AOD烘烤控制系统中的双闭环交叉限幅比值控制
2016-10-12李立敏王天飞徐成胜
李立敏,邱 东,王天飞,徐成胜
(长春工业大学 电气与电子工程学院, 吉林 长春 130012)
AOD烘烤控制系统中的双闭环交叉限幅比值控制
李立敏,邱东*,王天飞,徐成胜
(长春工业大学 电气与电子工程学院, 吉林 长春130012)
AOD烘烤过程中,为合理控制燃气量和空气量的比例关系,比较了串级比值控制、空气限幅控制和双闭环交叉限幅控制方案,仿真结果表明,双闭环交叉限幅控制在燃气升负荷和降负荷的过程中能维持合适的空燃比。
AOD烘烤; 温度串级; 双闭环交叉限幅控制
0 引 言
AOD烘烤器烘烤过程中通常由控制煤气或天然气等燃气流量来加热炉温。在烘烤过程中,燃气流量和空气流量必须保持在一定的比例,保证燃气燃烧良好,燃烧过程经济运行。既要避免空气不足导致烟囱冒黑烟,又要防止空气过量而使热量增加损失[1]。所以变负荷时,空气量应略大于燃气量。在升负荷时,应先加大空气量,后加大燃气量;在降负荷时,要先降燃气量,后降空气量。总之,燃气量与空气量应保持一定的比值。由此可见,在AOD烘烤过程中对燃气和空气流量的合理控制非常重要。特别是设定值在升负荷和降负荷波动较大的时候,保证合适的空燃比和最佳的燃烧热效率至关重要。
1 AOD烘烤控制方案
AOD烘烤控制的关键是流量控制,为保证空气和燃气燃烧的经济性,即保证燃烧过程中有合适的燃气与空气比例,下面介绍并分析3种比值控制系统[2]。
1.1串级比值控制
在串级比值控制系统中,燃气单回路和空气单回路并行,其中燃气流量为主动量,空气流量为从动量,两个流量均构成闭环回路,如图1所示。
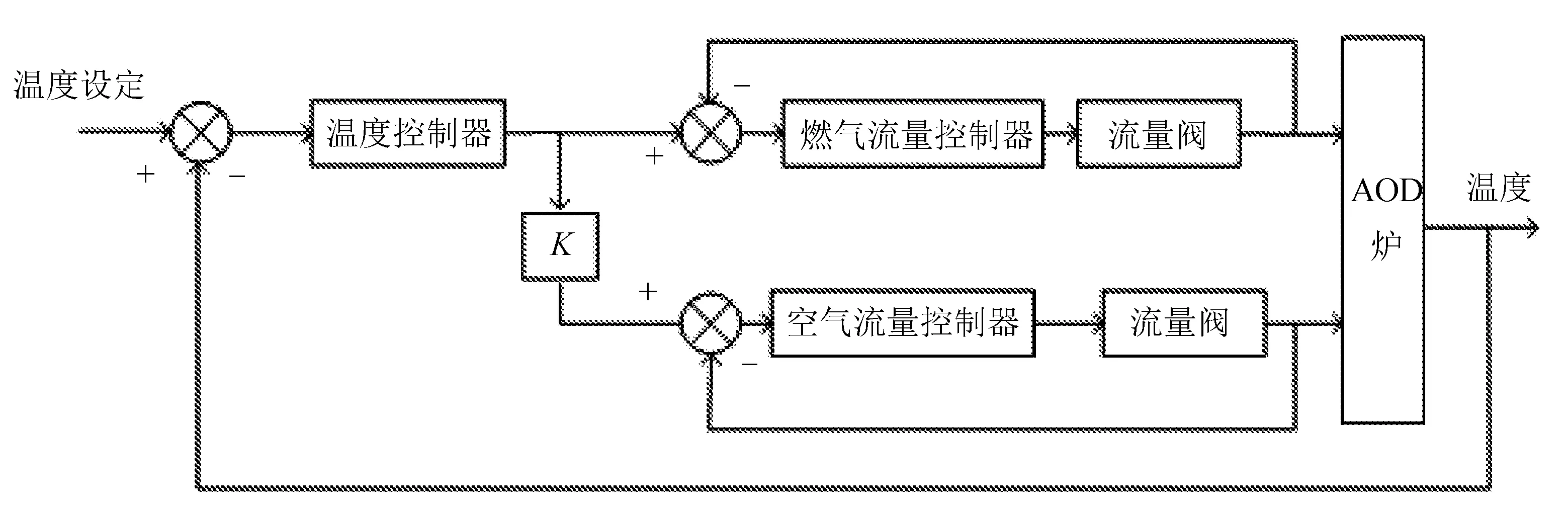
图1串级比值控制框图
由图1可知,燃气回路的输入值是温度控制器的输出值,同时空气回路的输入值是温度控制器的输出值乘以空燃比得出的值。这种比值控制主要适用于燃气和空气流量波动比较小的时候,这时主从流量都比较平稳,工艺总负荷也较稳定[3]。但是空气和燃气回路的波动较大时,实际空燃比同时发生较大波动,两个流量无法保证最佳燃烧热效率,造成空气或燃气过剩的状况。
1.2空气限幅控制
空气限幅控制是在串级比值控制系统的基础上增加一个空气高值选择器,如图2所示。
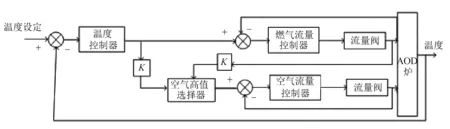
图2空气限幅控制框图
空气回路的最终输入值变为温度控制器的输出值乘以空燃比得出的值和燃气实际流量输出值乘以空燃比得出的值进行高值选择后的值。空气限幅控制系统中的高值选择器使空气流量比燃气流量充足,防止缺氧使得燃气燃烧不完全。但是因为空气流量没有上限,容易空气比燃气量过大,使多余热空气带走大量热量,导致排烟热损较大。
1.3双闭环交叉限幅比值控制
针对空气限幅控制中容易出现过氧现象,在空气限幅控制方法的基础上增加一个燃气低值选择器,如图3所示。
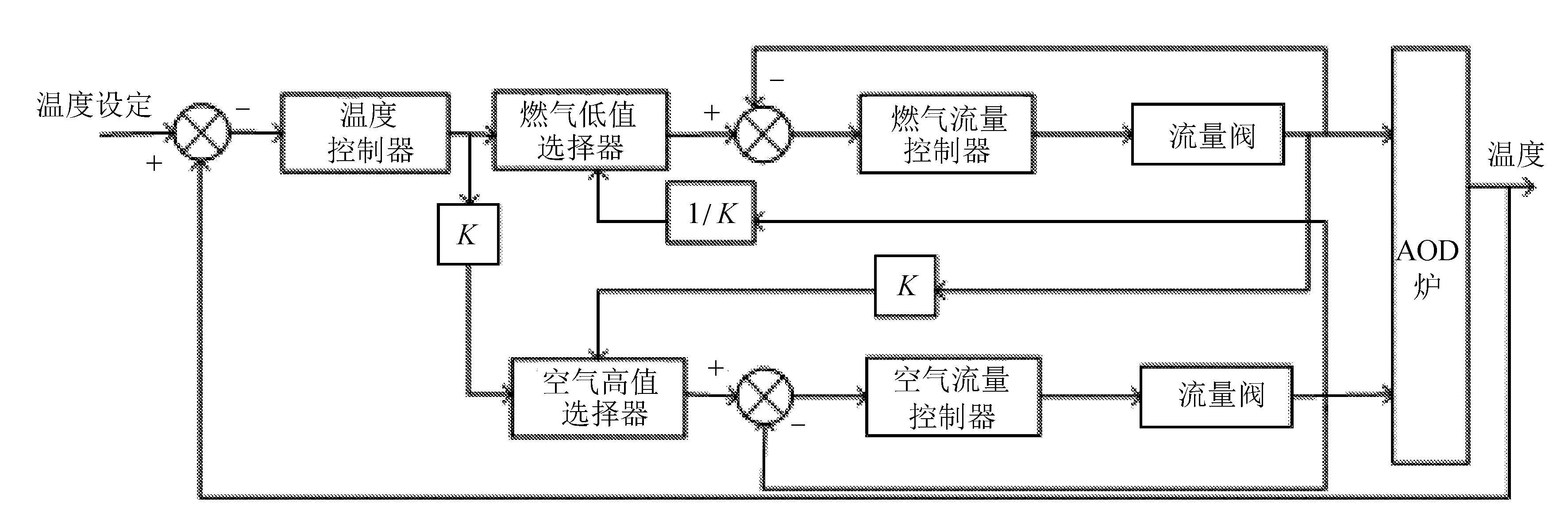
图3双闭环交叉限幅比值控制框图
燃气回路的最终输入值是温度控制器的输出值与空气实际流量输出值除以空燃比得出的值之间低值选择后的值。由于这种控制方法可以实现燃气和空气燃料的完全燃烧,所以,国内外多采用该方法来解决两种物料的配比关系[4]。
1.4双闭环交叉限幅工作原理
双闭环交叉限幅的工作原理是测量出当前空气与燃气的实际流量,并由最佳空燃比计算出两个单回路的安全阀限值,再将安全阀限值交叉回馈到选择器,与设定值进行比较,最后比较结果作为各个单回路的输入值,再由执行机构输出控制作用[5]。

(1)

(2)

(3)

(4)
双闭环交叉限幅比值控制系统因燃气流量与空气流量之间的相互制约,从而实现在负荷变化时,保证最佳燃烧热效率。温度串级控制如图4所示。
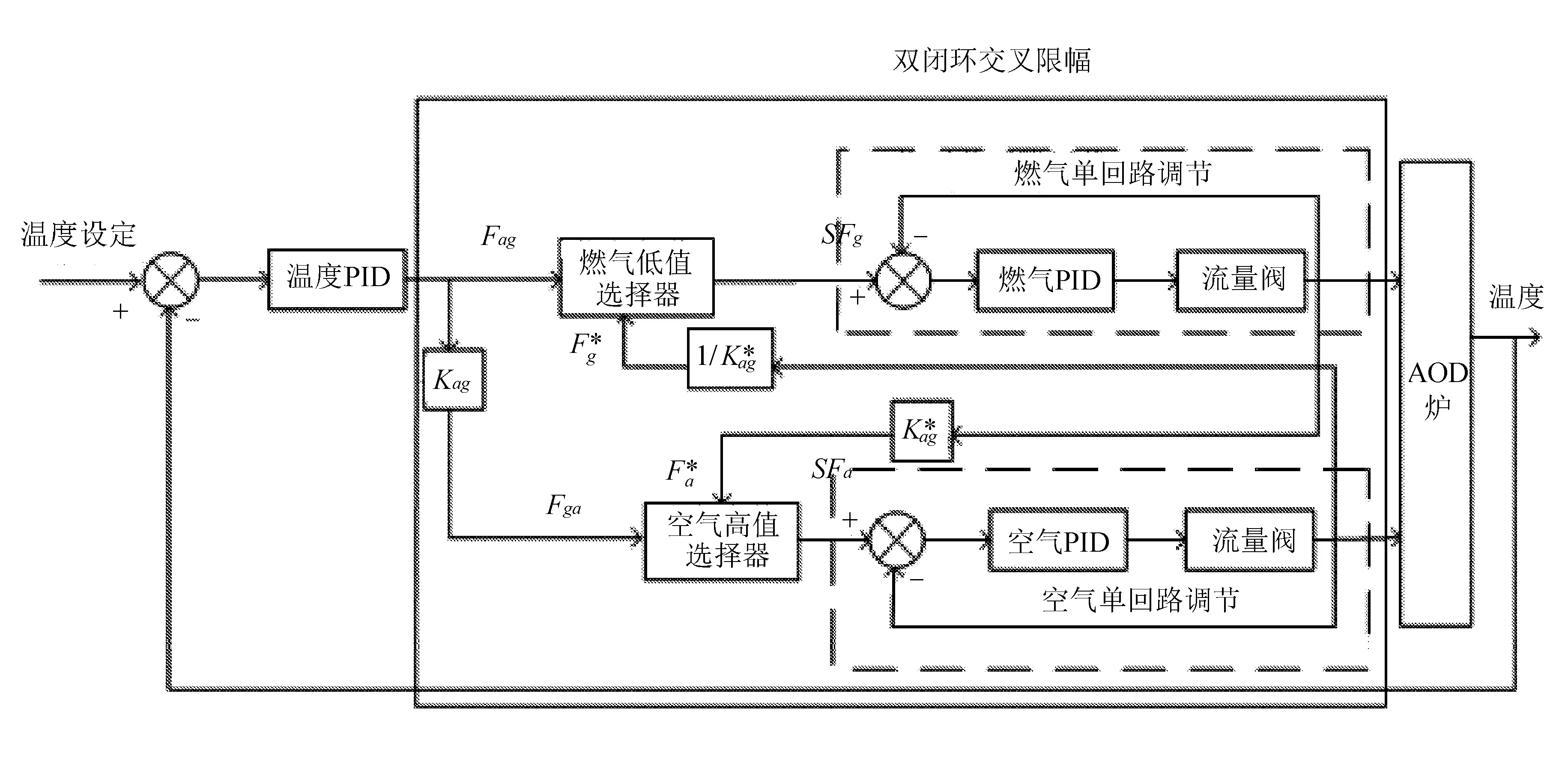
图4温度串级控制
如果温度调节器稳定输出时,燃气流量最初设定值经过双闭环交叉限幅动态过程后,空气单回路最终输入值还是最初设定值,并符合最佳空燃比。同时方便地实现系统平衡稳定的烘烤状态。
1.5温度串级控制
AOD烘烤控制的主要任务是使进入炉内的燃气流量随时与温度负荷要求相适应。炉内温度的主要干扰是燃气流量的波动,但对AOD炉来说,运行中的燃气扰动是经常出现的,如燃气流量波动较大。为使系统具有快速消除燃气扰动的措施,采用燃气流量变为副变量、温度为主变量的串级控制系统。在此系统中,实现了温度串级-流量双闭环交叉限幅控制[6]。
2 控制系统仿真
2.1仿真分析
控制仿真图如图5所示。
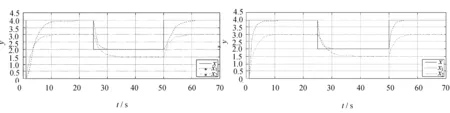
(a) 煤气限幅控制(b) 空气限幅控制
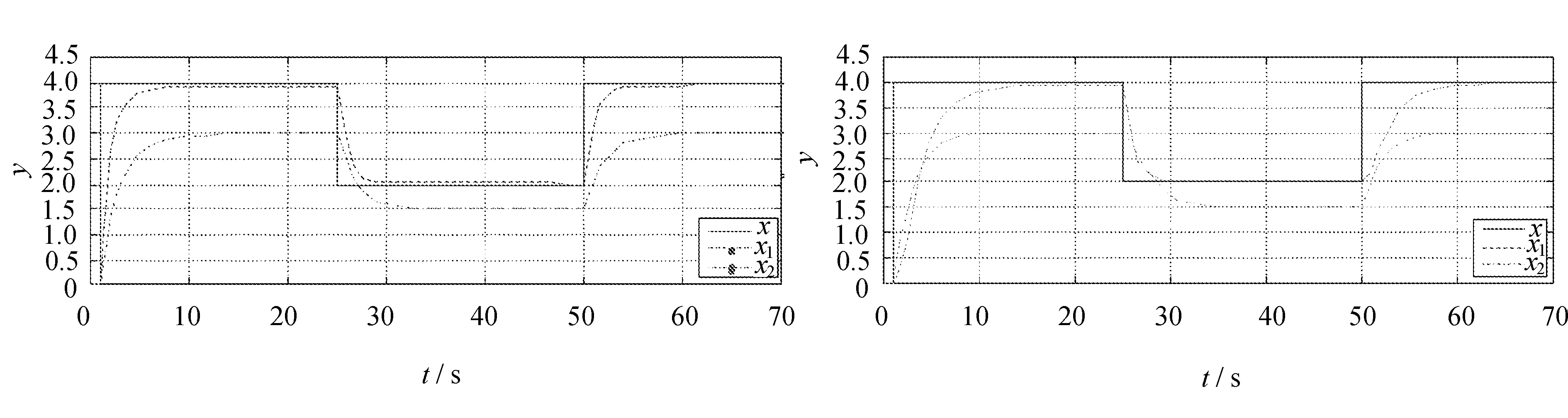
(c) 串级比值控制 (d) 双闭环交叉限幅控制
其中空燃比为固定值0.75,x为煤气流量设定值,x1为煤气流量输出值,x2为空气流量输出值。由图5可知,在串级比值控制系统中,煤气流量和空气流量始终按照设定空燃比比例进行燃烧,在煤气流量发生负荷变化时,空气和煤气流量同时等比例变化;在空气限幅控制系统中,煤气负荷下降时,煤气流量能先降低;在煤气限幅控制中,煤气负荷上升时,空气流量能先增加。但是这3种控制系统都容易造成空气过量或燃气过量。不仅浪费能源、污染环境、热损失增加,而且严重时可能导致炉内熄火。
采用的双闭环交叉限幅比值控制仿真波形见图5(d)。在增加负荷时,空气流量先加大,燃气流量后加大;在降负荷时,燃气流量先降低,空气流量后降低。总而言之,燃气流量与空气流量在该控制方法中保持了一定的比值,保证了燃烧的经济性,又实现燃气的完全燃烧。
2.2系统响应性能改进
由于双闭环交叉限幅比值控制系统通过闭环反馈的偏置值来限幅,达到比例控制目的。而这是以牺牲系统的部分动态响应性能来实现的。在实际使用中也发现双闭环限幅投入后,系统稳态时间比普通PID调节有所增加[8]。
过剩空气率与热效率关系如图6所示。
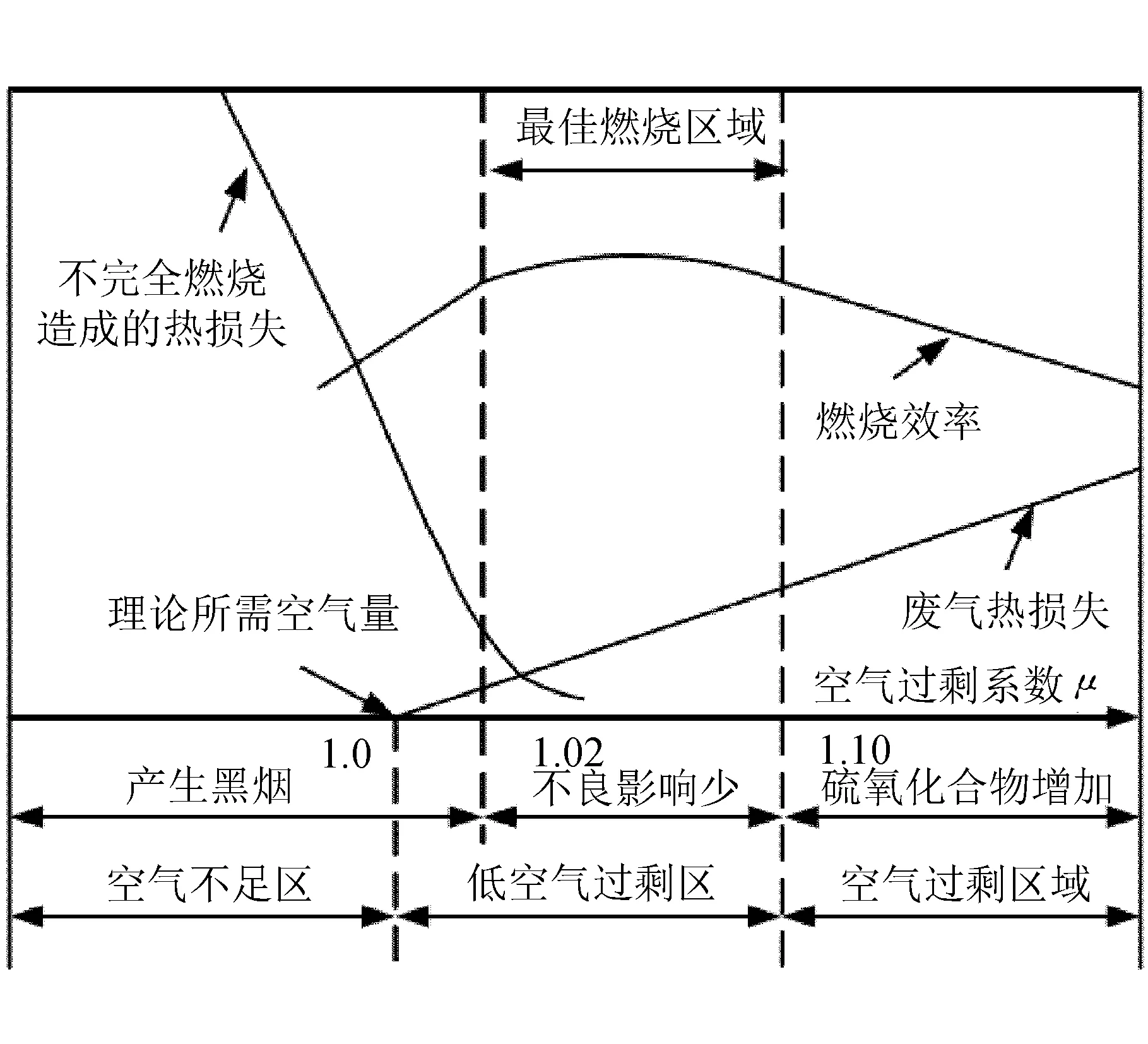
图6 过剩空气率与热效率关系图
由图6可知,空气过剩率μ在1.02~1.10之间时达到最佳的燃烧热效率[9-11],增大μ值热效率降低。通过对双闭环限幅控制的分析可知,提高μ值却可以提高控制系统动态响应性能,μ值和动态响应时间是一组相互制约的矛盾。
3 结 语
通过对AOD烘烤器烘烤过程中使用的双闭环交叉限幅比例控制算法进行仿真,得出该算法即保证空气流量在煤气流量设定值升降负荷时,跟随煤气流量变化而变化,也保证了煤气流量在这过程中的完全燃烧。这种方法在各种工业燃烧控制中已得到广泛应用[12]。
针对双闭环限幅算法以牺牲系统的部分动态响应性能来实现的问题,分析了动态响应时间与空气过剩率之间的矛盾,提出改进型变偏置双闭环限幅控制的思路。对工业控制中既要求限幅比例控制,又对动态响应时间要求严格的场合,均具有普遍的借鉴价值。
[1]鲁照权.基于自适应解耦的加热炉燃烧系统控制[J].化工自动化及仪表,2013(7):827-830.
[2]任才横.钢坯加热炉燃烧自动化系统及控制策略[D].合肥:合肥工业大学,2013.
[3]金以慧.过程控制[M].北京:清华大学出版社,2003.
[4]谢克瑞.一种模糊动态修正的双闭环比值控制在硝酸生产中的应用研究[D].重庆:重庆大学,2014.
[5]李贵娥,麻红昭.双闭环交叉限幅比值控制在锅炉加热控制系统上的应用[J].化工自动化及仪表,2008,35(5):66-68.
[6]崔桂梅.环型炉燃烧控制研究[J].包钢科技,2009(6):47-50.
[7]刘文定,王东林.过程控制系统的MATLAB仿真[M].北京:机械工业出版社,2009.
[8]乔坤.步进式钢坯加热炉的炉温炉压控制系统设计[D].包头:内蒙古科技大学,2012.
[9]袁玲.不锈钢冶炼AOD炉烘烤新工艺过程数值仿真与优化研究[D].沈阳:东北大学,2008.
[10]刘彬.高效蓄热式钢包烘烤器的设计与研究[D].哈尔滨:哈尔滨工业大学,2008.
[11]刘怡.蓄热式钢包自动烘烤器及控制系统研制[D].南京:南京理工大学,2013.
[12]许红岩.提高AOD炉炉龄的集成控制技术研究[D].长春;长春工业大学,2012.
Double closed-loop cross-limiting ratio control in AOD baking control system
LI Limin,QIU Dong*,WANG Tianfei,XU Chengsheng
(School of Electrical & Electronic Engineering, Changchun University of Technology, Changchun 130012, China)
To balance the ratio between the amount of gas and air quantity in the AOD backing process, we compare the three control methods which are cascade ratio control, air limiting control and double closed-loop cross-limiting ratio control, and the simulation results show that the double closed loop cross limiting control is optimal to keep the suitable air-fuel ratio.
AOD baking; temperature cascade; double closed-loop cross-limiting control.
2016-01-06
长春市科技局重大科技攻关项目(2013264)
李立敏(1988-),女,汉族,河北石家庄人,长春工业大学硕士研究生,主要从事AOD烘烤控制方向研究,E-mail:471833986@qq.com. *通讯作者:邱东(1969-),男,汉族,吉林长春人,长春工业大学教授,博士,主要从事生产过程智能控制与系统优化方向研究,E-mail:qiudong@ccut.edu.cn.
10.15923/j.cnki.cn22-1382/t.2016.4.14
TP 273.4
A
1674-1374(2016)04-0387-05
