气动端面行星运动式金刚石磨具的制作
2016-10-10李慧群韦霄腾
李慧群 ,韦霄腾
( 1.福建水利电力职业技术学院, 福建 三明 366000; 2.百色学院, 广西 百色 533000)
气动端面行星运动式金刚石磨具的制作
李慧群1,韦霄腾2
( 1.福建水利电力职业技术学院, 福建三明366000; 2.百色学院, 广西百色533000)
对金刚石磨具的种类和现代磨削技术的特点进行讨论,阐述了一种气动端面行星运动式金刚石磨具的设计与制作.设计结果表明,使用该磨具加工的成品精度高,能满足车床工作要求.
行星运动式;金刚石磨具;磨削性能
目前,越来越多种类的硬质合金、耐热合金及工程陶瓷被应用到加工生产中,磨削加工技术面临全新挑战.新型金刚石磨具的设计与制造已成为磨具与超硬材料行业研究的重点[1].金刚石制成的磨具由于优越的加工性能,解决了玻璃、陶瓷等高硬度材料的加工问题.对于普通的玻璃和陶瓷材料,金属结合剂或树脂结合剂金刚石砂轮具有良好的磨加工性,可以满足加工需求[2].如果直接将上述金刚石砂轮应用到近年成熟起来的工程陶瓷、金属陶瓷等新型特种材料的磨削加工,无法完全满足加工需求,而且会遇到如下问题:由结合剂选择不当造成结合剂对磨粒的把持力不够所引起的磨耗增大,结合剂的韧性过大而磨具中气孔少造成磨削力下降,在磨削加工中磨具消耗过快需要定时修整.本文在现有实验条件的基础上寻找合适的装备,通过系统优化实验,研究出一种各项性能都能满足要求的专用于脆硬性材料磨削的气动端面行星运动式金刚石磨具,并进行一系列的实验测试,根据所得的实验数据结合相关理论确定方案的可行性.
1 气动端面行星运动式金刚石磨具的研究意义
作为现代化车床加工制造的主要组成部分,金刚石砂轮磨削加工的重要性在对硬性材料工件的加工上得到充分体现.在对硬性材料工件进行磨削加工时使用的砂轮主要采用烧结型金刚石砂轮.这种砂轮存在的主要问题有:
(1)金刚石砂轮在磨削加工过程中使用面积仅在沿磨具宽度方向上有限的一段,这样会造成至少50﹪以上的磨料始终没有参与加工,在金刚石砂轮不断磨损达到使用寿命后未使用的部分会被浪费[3].
(2)在上一个问题的基础上,使用烧结型金刚石砂轮进行传统磨削过程中需要定期对磨具进行修整.这个步骤必须使用一些特制磨具和采用一定的技术手段,既浪费了大量的生产辅助时间(其中磨具修正辅助时间至少占整个加工时间的30﹪)又增加了劳动强度和加工成本,降低了生产效率[4-5].
(3)由于目前条件限制,很难制造出尺寸较大、符合加工需求且又能保证良好磨削性能的烧结型金刚石砂轮.目前在车床上磨削加工普遍采用的烧结型金刚石砂轮的尺寸都较小.较小的尺寸就造成砂轮在磨削过程中的加工区域非常有限.
2 气动端面行星运动式金刚石磨具的设计
针对前面提出的金刚石砂轮在磨削加工中存在的不足,本文设计了一种磨削宽度大、加工效率高、工具成本低的气动端面行星运动式金刚石磨具.该磨具不需要任何修整手段和工具对砂轮进行修整就能够连续进行高速端面磨削.该气动端面行星运动式金刚石磨具的立体结构如图1所示.

图1 气动端面行星式金刚石磨具立体结构图
气动端面行星运动式金刚石磨具装置主要由气动传动装置、磨头弹簧卡套、压力冷却管、可旋转的气体分流器和旋转壳体5个部分构成.其中,气动传动装置设有轴承、分流气管路、螺栓和气动马达.这样可以确保在加工时压力冷却液通过压力冷却管流入管道对磨头进行冷却,保证高速切削时磨具温度不会过高.
在磨具上应用行星运动原理,将气体通过分流气管路驱动气动马达带动磨头高速旋转,其中气动马达固定在旋转壳体内,并围绕旋转壳体回转轴心线做行星式运动.为了实现行星式运动,需要把磨具中的旋转壳体设计成端部与机床转动件连接,即可旋转的气体分流器的一端与机床的高压气体管路相连的同时另一端可以通过轴承与旋转壳体相连,确保气体进入分流气管.另外,在气动马达的转动轴与旋转壳体之间设有轴承.
为实现磨削过程中磨头的夹紧,需要在伸出旋转壳体的没有与机床转动件相连的那一侧端面的气动马达上安装磨头弹簧卡套,使冷却液可以流至与气动马达转动轴相连的魔头弹簧卡套端部,进入磨头的中孔内,进而达到在加工时对磨头本身及其加工区域进行冲刷冷却的目的.整个气动端面行星运动式金刚石磨具装置中的气动马达、分流气管路和磨头弹簧卡套可设2~4套,相应带动2~4个金刚石磨头做高速自转运动,实施磨削加工.上述磨头为杯形金刚石磨头,外形为圆柱管形,壁厚约0.5 mm.它的结构示意图如图2所示.
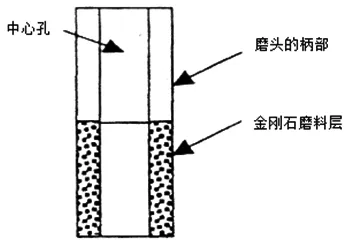
图2 杯形金刚石磨头结构示意图
3 气动端面行星运动式金刚石磨具的磨削实验
为了检测在机床上改装成的气动端面行星运动式金刚石磨具的性能和磨削特点,我们用磨削玻璃实验进行说明,即对玻璃在不同参数设定下进行磨削实验,其中Fx为切向力,Fy为轴向力,Fz为法向力.
在和玻璃工件接触前先对气动端面行星运动式金刚石磨具砂轮进行检测.气动端面行星运动式金刚石磨具砂轮还没有与玻璃工件接触时,它的切向力、轴向力和法向力的值都很稳定.根据理论,切向力和轴向力应该为0.但由于存在误差,测得的切向力和轴向力虽然不为0,但初值也很小,对实验效果影响不大.
继续对砂轮在缓速磨削情况下进行受力检测,此时切向力和轴向力几乎不变,取值接近于0,而法向力变化很大.在车床上继续增大工件的进给量时砂轮的切向力、轴向力和法向力的值都增大.
在砂轮不同的转速和工件的进给速度及背吃刀量的情况下,磨削玻璃的表面情况显微图如图3所示.其中,V1是气动磨头的速度,V2是车床主轴的转速,ap是进给量.在缓速磨削情况下磨削得到的表面质量比较匀称,导轨磨痕很小,几乎没有崩裂的凹坑.当V1、V2都增大时,会出现大的崩裂凹坑,严重影响加工工件表面质量.

(a)V1=9 mm/min,V2=45 r/min,ap=1.2 mm

(b)V1=38 mm/min,V2=190 r/min,ap=1.2 mm
从实验数据分析可知,在一定的砂轮旋转速度范围、工件的进给速度、车床主轴转速等参数的影响下,气动端面行星运动式金刚石磨具的磨削质量会受到一定的影响.我们可以通过调节这些参数的值来达到所要求的表面质量.但总的来说,磨削的工件表面刀轨磨痕比较匀称,表面粗糙度比较小,崩裂凹坑比较小,具有现实可行性.
4 结语
本文通过对目前磨削技术的研究,综合现有磨具材料和对磨削表面的影响,研制出适合脆硬性材料磨削的金刚石磨具,并通过试验研究和对结果的分析得出以下结论:(1)气动端面行星运动式金刚石磨具应用行星运动原理,使用气体分流进行驱动,选取砂轮端面磨削方式.这样使整体设计在适当增大尺寸的同时可以保证加工精度.另外,为了减轻磨具堵塞、脱落磨粒对工件表面的影响和切削过热等问题,在金刚石磨具上安装了内流道高压水冲刷和冷却系统.(2)气动端面行星运动式金刚石磨具所采用的加工方法使磨料沿轴向分层磨损,可以使磨料磨粒得到更充分的合理利用,增加使用寿命,因此工具成本得到降低.(3)气动端面行星运动式金刚石磨具在为工程陶瓷、金属陶瓷等新型特种陶瓷制品的精密磨削提供大磨削宽度的高效加工方式的同时,还提供了一种金刚石砂轮的免修整端面精密磨削技术.由于是在车床上改装,磨削实验得到的磨削精度不是很高,可加工的表面不大.此外,在磨削过程中,金刚石砂轮磨头与玻璃的接触面上出现一些石墨化斑点.要消除这一现象需要进一步的研究.
[1]郑善良.磨削基础[M].上海:上海科学技术出版社,1988:231-233.
[2]李伯民,赵波.实用磨削技术[M].北京:机械工业出版社,1996:167-169.
[3]马伏波,袁超,陈树峰.磨削液的作用和注入方法的研究[J].机械工程学报,2007,32(3) :195-198.
[4]陈慧,邓莹,李力. Ti(C,N)基金属陶瓷刀具材料的研究现状[J]. 重庆文理学院学报(自然科学版),2012(5):13-16.
[5]李恒,汪永红,鄂孔元,等.热处理参数对超高强铝合金硬度的影响[J].重庆文理学院学报(自然科学版),2012(5):20-23.
(责任编辑穆刚)
The manufacture of diamond grinding tools of planetary end pneumatic-type
LI Huiqun1, WEI Xiaoteng2
(1. Fujian College of Water Conservancy and Electric Power, Sanming Fujian 366000, China;2. Baise University, Baise Guangxi 533000, China)
The types of diamond abrasive grinding technology and the characteristics of modern grinding technology were discussed in the paper. The design and manufacture of a kind of planetary end pneumatic-type diamond grinding tools is described in details. According to the result of the design, this grinding tool can fulfill the requirement of high accuracy on the lathe.
planet sports-style; diamond grinding tools; grinding performance
2015-12-22
李慧群(1988—),女,福建莆田人,助教,主要从事机械设计制造及自动化方面的研究.
TH136
A
1673-8004(2016)05-0005-03
