 mm厚度以内一般采用正离焦[1],直接投在工件表面的光斑尺寸较大,本文通过切割头光学系统的修改,改变焦点光斑尺寸,拉长光束焦深,在满足切割功率密度要求的条件下,协调半导体激光器光束发散角较大的特点,拓展了半导体激光器在较厚碳钢板材上加工能力。旨在证明半导体激光在碳钢板切割上的可行性,不仅对半导体激光切割碳钢板材工件工艺进行指导,还提供了一个能够有效解决半导体激光对碳钢板的切割能力在随着加工材料厚度增加过程中所遇到的问题。
1 实验装置和实验材料
1.1实验装置
采用上海激光研究所纽敦光电科技(上海)有限公司生产的最大输出功率为500 W的半导体激光系统,光纤芯径为0.2 mm,系统内通过将不同波长的激光混波,光学整形,耦合进入直径0.2 mm的传输光纤,输出的连续激光经过光纤传导并经过一系列的光学系统聚焦到待加工工件表面进行切割,激光切割头内部采用两套不同的光学系统,是本实验的重要对比数据。如图1所示,CNC数控切割平台用于固定激光切割头并按照预设指令沿固定轨迹以控制速度进行实现切割。碳钢切割使用氧气作为辅助气体,激光机使用冷水机进行内部循环冷却。

图1 实验装置
1.2实验材料
实验使用常见Q235碳钢作为切割材料,切割形状为30 mm×30 mm的正方形和d=30 mm的圆形,以便观察不同路径下的切面质量。
2 实验分析和讨论
2.1两种光学系统的参数
为便于区分,将两种光学系统分为A型系统和B型系统,其中B为改进型。两种切割头分别装有不同的光学透镜系统,如图2所示。表1所示为两种实验中所用的切割参数。

表1 两种切割光学系统参数
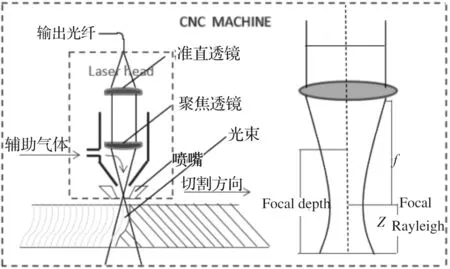
图2 切割头光学头透镜系统模型以及光束焦深示意图
由公式可计算出两种切割光学透镜系统下,光束的光斑大小。即
(1)
光纤输出光斑直径d1,聚焦镜下焦点处光斑直径d2,Φ为镜片焦距。实验过程中所用到的半导体激光器,光纤芯径0.2 mm,准直镜片和聚焦镜片的焦距参数可由表1得到。如图2所示,根据焦深式(2)可判断焦深变化[7]
(2)
式(2)中,λ为波长;D为聚焦前平行光束直径;K为光束质量参数,评价光束接近高斯光束的质量,通常K<1。高斯光束中,K=1。
2.2A型光学透镜系统的碳钢切割工艺
此切割头光学设计将光纤输出光斑1:1成像,焦点处光斑直径为0.2 mm,在实验过程中,分别对1 mm、2 mm、3 mm、4 mm厚度碳钢板进行切割实验。由碳钢切割工艺,在10 mm内厚度时,离焦量在+1~+3 mm范围内可得到相对较好的切割效果。而更加厚的碳钢板,一般选择负离焦。反之,10 mm内厚度使用负离焦时,容易出现切缝粗大,下表面沾渣现象[1]。本实验根据表2中的工艺参数可得到较好的切面效果,如图3所示。工件厚度为1 mm、2 mm时,可得到光洁明亮的切面,且切面上有一层光滑的黑亮色氧化膜,条纹整体细密整齐。而在3 mm厚度的碳钢板切割中,控制切割工艺条件,如气压1.5 Mpa,离焦量+1.5 mm,切割速度2.0 m/min时,得到最优切面,条纹出现层次化分布,中间呈现出一条清晰的界限。上半部分切面光滑,条纹细密,而接近下表面处会出现一定长度条纹紊乱现象,底面出现少量粘渣。随着厚度增加这种特征越发明显。可看出使用这样的切割条件在碳钢的半导体激光切割中,适用于切割约3 mm的碳钢板。
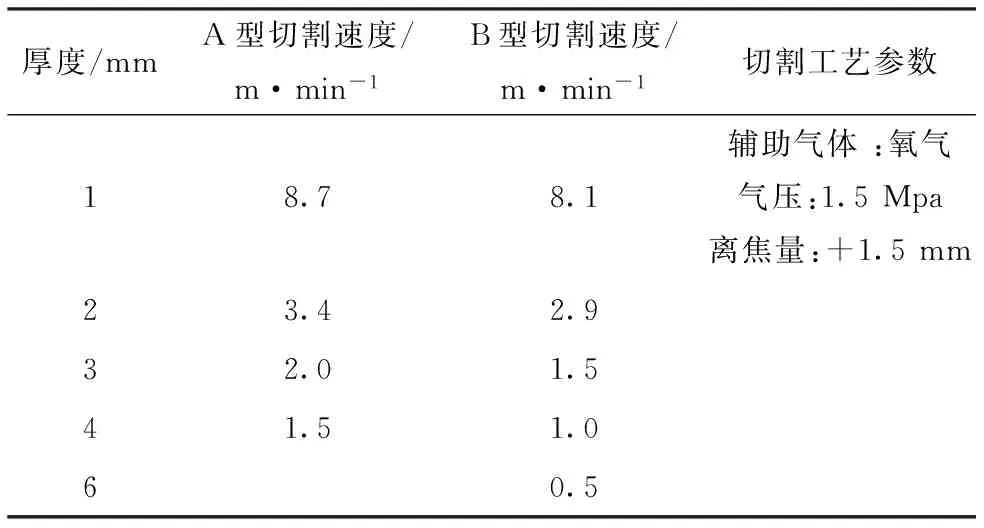
表2 A, B两种光学系统下碳钢板切割数据
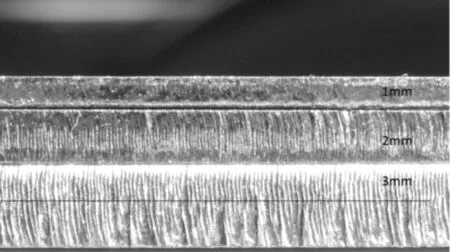
图3 A型光学系统下切割3 mm内厚度碳钢切面图
2.3B型光学透镜系统的碳钢切割工艺
在B型光学系统下做比较实验,同样选择使用500W半导体激光切割3 mm厚碳钢,验证在其他工艺参数相同条件下的切割效果。可看到在B型条件下,切面条纹出现三段区域,靠近上表面区域,条纹轮廓模糊,切面光洁明亮,呈黑亮色。中间区域比较窄,为过渡区域,条纹轮廓逐渐明显。靠近下表面的第三区域,条纹整齐清晰,条纹之间相互平行。整体工件上下表面均无明显挂渣。
继续将工件厚度增加到4 mm和6 mm,各切割工艺参数如表2所示,均可得到平整的切面。如图4所示,4 mm厚度碳钢半导体激光切割得到切面光洁连续,条纹之间相互平行,间距均匀,没有明显分区。而6 mm碳钢板的切面上,条纹轮廓相对明显,且靠近工件下表面区域逐渐出现同在A型光学系统条件下激光切割3 mm以上厚度碳钢板所得切面相似的状态,条纹逐渐相连,表面凹凸不平。故可得出在B型光学系统下,可顺利将500 W半导体激光器的切割能力范围拓展到6 mm厚度碳钢。
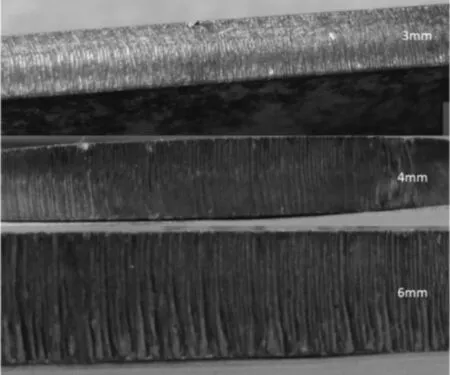
图4 B型光学系统下切割3 mm、4 mm、6 mm厚度碳钢的切面图
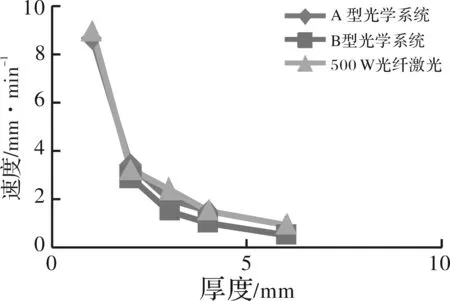
图5 在两种不同类型光学系统下半导体激光切割同光纤激光器切割作速度对比
2.4两种条件下激光切割碳钢效率对比
将改进型切割头(B型)的切割速度,同以重点提高切割过程中功率密度的切割头光学系统(A型),以及相对成熟的光纤激光器激光切割[6]碳钢板作比较,如图5所示,在13 mm厚度的碳钢板条件下,A型切割效率同光纤激光切割结果相近,B型切割结果在此阶段切割效率较低。同样在A型光学系统无法完成切割的3~6 mm阶段,同光纤激光相比,B型光学系统下的半导体激光在激光切割碳钢板中效率与光纤激光相近,并可得到相对理想的切面。
3 结束语
半导体激光器具有光电转换效率高、结构紧凑、高效和易于维护等优点,另一方面,由于光束的发散角较大,在激光切割应用中,需要进行相应的改进来拓展激光器的切割能力。在对氧气辅助激光切割碳钢过程中,由于氧化反应在激光切割中输出大部分能量,激光器的输出功率在输出能量直接参与切割的同时推进碳钢氧化反应的进程。6 mm内厚度碳钢薄板半导体激光切割中,一般采用正离焦,可得到较高的切面质量。
针对半导体激光器光纤输出激光的光束特点和碳钢加工工艺。对于1:1成像的切割头(A型),500 W半导体激光可实现切割3 mm厚碳钢,厚度增加到3 mm以上难以得到光洁切面。采用一定范围增加焦点处光斑尺寸,焦深延长的光学设计(B型),可拓展500 W半导体激光器对于碳钢的切割能力。使得半导体激光器可成功实现切割到6 mm厚度的碳钢板,并达到同光纤激光相近的切割效率。
[1]陈亚军,罗敬文,张永康.光纤激光切割碳钢的工艺研究[J].应用激光,2010,30(4):280-283.
[2]Costa Rodriguesn,Pencinovsky,Cuypers,etal.Theoretical and experimental aspects of laser cutting with a direct diode laser[J].Optics and Lasers in Engineering,2014(61):31-38.
[3]Costa Rodrigues,Cuypers,FallahiSichani,et al.Laser cutting with direct diode laser[J].Physics Procedia,2013(41):558-565.
[4]Costa Rodrigues,Vanhove,Duflou.Direct diode lasers for industrial laser cutting: a performance comparison with conventional fiber and CO2technologies[J].Physics Procedia,2014(56):901-908.
[5]曹凤国.激光加工技术[M].北京:科学技术出版社,2007.
[6]马智霞.华工激光法利莱不同功率光纤激光切割工艺参数对比[EB/OL].(2014-08-26)[2015-10-22]http://www.hglaser.com/news/22274_for_jishudongtai_text.htm.
[7]Anon Rofin Group.Introduction to industrial laser materials processing[M].Hamburg:Springer Press,2003.
[8]王立军,宁永强,秦莉,等.大功率半导体激光器研究进展[J].发光学报,2015,36(1):1-19.
[9]董彦,梁琼,王志刚.大功率半导体激光器应用[J].光电技术应用,2005,18(4):21-25.
[10]尹桂敏,李占国,史尧臣.YAG 激光切割不锈钢薄板的工艺参数研究[J].机床与液压,2013,41(23):53-56.
[11]Cindy Goppolda,Karsten Zengerb, Patrick Herwiga,et al.Experimental analysis for improvements of process efficiency and cut edge quality of fusion cutting with 1 μm laser radiation[J].International Conference on Photonic Technologies,2014(56):892-900.
[12]Stelzer,Mahrle,Wetzig,et al.Experimental investigations on fusion cutting stainless steel with fiber and CO2 laser beams[J].Physics Procedia,2013(41):399- 404.
[13]Powell, Mashikhi,Kaplan,et al.Fiber laser cutting of thin section mild steel: an explanation of the striation free effect[J].Optics and Lasers in Engineering,2011(49):1069-1075.
[14]Golnabi,Bahar.Investigation of optimum condition in oxygen gas-assisted laser cutting[J].Optics & Laser Technology,2009(49) :454-460.
Cutting Carbon Sheets with Direct Diode Laser
CHEN Tao, CAI Jinda
(School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai 200093, China)
Experiments on cutting carbon steel sheets with 500 W diode laser are performed. In order to improve the cutting ability, the optical lens of the cutting head is improved with in mind the big laser beam divergence Angle of diode laser, and the process characteristics of the carbon steel sheet laser cutting. Result shows that properly increasing the spot size and extending the depth of focus improves the ability of the diode laser to cut carbon steel sheets more than 3 mm thick, and cutting speed is decreased at a sheet thickness of 6 mm; within 3~6 mm thickness, the cutting efficiency of diode laser is close to that of the 500 W fiber laser.
direct diode laser; carbon steel cutting; beam characteristic; thickness
2015- 12- 11
蔡锦达(1963-),男,教授。研究方向:机电一体化。陈涛(1992-),男,硕士研究生。研究方向:金属材料激光加工。
10.16180/j.cnki.issn1007-7820.2016.09.024
TN248.4
A
1007-7820(2016)09-087-04
