基于发那科多主轴控制功能的高效深孔钻床加工应用
2016-10-08林晶伟郑翠翠
林晶伟 郑翠翠
(德州德隆(集团)机床有限责任公司 德州 253000)
基于发那科多主轴控制功能的高效深孔钻床加工应用
林晶伟郑翠翠
(德州德隆(集团)机床有限责任公司 德州 253000)
机床使用发那科数控系统作为操作编程加工平台,系统增加多主轴控制功能应用于机床加工。机床主体结构中床头箱作为第一伺服主轴先进行分度,以较低的转速进行旋转;钻杆箱做为第二模拟主轴进行高度旋转,同时进给伺服轴带动钻削刀具向前进给。在床头和钻杆箱同时旋转的状态下,工件中心孔的钻削时间大大缩短,提高了机床的加工效率。在分度功能下实现了工件偏心孔的高精度加工。
发那科数控系统多主轴控制功能加工效率伺服主轴模拟主轴
引言
目前,深孔钻床数控系统多采用单主轴功能应用于机床加工。其中市场上的深孔钻床分成两类,一类采用BTA加工方式,另一类采用枪钻加工方式;枪钻最优钻孔直径范围[1]:Φ3mm~Φ30mm,BTA实体钻最优钻孔直径范围:Φ20mm~Φ80mm,如果想要同时实现以上两种加工方式,并且达到高精度、高效率的要求,这时就需要数控系统的多主轴控制功能在机床中的正确使用。
本文采用发那科数控系统,其中多主轴功能使用一个伺服主轴和一个模拟主轴的控制方法解决以上问题。
1 数控深孔钻床多主轴结构简介
1.1床头箱结构
床头箱在数控深孔钻床中起到夹持工件分度并旋转的作用,其主要结构图如图1所示。

图1 床头箱示意图
1.2双主轴分体式钻杆箱
钻杆箱带动刀具高速旋转,其结构示意图如图2所示。

图2 双主轴分体式钻杆箱
2 数控系统多主轴功能应用
2.1多主轴结构控制
复合深孔钻床多主轴结构如下图2所示。
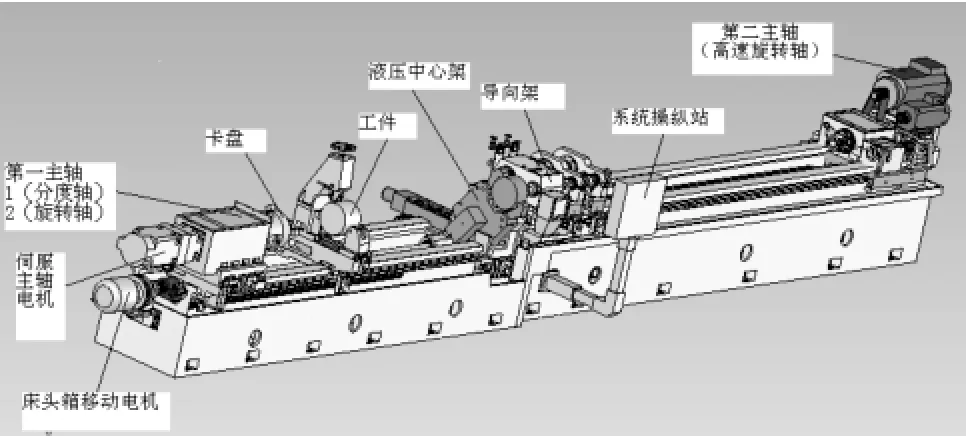
图3 复合加工深孔钻床结构图
本机床采用发那科数控系统,其中床头箱为伺服主轴作为第一主轴。在加工过程中,床头箱先进行分度,到指定的角度上做速度控制,以一个较低的转速进行旋转(作为分度轴和旋转轴),电机带全闭环位置编码器(1VPP 1024线)以达到更高的分度精度[2]。
钻杆箱为高度旋转轴作为第二模拟主轴,同时进给伺服轴(FANUC BIS8/3000伺服电机)带动钻削刀具向前进给,此模拟主轴为两档控制,(PMC信号处理使用G29.0,G29.1),以便适应不同钻孔大小的加工要求。
这样,在床头和钻杆箱同时旋转的状态下,工件的钻削时间大大缩短,提高了机床的加工效率。
系统参数设定如下:3701#1=0,#4=1,(路径内的主轴数为2);3702#1=0(是否使用多主轴功能);3716#0(S1=1,S2=0);3717(S1=1,S2=2)各主轴 的 放 大 器 号 ;3720 (S1=4096,S2=4096)位置编码器的脉冲数[3];8133#2=1(是否使用主轴CS轮廓控制功能);8133#3=1(是否使用多主轴功能);8133#5=0(是否使用主轴串行输出);8130(控制轴数)。
PMC处理信号:
主轴选择信号:SWS1,SWS2 G027.0 G027.1
主轴停止信号:SSTP1,SSTP2 G027.3 G027.4
齿轮选择信号:GR21,GR22 G029.0 G029.1
2.2测试验证及应用
加工效率,枪钻加工,使用德国botek刀具,钻φ5孔,深1米。
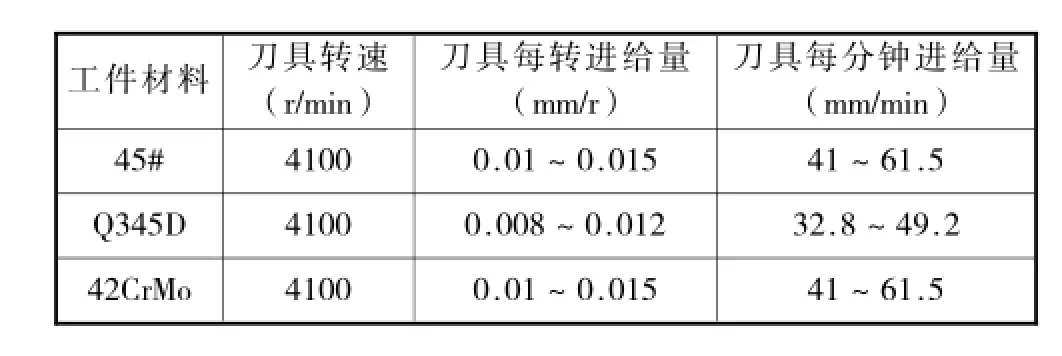
表1 枪钻加工试车表
BTA加工,使用山特维克刀具,钻φ60孔,深3米。
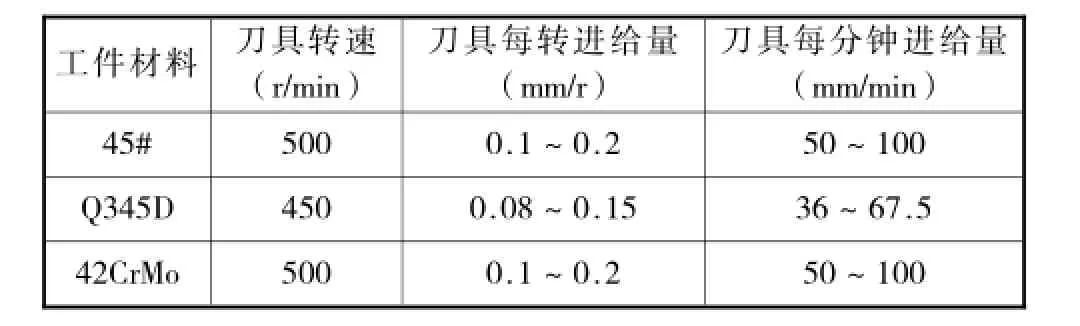
表2 BTA加工试车表
加工精度。

工件材料 45# Q345D 42CrMo钻孔直径偏斜度 实测 0.6 0.52 0.7 0.69 0.45 0.38允差 0.8mm/1000mm孔径精度实测 +0.022 +0.08 +0.018 +0.056 +0.031 +0.059允差 +0.048 +0.12 +0.048 +0.12 +0.048 +0.12粗糙度 实测 1.65 0.56 1.14 0.83 1.98 1.57允差 Ra6.3um φ5 φ60 φ5 φ60 φ5 φ60
加工效率、精度与均高于用户要求。
3 结论
普通数控深孔钻床一般将床头箱作为固定轴,只能以一个不变的速度进行旋转并且没有分度功能。这种复合型数控深孔钻床多主轴控制的开发与设计,从新型控制结构的设计到其参数、功能方面的优化与改进。从试车结果和数据上更能满足孔径范围较大的深孔类零件加工需要[4],其加工精度及效率均高于其它传统数控钻床。
[1]郑文虎.难切削材料加工技术[M].北京:国防工业出版社,2008.8:81-104
[2]赵宏立.机械加工工艺与装备[M].北京:人民邮电出版社,2009.
[3]连接说明书(功能篇)[M]北京:发那科机电有限公司
[4]李正峰.数控加工工艺[M].上海:上海交通大学出版社,2004.
Based on Fanuc Spindle Control Function More Efficient Deep Hole Drilling Machine Processing Applications
LIN Jingwei ZHENG Cuicui
(Dezhou Delong(Group)Machine Tool Co.,Ltd,Dezhou 253000)
MachinetoolstouseFANUCNCsystemasa programming operation processing platform,the system has increased multi spindle control function is applied to machining.The main structure of Machine Tool Headstock as a first servo spindle first indexing,is rotated at low speed;drill pipe box as the second analog spindle were highly rotating and feed servo axis drive drilling tool to move forward to.The drilling time of the central hole of the workpiece is greatly reduced,and the processing efficiency of the machine tool is improved when the bed and the drill rod are rotated at the same time. The high precision machining of the eccentric hole of the workpiece is realized under the dividing function.
FanucCNCsystem,multiplespindlecontrol functions,processing efficiency,servo spindle,simulation of the spindle
